
新型高分子材料透明制品内应力分布检测装置的研制
2020-06-20 08:22陈金伟杨铃吴丽旋翁秋仙梁向汤锶琪苏似鑫
工程塑料应用 2020年6期
陈金伟 ,杨铃 ,吴丽旋 ,翁秋仙 ,梁向 ,汤锶琪 ,苏似鑫
(1.广东轻工职业技术学院轻化工技术学院,广州 510300;2.广东轻工职业技术学院,广东高校高分子材料加工工程技术开发中心,广州 510300)
高分子材料作为现代工业和高新技术产业的重要基石,已经发展成为我国国民经济的基础产业和国家安全必不可少的材料。目前许多高分子材料透明制品已经被广泛应用到日常生活中,如手机屏幕、光学镜片、饮料瓶等。日常使用的高分子材料制品普遍存在内应力,而内应力分布不均匀或过大均会使制品产生翘曲变形或应力开裂的缺陷,从而影响制品的正常使用[1–4]。制品产生内应力的原因是加热熔融后的物料在加工过程中受到很多因素影响而致使制品内部产生不同的应力分布[5–8]。我们知道目前消费者对于制品品质要求越来越高,迫切需要对制品内应力进行全面深入研究,但内应力的可视化表征为研究开展带来了较大阻碍,而针对内应力可视化表征手段开发及利用可视化手段进行内应力变化规律方面的研究却又鲜见报道。针对以上问题本课题组研制了一种新型内应力检测装置,并利用该检测装置对不同注射工艺参数条件下聚苯乙烯(PS)、聚碳酸酯(PC)制品内应力分布规律进行了实验研究。此外,PS 及PC 均属于通用型材料,广泛应用于塑料制品的生产中,因此研究不同工艺条件下该类材料制品的内应力分布规律本身亦具有较好的现实及经济意义。
1 高分子材料透明制品内应力检测装置的研制
1.1 检测装置原理
根据已有研究成果[9–14],应力会造成物体出现双折射效应(光弹效应),针对透明物品(晶体)可通过偏振光干涉色法可以将该双折射效应展示出来,其原理如图1 所示。
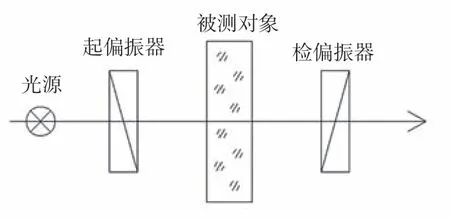
图1 偏振光干涉色法原理
起偏振器和检偏振器主平面互相垂直,如果不放被测对象在起偏振器和检偏振器之间,则由检偏振器观察到的是全暗视场,或者称其为消光视场;如果放在中间的是没有双折射效应的被测物体时,则看到的同样会是全暗视场;若在中间放置有应力双折射现象的被测物体,则经过起偏振器后的偏振光在该物体内形成具有一定光程差的寻常光与非常光,通过检偏振器则可在被测物体表现观察到干涉色,如图2 所示,透明塑料盒的干涉色,图中所示彩色条纹即可表明制品内部应力的分布状况,从而让无法肉眼观察到的内应力实现可视化,使内应力“无可遁形”。
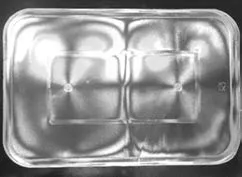
图2 在透明高分子材料制品表面的内应力分布条纹
1.2 检测装置的研制
针对检测及表征透明高分子材料制品内部残余应力即内应力的问题,利用材料自身应力双折射即光弹效应的性质并利用偏振光干涉色法,开发研制出一种新型透明制品内应力检测仪器,能够以彩色干涉条纹图案将高分子材料透明制品内部应力进行“可视化”表征出来,从而实现快速地检测与表征透明高分子材料制品的内应力,该装置整体结构装配图,如图3 所示。

