
低收缩、低线性膨胀系数聚丙烯材料研究
2020-06-20 08:22:24俞飞赖昂聂鑫孙刚吴国峰杨波丁正亚罗忠富叶南飚黄险波
工程塑料应用 2020年6期
俞飞,赖昂,聂鑫,孙刚,吴国峰,杨波,丁正亚,罗忠富,叶南飚,黄险波
(金发科技股份有限公司企业技术中心,广州 510663)
随着社会的高速发展,汽车行业也在蓬勃起航,人们对生活质量的要求越来越高,汽车轻量化、智能化日新月异。以塑代钢是轻量化的重要方式,塑料尾门、塑料翼板得到高度关注和研究[1–14]。
笔者主要针对乘用车的轻量化、以塑代钢的需求进行研究,且满足主机厂技术要求。先后分别从不同种类填料、不同填料含量、不同种类聚丙烯(PP)、不同黏度乙烯–辛烯共聚物(POE)增韧剂、不同增韧剂含量进行系统研究。最终开发出外观和性能满足客户要求的材料,收缩率低至2‰,线性膨胀系数 (CLTE)低至 3×10–51/K 以下,与金属铝(2.3×10–51/K)的水平相当,且质量比铝轻50%以上。笔者开发的这种PP 复合材料收缩率低、CLTE低,对于汽车轻量化有着重要的意义。
1 实验部分
1.1 主要原材料
PP–1:嵌段共聚,熔体流动速率(MFR)为90~110 g/10 min,韩国爱思开集团;
PP–2 :嵌段共聚,MFR=40~60 g/10 min,韩国爱思开集团;
PP–3 :嵌段共聚,MFR=25~35 g/10 min,韩国爱思开集团;
PP–4 :均聚,MFR=50~60 g/10 min,中石油兰州石化分公司;
PP–5 :均聚,MFR=25~30 g/10 min,中石化茂名石化分公司;
PP–6 :均聚,MFR=10~15 g/10 min,中海壳牌石油化工有限公司;
滑石粉Talc-1:6 μm,径厚比15,意大利依米法比有限公司;
滑石粉Talc-2:6.5μm,径厚比15,辽宁海城添源化工有限公司;
滑石粉Talc-3:10 μm,径厚比30,益瑞石(上海)投资管理有限公司;
CaCO3:6.6 μm,立达超微工业(苏州)有限公司;
硅灰石:长径比20,美国NYCO 矿物有限公司;
碱式硫酸镁晶须:长径比25,营口康如科技有限公司;
POE–1:ASTM D1646 ML1+4@121℃,门尼黏度54,陶氏化学(中国)投资有限公司;
POE–2:ASTM D1646 ML1+4@121℃,门尼黏度45,陶氏化学(中国)投资有限公司;
POE–3:ASTM D1646 ML1+4@121℃,门尼黏度25,陶氏化学(中国)投资有限公司;
POE–4:ASTM D1646 ML1+4@121℃,门尼黏度8,陶氏化学(中国)投资有限公司;
POE–5:ASTM D1646 ML1+4@121℃,门尼黏度4,陶氏化学(中国)投资有限公司;
POE–6:ASTM D1646 ML1+4@121℃,门尼黏度2,陶氏化学(中国)投资有限公司。
1.2 主要设备及仪器
双螺杆挤出机:SHJ–30 型,南京瑞亚高聚物装备有限公司;
注塑机:BS80–III 型,广州博创机械有限公司;
拉伸试验机:UTM4104 型(20 kN),深圳市新三思材料检测有限公司;
弯 曲 试 验 机:BT1–FB005TN.D14 型,德 国Zwick/Roell 公司;
冲击试验机:HIT5.5P 型,德国 Zwick/Roell 公司;
热变形试验机:Vicat/HDT–Tester IC6+ 型,德国Coesfeld 公司;
热机械分析仪:Q400 型,美国TA 公司;
密度仪:XS104 型,德国 METTLER TOLEDO公司;
MFR 测试仪:Mflow 型,德国 Zwick/Roell 公司;
扫描电子显微镜:JSM–IT100 型,日本日立公司。
1.3 试样制备
按一定质量比例称取配方原料进行混合均匀,接着加入挤出机进行造粒,温度范围200~220℃,最后通过注塑机注塑样条,注塑样条放在标准环境(23℃、50% RH)中调节48 h 后安排力学测试。
加工助剂添加量按如下比例:主抗氧剂∶辅抗氧剂∶润滑剂∶光稳剂=0.2%∶0.2%∶0.1%∶0.2%。
1.4 性能测试
MFR 按 ISO 1133–1/2–2011 测 试,2.16 kg 载荷、温度230℃;
拉伸性能按 ISO 527–1/2–2018 测试,拉伸速率为50 mm/min;
弯曲性能按ISO 178–2018 测试,弯曲速率为2 mm/min;
热变形温度按 ISO 75–1/2–2013 测试,载荷为0.45 MPa,样条放置方式为平放;
悬臂梁缺口冲击性能按ISO 180–2000 测试;
密度按照 ISO 1183–1–2019 测试;
收缩率按照企业标准KFB101.01.03/A3–2014测试,MD 是指流动方向的收缩率,TD 是指垂直流动方向的收缩率,AVG 是指MD 与TD 的平均值;
CLTE 按 ISO 11359–2014 测试,温度范围 23~85℃,150 mm×150 mm×3 mm 方板中间位置截取10 mm×10 mm×3 mm 尺寸样片进行测试,MD 是指流动方向的CLTE,TD 是指垂直流动方向的 CLTE,AVG 是指 MD 与 TD 的平均值。
2 结果与讨论
2.1 不同填料对PP 复合材料性能的影响
表1 为加入不同填料及其含量时PP 复合材料配方。图1 为不同填料对PP 复合材料收缩率与CLTE 的影响。

