
激光强磁钢丝绳在线探伤系统的研究与应用
2020-06-18 13:42韩泰然
矿山机械 2020年6期
韩泰然
1中国平煤神马集团炼焦煤资源开发及综合利用国家重点实验室 河南平顶山 467099
2中国平煤神马集团能源化工研究院 河南平顶山 467099
钢丝绳作为物料搬运设备中的关键部件,广泛应用于采矿和运输作业,尤其是矿井提升和旅游索道[1]。在钢丝绳的使用中,其完好程度直接关系到人员和设备的安全。近几十年来,由于钢丝绳断裂事故时有发生,使企业生产和工人安全受到严重威胁[2-3]。
造成钢丝绳损坏的主要原因是疲劳和磨损。金属面积突然变化造成钢丝绳断丝、断裂和局部锈蚀,称为“局部损坏”,而大面积的腐蚀和磨损造成金属面积的“较均匀”的变化,称为截面损失。因为“局部损害”和“截面损失”不同,它们的检测方法也不同[4-5]。铁磁钢丝绳的早期检测方法包括眼观察、手触和卡尺测量。20 世纪 90 年代,便携式钢丝绳探伤测器的出现逐渐取代了人工检测,检测效率明显提高。随后弱磁探伤仪进入市场,但弱磁探伤仪信号弱、稳定性以及抗干扰能力差,对钢丝绳断丝与截面积的磨损检测往往达不到应有效果。
矿山企业每年更换钢丝绳的成本较高,而浪费钢丝绳的现象十分严重。研究表明,若能加强钢丝绳状态检测和适时报废,每年至少可节省 12%~ 30% 的钢丝绳消耗[6]。因此,研制先进的钢丝绳无损探伤检测仪器是非常必要的。
1 系统的组成及特点
1.1 系统组成
检测设备主要由检测主机、信息分析站、数据采集处理器和计算机分析处理软件 4 个部分组成。检测主机主要包括磁通量泄漏检测与永磁干扰检测相结合的复合检测探头及辅助系统、激光及辅助系统,缺陷及经传导获取的损伤信息通过数据处理技术处理。信息分析站对缺陷钢丝绳进行直径自动扫描、数据采集和预处理,最终输入计算机,通过分析软件进行后处理分析,并进行存储、显示、打印和报警。
1.2 特点
由于检测设备采用了高强度磁性磁化技术,克服了稳定性差、容易被扰动等弱点,大大提高了检测精度和可靠性。首先,在高强度磁检测的基础上,激光检测钢丝绳直径收缩,并进一步提高检测精度,检测速度快,理论上不受钢丝绳运动速度的影响;其次,检测精度高,达到微米级;第三,实现非接触式在线检测,检测过程简便,不受油污影响,检测精度和可靠性得到有效保证。
与光学检测测定法相比,该检测方法容易受到外界环境磁场的干扰 (如外界带磁性的材料),影响其准确性,检测时,应选择钢丝绳运行中周围无磁性材质的一段;不受油污影响;针对钢丝绳的工况 (如振动、扭曲、断丝、锈蚀等,该方法受磁场磁通量影响明显。光学检测测定法适合钢丝绳均匀磨损状况,且对有油污的钢丝绳检测效果不明显。
2 技术指标
为了实现钢丝绳直径收缩和断丝的高精度、高效率、防火和固有安全类型检测,提高劳动效率和安全效益,需要实现的技术指标如表 1 所列。
3 技术路线
采用 2 项研究方法,且每种研究采取两步法,即先集中研究和实际应用高强度磁性理论和激光探测技术,后集中研究和实际应用数据处理。2 项研究同时进行,且各有重点,整个理论的重点是后期激光探测标定的研究。