图3 新型高分子材料透明制品内应力检测装置
该检测装置在结构设计上呈长方体形,该装置主要部件由上下两块偏振光片、光源箱体和带有WiFi 功能的在线成像系统组成。仪器两边设计有两个手柄,方便搬运;底部支撑脚采用弧形垫脚设计,增加了装置的稳定性。整个装置采用高品质铝合金制成。该装置具有应用快速便捷、操作简单和在线实时成像等优点,且该检测装置应用范围广,可以用于医疗制品、汽车制造、食品饮料包装、高端光学制品等存在大量透明制品的行业。目前该装置已经获得专利授权。
该装置使用方法非常简单快捷,步骤如下:
(1)首先接通电源,并打开灯光开关,此时整个视野将是暗视场。
(2)将样品置于下偏振片上,通过上部的偏振片观察制品:存在应力的部位显示彩色条纹,没有应力的部位将保持不变色;有彩色条纹较深的位置,是应力比较多的集中区,因此可以观测到应力在制品上的大小及分布情况。
(3)利用成像系统可以实现在线实时拍照,通过该系统自带WIFI 可实现检测结果的互联网传送。
1.3 检测装置的创新点
该检测装置的创新点主要体现在以下几个方面:
(1)应用方面:具有快速便捷、无损制品功能的特点。检测结果可以立即得出,减少了等待和分析的时间,只需要通过肉眼的观察即可判断检验结果,由此可应用于各个需要检测透明塑料制品的行业。另外检测时不需要破坏制品,对被检对象不会造成任何功能破坏,属于无损检测。
(2)操作方面:具有简单易用、检测成本低廉等特点,用于应力分布快速检测时,只需使用者能够比对干涉条纹图样即可,简单易用,检测成本较低。
(3)功能方面:与市场同类同等产品相比具有在线实时成像功能,可实现检测结果的网络互联实时传送;采用可充电式移动电源,避免了固定电源的使用空间限制;在检偏振片上贴了磨砂膜,去除了干扰光,使得观察视野更加清晰。
(4)外观方面:与市场同类产品相比,主体部分采用矩形构造,降低了仪器放置时的不稳定性,从而在观察的时候提供一个相对稳定的环境,方便观察;观察目镜采用长方形的目镜,可以拓宽观察视野(尤其针对塑料瓶坯)。
2 内应力分布检测装置的应用
利用该装置研究了不同注射工艺参数对PS,PC 等典型高分子材料所成型透明制品内应力的影响。
2.1 主要原料
PS:PG33,台湾奇美实业股份有限公司;
PC:6550,德国拜耳公司。
2.2 主要设备
塑料注射成型机:SA1600/540 型,宁波海天塑机集团有限公司;
手机镜片模具:广州现代塑料模具厂;
电热鼓风干燥箱:SD101–3A 型,南通华泰实验仪器有限公司;
内应力检测装置:自制。
2.3 制品制备
将PC 粒料置于电热鼓风干燥箱中,设置温度为140℃干燥2 h 后,在其他工艺条件不变的情况下,通过改变注塑压力、注射速度、保压时间等参数注射成型PC 镜片。PS 粒料不需干燥,其他制样过程与PC 一样。
2.4 注射成型工艺参数对PS 镜片内应力的影响
(1)注塑压力对PS 镜片内应力的影响。