表1 不同填料及其含量时PP 复合材料配方

图1 不同填料时PP 复合材料的收缩率与CLTE 值
从表1、图1 可以看出,不同种类的填料对材料的收缩率和CLTE 影响差异比较大,其中高径厚比的Talc-3 降低收缩率比Talc-1 和Talc-2 明显,而硅灰石和硫酸镁晶须对收缩率和CLTE 的影响比滑石粉大,主要是因为硅灰石和晶须都是针状结构比片状结构滑石粉对PP 收缩率和CLTE 的影响作用大。
2.2 不同填料含量对PP 复合材料性能的影响
表2 为加入滑石粉Talc-3 时PP 复合材料配方。图2 为滑石粉含量对PP 复合材料收缩率和CLTE的影响。

表2 滑石粉Talc-3 不同含量时PP 复合材料配方

图2 不同滑石粉含量时PP 复合材料收缩率和CLTE 值
从表2、图2 可以看出,随着滑石粉Talc-3 的含量增加PP 复合材料的收缩率和CLTE 不断下降,其中当滑石粉Talc-3 含量达到40%时复合材料的CLTE 可以达到 3×10–51/K 级别,主要是因为滑石粉作为无机填料加入到结晶高聚物PP 中可有效阻碍分子链的运动和结晶,加入量越大,这种影响也就越大。
表3 为不同晶须含量时PP 复合材料配方。图3 为不同晶须含量时PP 复合材料收缩率和CLTE值。