以往许多煤矿采用弱磁检测设备试验,但效果不佳,所以研究的第一步是将强磁理论应用于实际检测环节。结合实际工作条件与数据记录相比较,确保早期检测精度达到 80% 以上。
整体技术路线分为 4 个方面:①全面构建了激光强磁检测钢丝绳断裂的研究方案;② 根据实际需要进行理论分析,包括激光的选择、激光光程设计、激光发射和接收电路、接收信号处理电路等,以及激光强磁检测系统在软硬件上的集成;③确定激光检测钢丝绳直径收缩的试验研究方案;④ 在试验研究成功的基础上试制产品,重点研究激光探测与高强度磁探测系统的融合问题。技术路线图如图 1 所示。
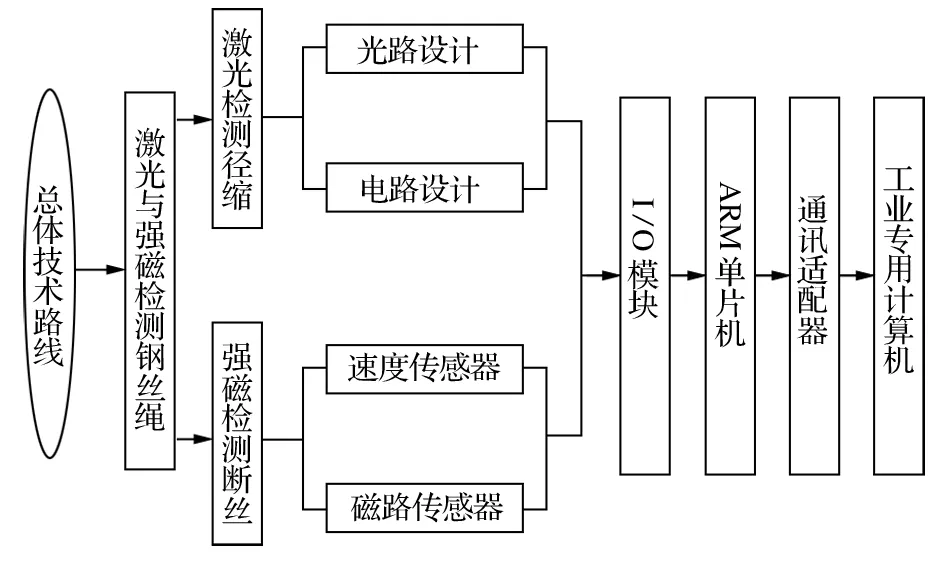
图1 样机研制路线Fig.1 Prototype development process
4 激光强磁探伤系统原理及分析
4.1 钢丝绳恒磁激励检测原理
严格按照能量和材料信息守恒的一般物理规律,通过电磁能量激发得到载体信息,从而对激发体的异常波形信号进行调制解调 (见图 2)。
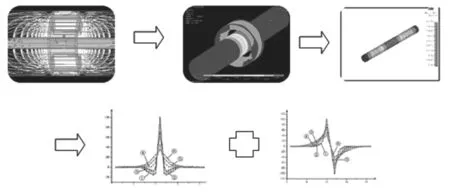
图2 恒磁激励信号机制Fig.2 Mechanism of constant-intensity magnetic exciting signal
采用最新的局部瞬时恒磁刺激检测钢丝绳 (无磁效应),激励获得详细信息,输出钢丝绳损伤状况,完成使用寿命预测和安全性评估,并实现了和谐矿井提升系统的建设和经济社会建设等安全生产环境 (定期更换绳索支出除外) 的双重保险 (见图 3)。
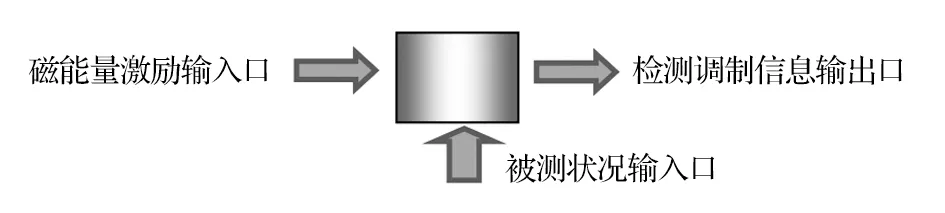
图3 钢丝绳恒磁激励检测原理Fig.3 Wire rope detection principle by constant-intensity magnetic excitation
传感器检测主要检测 2 个指标,LMA (径向截面损失) 和 LF (局部损伤)。其中 LMA 是通过检测主磁通的变化得到截面磨损的情况;LF 则是通过检测局部漏磁量的变化得到局部损伤的结果。当钢丝绳通过探头时,探头中的强磁场会瞬间将钢丝绳磁化,钢丝绳截面与磁性感应强度成正比;当钢丝绳截面不变时,探头接收到的磁场变化不大[7-9]。当钢丝绳断裂时,由于截面处的磁泄漏,磁场会发生变化;当钢丝绳收缩时,主磁通量发生变化。在 2 个异常状态下,探头收集的磁场信息变化较大,转化为电信号,成为信号输入的来源 (见图 4)。
4.2 磁信号处理部分结构