不同注塑压力条件下成型的PS 镜片内应力分布如图4 所示,该图为在原料和其他工艺参数相同、只改变注塑压力时的PS 镜片应力条纹分布图。图4a 中PS 镜片的注塑压力从左向右逐渐递增,依次为 1.3,2.5,5.0 MPa;图 4b 中 PS 镜片的注塑压力从左向右逐渐递增,依次为2.5,3.5,5.0 MPa。由图4 可见,随着注塑压力的增大,PS 镜片应力条纹颜色变深且条纹数量逐渐增多,即PS 镜片的内应力增大。
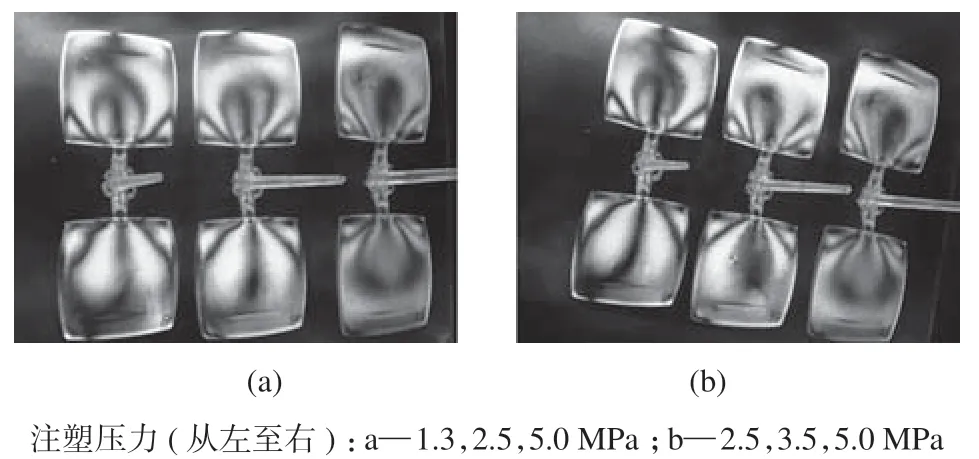
图4 不同注塑压力条件下的PS 镜片内应力条纹分布图
(2)注射速度对PS 镜片内应力的影响。
对于万能轧机的重轨生产,轧机对型钢断面的轧制要高于普通轧面20 m左右。在离钢轨尾部10 m的范围内,会存在一个高于正常轨道0.5 mm以上的“高点”,该“高点”会在钢轨有0.5 m左右的持续长度。对于这些影响列车运行的“高点”,传统“高点”处理方式为器具打磨,但器具打磨会严重影响钢体的质量与寿命。而使用全轧程热力耦合数值模拟系统,能够完成E孔型和UF孔型的连轧工作。其中UF孔型属于半封闭的轨道孔型,轧件在离开E轧机进入UF轧机的过程中,会由于半封闭孔型而发生“甩尾”现象,轧件尾部会明显高于脱离轧机时的轨高。
不同注射速度条件下成型的PS 镜片内应力分布如图5 所示。图5 为在原料和其他工艺参数都相同、只改变注射速度时的PS 镜片应力条纹分布图。图5a 中PS 镜片的注射速度分别为5%,15%和30%;图5b 中PS 镜片的注射速度分别为20%,25%和28%。由图5 可见,随着注射速度的增大,PS 镜片的应力条纹分布没有明显变化,说明注射速度对PS 镜片的内应力影响不大。

图5 不同注射速度条件下的PS 镜片内应力条纹分布图
(3)保压时间对PS 镜片内应力的影响。
不同保压时间条件下成型的PS 镜片内应力分布如图6 所示,该图为在原料和其他工艺参数相同、只改变保压时间时的PS 镜片应力条纹分布图。

图6 不同保压条件下的PS 镜片内应力条纹分布图
图6a 中PS 镜片的保压时间从左向右逐渐递增,依次为 1,6,11 s;图 6b 中 PS 镜片的注保压时间从左向右逐渐递增,依次为1,15,30 s。由图6可见,随着保压时间的增加,PS 镜片的应力条纹宽度变窄,远离浇口处的应力条纹色泽逐渐变得浅白,且分布范围增加,说明PS 镜片的内应力大大降低。
2.5 注射成型工艺参数对PC 镜片内应力的影响
(1)注塑压力对PC 镜片内应力的影响。
不同注塑压力条件下成型的PC 镜片内应力分布图7 所示,该图为在原料和其他工艺参数相同、只改变注塑压力时的PC 镜片内应力条纹分布图。

图7 不同注塑压力条件下的PC 镜片内应力条纹分布图
图7a 中PC 镜片的注塑压力从上至下逐渐递增,依次为 6,7,8 MPa ;图 7b 中 PC 镜片的注塑压力从上至下逐渐递增,依次为3,5,10 MPa。由图7可见,随着注塑压力的增大,PC 镜片的应力条纹数量增多,较深的黑色应力条纹变多,特别是PC 镜片拐角处的应力条纹的颜色变得更深;说明PC 镜片的内应力增大,即PC 镜片的内应力随着注塑压力的提高而增大。
(2)注射速度对PC 镜片内应力的影响。
不同注射速度条件下成型的PC 镜片内应力分布如图8 所示,该图为在原料和其他工艺参数相同、只改变注射速度时的PC 镜片内应力条纹分布图。