表3 不同晶须含量时PP 复合材料配方
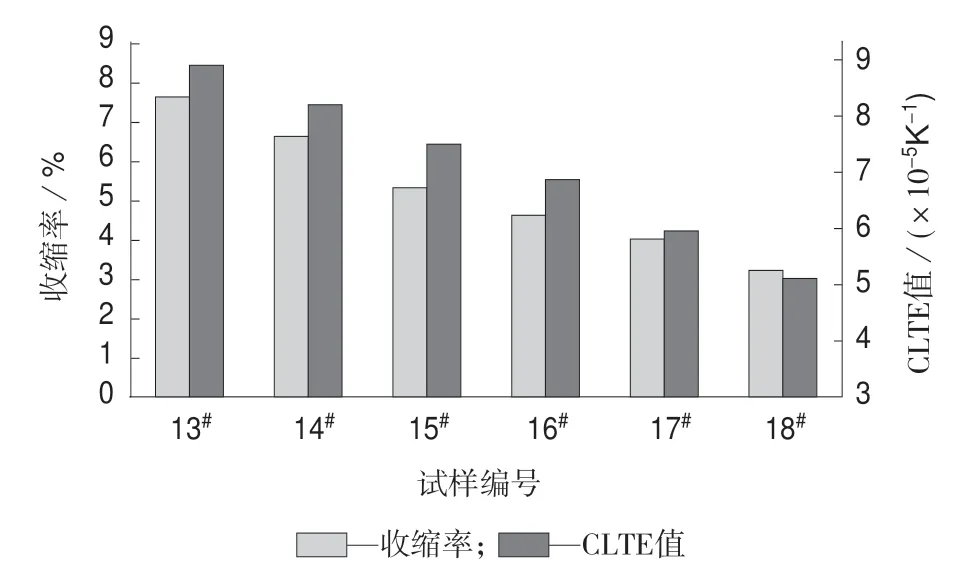
图3 不同晶须含量时PP 复合材料的收缩率和CLTE 值
从表3、图3 可以看出,随着碱式硫酸镁晶须含量增加PP 复合材料的收缩率和CLTE 不断下降,其中当碱式硫酸镁晶须含量达到40%时复合材料的CLTE 值可以达到 3×10–51/K 级别,主要是因为晶须作为无机填料加入到结晶高聚物PP 中可有效阻碍分子链的运动和结晶,加入量越大这种影响也就越大。
2.3 不同MFR 的PP 对复合材料性能的影响
表4 为采用不同MFR 的PP 时复合材料配方。图4 为采用不同MFR 的PP 时复合材料收缩率与CLTE 值。

表4 采用不同MFR PP 时PP 复合材料配方
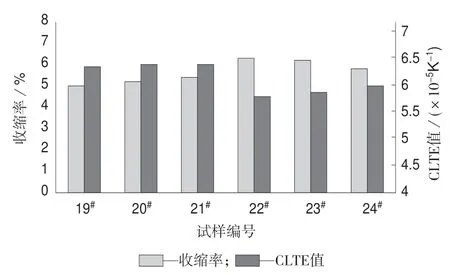
图4 采用不同MFR PP 时复合材料收缩率与CLTE 值
从表4、图4 可以看出,不同MFR 的PP 对复合材料的收缩率和CLTE 影响不同,主要表现为均聚PP 和嵌段共聚PP 对复合材料性能的影响不同,其中均聚PP 的CLTE 普遍比嵌段共聚PP 低很多,主要是因为均聚PP 的分子结晶度比嵌段共聚高从而使得分子量堆积的更加密实,继而导致均聚PP 的CLTE 比嵌段共聚低。而收缩率恰恰相反,均聚PP的结晶度高于嵌段共聚PP,所以收缩率均聚PP 高于嵌段共聚。
2.4 不同黏度增韧剂对复合材料性能的影响
表5 为采用不同黏度增韧剂时PP 复合材料配方。图5 为不同黏度增韧剂时PP 复合材料收缩率和CLTE 值。从表5、图5 可以看出,随着增韧剂黏度的降低,PP 复合材料的收缩率不断减小,复合材料的CLTE 不断增加,主要是因为增韧剂粘度越低其分散效果越好对材料的结晶性能影响越大,从而导致收缩率的减小和CLTE 的增加。
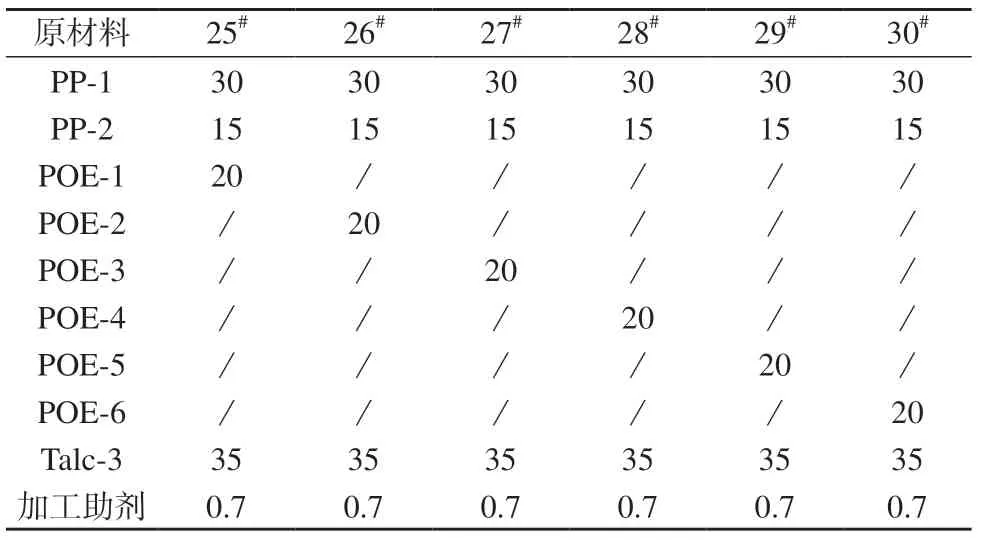
表5 采用不同黏度增韧剂时PP 复合材料配方