磁信号处理过程如图 5 所示。上位机通过 TCP/IP 协议发布指令,控制运动部分,即气动组件动作(包括气缸推动小车、探头伸缩和开合动作),使探头处在与钢丝绳合适的位置,完成探头的初始化定位。采集开始时,探头上的传感器组采集到磁信号,转换为电信号,经过数据线交由前置放大器进行放大;经数据采集预处理模块处理后反馈给上位机进行结果存储和显示,通过不同编码器实时获取当前钢丝绳的位置信息,判断可能存在缺陷的部位;然后通过数据预处理部分完成对采集信号的前期比较和打包处理,经过打包处理,模拟信号被封装成数据包,通过 TCP/IP 协议与上位机进行通信。其中数据预处理部分的结构框架如图 6 所示。
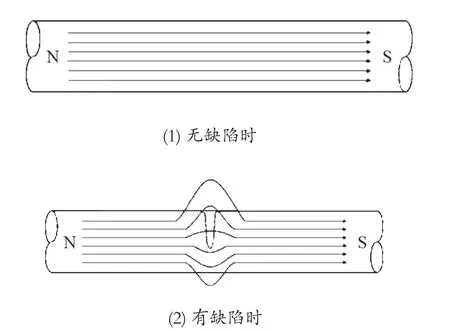
图4 有无缺陷时钢丝绳内外磁场分布对比Fig.4 Comparison of internal and external magnetic field of wire rope with flaw and without flaw
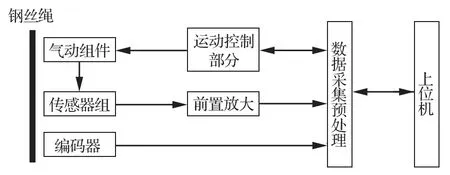
图5 磁信号处理过程Fig.5 Magnetic signal processing course

图6 数据预处理的模块框架Fig.6 Frame of data pre-processing module
对采集到的信号进行有效的处理,并完成网络传输,是数据预处理的核心。因此,MCU 对主要的频率和网络通信功能有着很高的要求。
4.3 激光检测钢丝绳径缩原理
激光具有均匀性好、相干性好、方向性好、亮度高等重要特点。在钢丝绳直径收缩的检测中,主要利用激光单色率和指向性。普通光源发射的光子频率不同,因此含有多种颜色。激光发射相同频率的光子,因此激光是最好的单色光源。激光束的散射角很小,几乎是平行的光线[10-11]。利用激光的这 2 种特性来检测钢丝绳直径,在接收端设有光敏电阻接收电路,检测到的钢丝直径收缩变化就是光通量的变化,然后通过光敏电阻转变为电流,即通过一次信号转换实现目标,检测信号进入下一级电路 (信号处理电路),信号检测由信号处理电路转变为数字信号。
5 关键技术
该检测方案结合了高强度磁检测和激光检测钢丝绳直径变化的理论[12-13]。采用高强度的磁检方法找出磁信号变化较大的部件,即存在断丝可能性较大的部位。同时,采用激光检测的方法测量钢丝绳直径的变化,从而全面获得钢丝绳的使用状态。这 2 种方法互为补充。整体检测流程如图 7 所示。
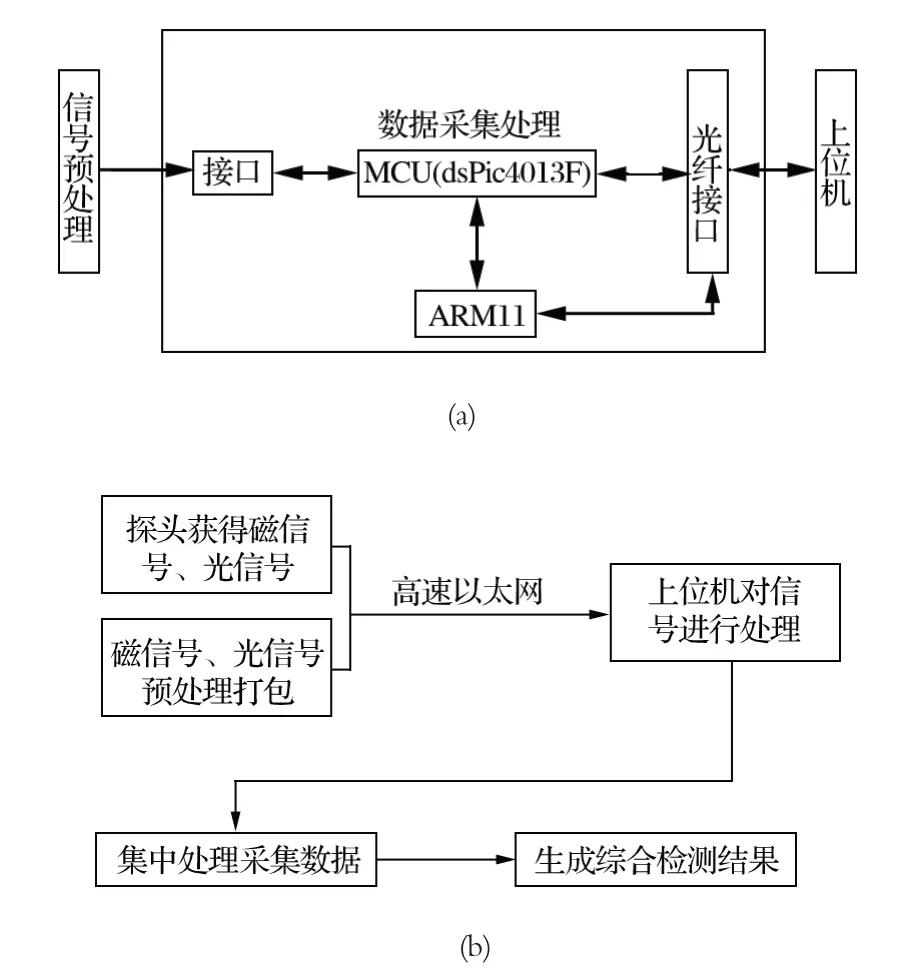
图7 检测流程Fig.7 Detection process
(1) 高强度磁性缺陷检测通过磁信号的变化检测钢丝绳的 2 个主要指标:LMA (直径收缩) 和 IF (断丝)[13-14]。由于不需要人工干预,节省了人力,提高了检测效率。此外,它还反映了绳索内部磁性信号的变化。
(2) 通过钢丝绳对激光的屏蔽,实现钢丝绳直径收缩由光信号向电信号的转换[15]。首先用前置放大器对得到的模拟信号进行放大,然后用信号处理电路进行转换,将转换后的数字信号发送到计算机进行程序处理,从而得到导线的直径缩小值。通过程序可以调整检测位置点,从而得到不同位置点的直径,并以曲线变化的视觉形式显示在显示器上。通过软件对获得的数据进行分析和处理,并给出分析报告,如遇特殊情况,系统自动报警。