图8 不同注射速度条件下的PC 镜片内应力条纹分布图
图8a 中PC 镜片的注射速度从上至下逐渐递增,依次为10%,15%和20%;图8b 中PC 镜片的注射速度从上至下逐渐递增,依次为10%,20%和28%。由图8 可见,随着注射速度的增大,PC 镜片的应力条纹的数量变多且颜色变深,说明内应力增大。因此,随着注射速度的增大,PC 镜片的内应力也随之增大。
(3)保压时间对PC 镜片内应力的影响。
不同保压条件下成型的PC 镜片内应力分布图9 所示,该图为在原料和其他工艺参数相同、只改变保压时间时的PC 镜片内应力条纹分布图。

图9 不同保压时间条件下的PC 镜片内应力条纹分布图
图9a 中PC 镜片的保压时间从上至下逐渐递增,依次为 2,5,8 s;图 9b 中 PC 镜片的保压时间从上至下逐渐递增,依次为 20,25,30 s。由图 9 可见,在改变保压时间后,图9a 和图9b 中的PC 镜片的内应力分布没有明显差别,即保压时间对PC 镜片内应力影响不大。该发现规律与有关研究[15-16]都认为保压时间对PC 收缩率影响较小的结论是吻合的,因为我们知道制品的收缩往往是制品内应力产生的主要因素。
3 结论
研制了一种新型高分子材料透明制品内应力检测装置,并利用该装置进行了典型高分子材料注射成型制品的内应力研究,结论如下:
(1)新型内应力检测装置利用应力双折射效应及偏振光干涉原理研制而成,具有检测简单快捷、检测成本低廉、无损检测及在线成像功能等特点,实现了对高分子材料透明制品内应力的快速表征及“可视化”研究。
(2)利用该装置系统研究了不同注塑压力、注射速度和保压时间条件下PS 及PC 镜片制品的内应力变化规律。实验结果表明:随着注塑压力增大,PS 镜片内应力增大;注射速度对PS 镜片内应力无明显影响;增加保压时间可以使PS 镜片内应力降低;随着注塑压力和注射速度的增大,PC 镜片的内应力均相应增大;保压时间对PC 镜片内应力无明显影响。
(3)研究结果表明成型工艺参数对不同物料制品内应力的影响有共性,亦有不同之处。如注塑压力均会造成PS 及PC 制品内应力增大,但注射速度的增大使PC 制品内应力增大,而对PS 的影响则不明显;保压时间增加则会降低PS 制品的内应力,而对PC 内应力影响则不明显。由此可见,不同物料所成型制品的内应力受成型工艺参数的影响是不同的,这从另一方面说明了利用内应力检测装置测试不同高分子材料制品内应力的必要性和重要性。
猜你喜欢
功能高分子学报(2022年5期)2022-10-19
功能高分子学报(2022年4期)2022-08-05
化工管理(2021年6期)2021-03-24
乡村地理(2019年2期)2019-11-16
陶瓷学报(2019年5期)2019-01-12
瞭望东方周刊(2017年36期)2017-09-28
纺织科技进展(2016年3期)2016-11-29
科学24小时(2016年7期)2016-07-11
中国资源综合利用(2016年6期)2016-01-22
读者(2016年3期)2016-01-13