图5 不同黏度增韧剂时PP 复合材料收缩率和CLTE 值
2.5 不同增韧剂含量对复合材料性能的影响
表6 为采用POE-3 增韧剂,在其不同含量时PP 复合材料配方。图6 为增韧剂POE-3 不同含量时PP 复合材料收缩率和CLTE 值。

表6 增韧剂POE-3 不同含量时PP 复合材料配方

图6 增韧剂POE-3 不同含量时PP 复合材料收缩率和CLTE 值
从表6、图6 可以看出,随着增韧剂含量的不断增加,PP 复合材料的收缩率和CLTE 值不断下降,增韧剂含量达到30%以上时,复合材料的CLTE 可以达到 3.0×10–51/K 以下,主要因为增韧剂影响PP 分子结晶从而导致收缩率下降。另一方面,随着增韧剂的增多,PP/无机填料的比例在下降,即无机填料占比增加从而导致CLTE 值的下降。
3 不同黏度增韧剂在复合材料中的分散性能
图7 为不同黏度增韧剂POE-1~POE-6 在PP复合材料中的分散性能。
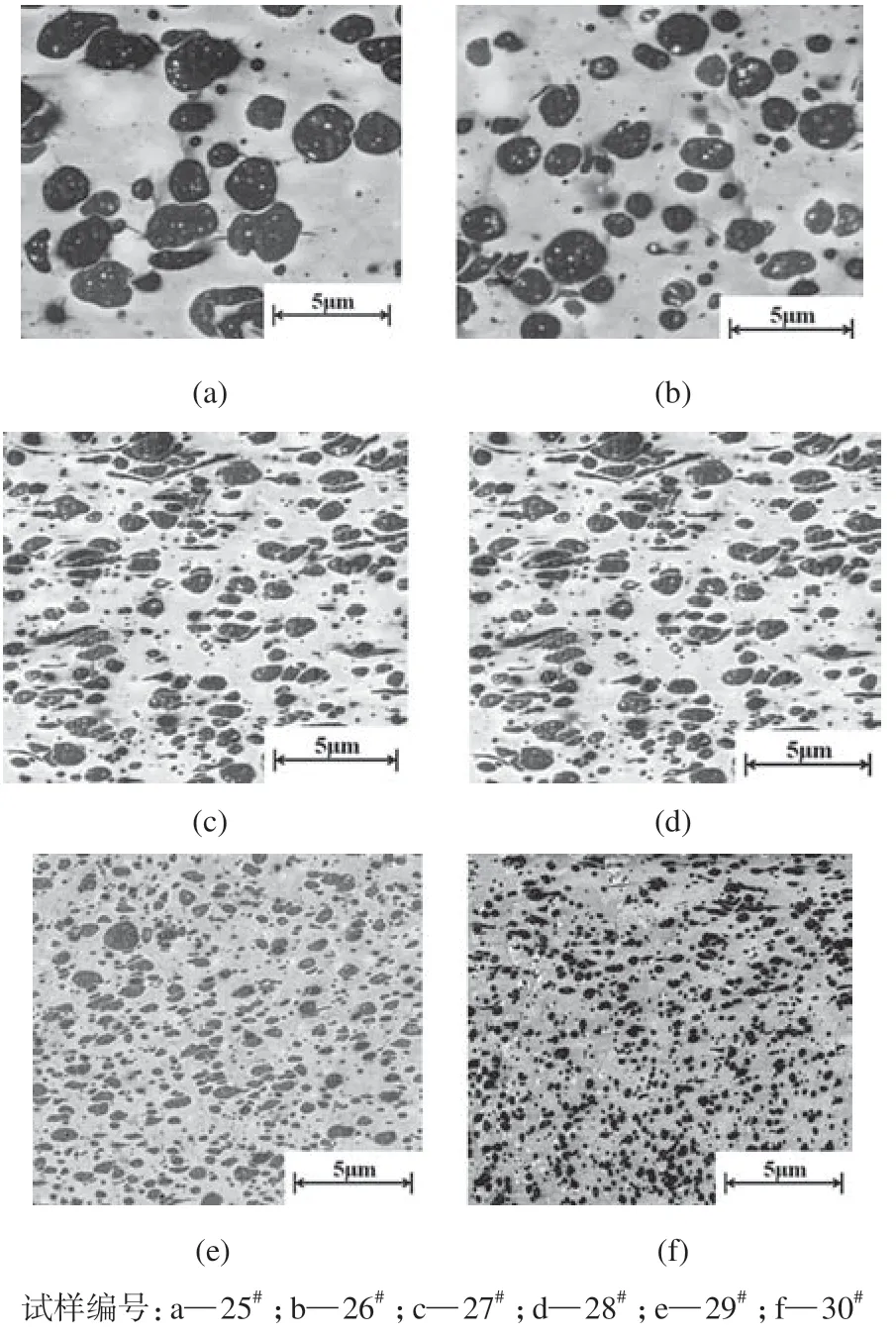
图7 不同黏度增韧剂在PP 复合材料中的分散性能
从图7 可以看出,增韧剂黏度越小,其在PP 复合材料中的分散也就越好。
4 结论
(1)不同种类的填料对材料的收缩率和CLTE影响差异比较大,其中高径厚比的滑石粉Talc-3 降低收缩率比滑石粉Talc-1,Talc-2 明显,而硅灰石和碱式硫酸镁晶须对收缩率和CLTE 的影响比滑石粉大。另外,随着滑石粉和晶须含量增加PP 复合材料的收缩率和CLTE 不断下降,其中当滑石粉和晶须含量达到40%时复合材料的CLTE 可以达到3×10–51/K 级别。
(2)不同MFR 的PP 对复合材料的收缩率和CLTE 影响不同,主要表现为均聚PP 和嵌段共聚PP 对复合材料性能的影响不同,其中均聚PP 的CLTE 普遍比嵌段共聚PP 低很多。
(3)随着增韧剂黏度的降低,PP 复合材料的收缩率不断减小,复合材料的CLTE 不断增加。另外,随着增韧剂含量的不断增加PP 复合材料的收缩率和CLTE 不断下降,增韧剂含量达到30%以上时,复合材料的 CLTE 可以达到 3.0×10–51/K 以下。
猜你喜欢
天津化工(2022年3期)2022-06-20 14:23:16
硅酸盐通报(2022年1期)2022-02-22 04:55:28
合成材料老化与应用(2021年4期)2021-08-28 08:35:06
西南石油大学学报(自然科学版)(2021年3期)2021-07-16 05:27:10
石河子科技(2020年4期)2020-08-04 11:40:36
陶瓷学报(2019年6期)2019-10-27 01:18:20
化工管理(2017年5期)2017-04-11 03:38:04
中成药(2016年8期)2016-05-17 06:08:43
造纸化学品(2015年4期)2015-11-04 06:54:16
中国塑料(2015年1期)2015-10-14 00:58:36