(3) 结合这 2 种方法,既能节省人工检查的工作量,又能避免人为因素的干扰,是目前较为理想的检测方法。
(4) 在现场观察、理论分析和实验室试验的基础上,对激光强磁钢丝绳试验设备进行硬件设计,然后按照设计方案进行试验,激光光路设计为封闭结构,避免了外界光线的干扰。
(5) 软件设计应考虑如何将收集到的数据转换成相应的观测值,还应注意系统与互联网之间的接口设计,以实现数据共享和远程测控。
6 工程实例
平煤股份十三矿副井提升绳长为 776 m,2 人以0.2 m/s 速度检测一根绳的时间需要 1 h 以上,需 8 人同时进行检测。用钢丝绳在线自动化检测系统按 0.5~ 2.0 m/s 速度检测,加上操作、判断、出报表,大约10 min 即可将 4 根绳检测完毕。检绳不留死角,同时影像随时可以回放供检测人员查找断丝及麻坑。人工目视检测时间长,检测时眼睛过累会出现重影且不能在钢丝绳移动中目视 360°的缺陷。该井每小时提升原煤 675 t,按每吨 450 元计算,每次检绳节约的时间可增加效益约 30 万元,不仅带来很好的安全效益,而且带来了较大的经济效益。钢丝绳使用时间由平均18 个月延长至约 24 个月,该矿主井 4 根绳每次换绳和人工费约 140 万元,该井按照 20 a 的采煤期,每年可直接增加经济效益约 300 余万元。
7 创新点
(1) 激光探测钢丝绳直径可获得较高的精度,并大大提高探测效率,探测误差小于 1%。改进现有的高强度磁场检测钢丝绳丝技术,提高了检测精度。
(2) 弃用了钢丝绳检测中常用的光电旋转编码器定位技术,并采用激光脉冲计数定位技术,将径缩与断丝位置定位误差由原来的最大几十米缩小到几分米。
8 结语
针对目前多种检测钢丝绳技术自动化程度低、劳动强度大、检测精度低的问题,提出了激光强磁钢丝绳在线探伤技术的研究,依靠精准、高效的检测技术与设备,及时获得钢丝绳径缩与断丝数据,依此判断钢丝绳是否应及时更换,避免安全事故的发生,提高了钢丝绳使用的经济性与安全性。
系统投入使用后,完善了现有的安全生产监测系统,可以实时监测矿用钢丝绳的运行情况,实现动态安全管理,使管理者准确、及时掌握安全数据,减少决策失误,显著提高煤矿现代化生产效率,达到提高经济效益的目的。
猜你喜欢
科技与创新(2022年13期)2022-07-14
客联(2022年3期)2022-05-31
艺术家(2021年10期)2021-12-20
小学生学习指导(高年级)(2021年10期)2021-11-02
昆明医科大学学报(2021年6期)2021-07-31
山东交通科技(2020年2期)2020-08-13
云南档案(2019年7期)2019-08-06
小天使·六年级语数英综合(2018年1期)2018-10-08
电子制作(2018年12期)2018-08-01
消费导刊(2016年10期)2016-12-01
