安息香的绿色合成及其工艺研究*
2020-06-09 07:54:18王宇浩董一凤彭颖颖曲哲哲李福荣
山东第一医科大学(山东省医学科学院)学报 2020年5期
王宇浩 董一凤 彭颖颖 曲哲哲 陈 丽 李福荣
山东第一医科大学(山东省医学科学院),山东 泰安 271016
安息香,一种重要的药物中间体,在药物合成过程中起着至关重要的作用,尤其是在合成抗癫痫药物苯妥英钠中[1]。安息香还可以进一步的氧化,得到高分子固化光敏剂和药物合成中广泛使用的药物中间体苯偶酰[2-4]。苯偶酰在有机合成、生物医药方面有着重要作用[5]。除此之外,该反应可制备多微孔有机聚合材料[6]。安息香目前合成方法主要以安息香缩合反应制备,最初以氰化物作为催化剂,但因其毒性大,后被维生素B1所替代。由于生物催化剂维生素B1价格昂贵,并且产率低下,故使用范围受到限制。目前多个研究小组对安息香缩合反应进行改进,有的研究小组采用碳酸钠溶液代替氢氧化钠溶液调节pH,防止维生素B1的噻唑环开环失效[7];还有小组采用超声法进行反应,使反应更加完全[8];除此之外,还有研究小组探讨了微波辐射下4种咪唑类离子液体催化不同取代基芳香醛的安息香缩合反应,并对反应条件进行了优化[9];根据安息香缩合反应的影响因素,有的团队通过对反应时间、反应温度、pH、反应物的投入方式进行改进与探讨[10]。随着相转移催化剂[11]的兴起,我们采用加入相转移催化剂PEG-400作为催化剂。相转移催化剂具有催化活性高,易于分离,损失小,反应物与底物更易融合,价格便宜等优点。除此之外,我们设计了正交试验,探讨回流时间、PEG-400的量、维生素B1的量及温度对反应的影响,确定安息香高产率下的合适条件。
本实验在传统的安息香缩合反应的基础上进行改进,遵循绿色化学[12-13]、原子经济性[14],使得药物合成中损失降低,产率升高,实现低耗高效。
1 材料和方法
1.1 实验仪器与试剂
实验中主要采用的仪器见表1。
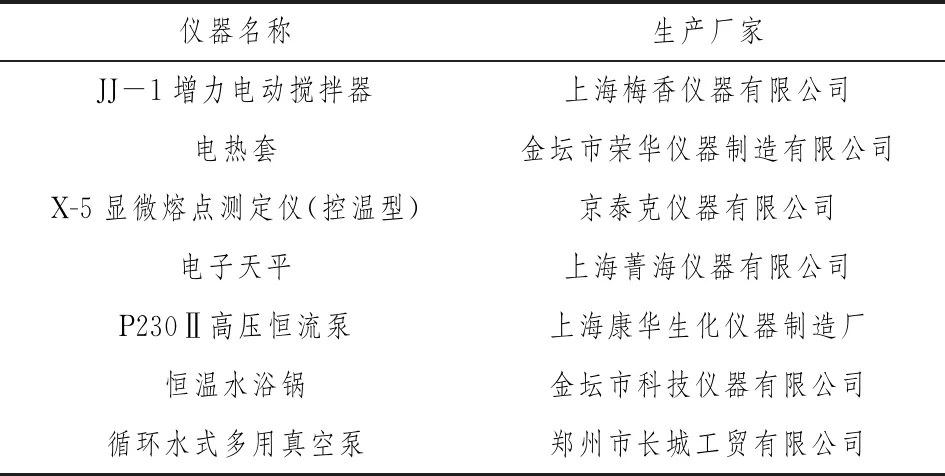
表1 实验中采用的主要仪器
实验中主要采用的试剂见表2。
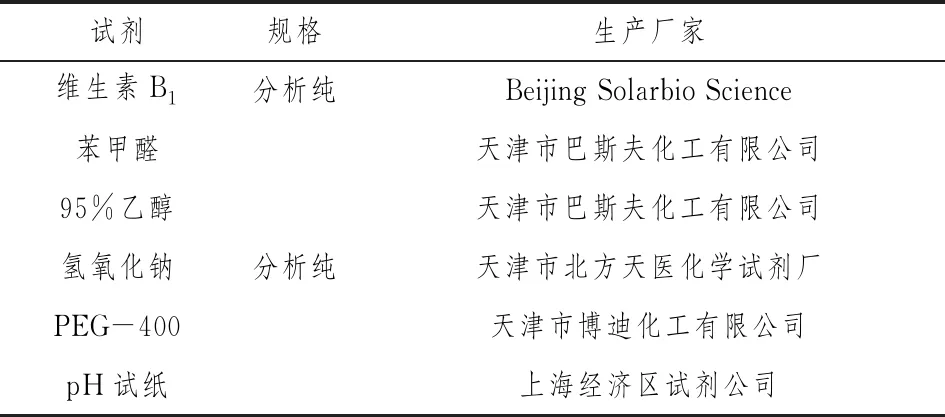
表2 实验中主要采用的试剂
1.2 方法
1.2.1相转移催化剂PEG-400对安息香产率的影响
反应方程式:

(PEG-400作为相转移催化剂)
1.2.1.1不加相转移催化剂 向250.0 mL四口烧瓶中加入维生素B18.0 g,蒸馏水30.0 mL,95%乙醇60.0 mL,搅拌至溶解,此时溶液变透明,冰水冷浴降温至5.0℃左右。将新鲜配置的10%氢氧化钠溶液放入冰水中冷浴备用,持续电动搅拌,并在冰水浴搅拌条件下滴加冷的新鲜配置的10%氢氧化钠水溶液,缓慢调节pH至8.0~9.0,溶液由透明变成浅黄色,去掉冰水浴,量取苯甲醛25.0 mL,加入反应混合物中。将四口烧瓶外壁的水擦干,加上电热套进行加热,使温度加热至75℃,在反应过程中,每隔15 min检测1次pH值,用新制的10%NaOH溶液调节pH始终保持在8.0~9.0,溶液中会产生大量的沉淀,溶液由透明变为橙黄色,反应2.0 h,将电热套移去,自然降温5~10 min,然后冰水浴冷却至5℃左右。关闭搅拌器,使溶液静置,待溶液中析出大量的结晶,进行减压抽滤,用95%乙醇洗涤1~2次,使晶体由黄色变为白色,自然晾干,称重,计算产率。
1.2.1.2加相转移催化剂 在1.2.1.1步骤的基础上,加入苯甲醛后,再加入相转移催化剂,观察产率。
1.2.2安息香制备单因素的考察
1.2.2.1回流时间对安息香合成的影响 在装好搅拌器、温度计、冷凝管的3个250.0 mL四口瓶中分别加入维生素B18.0 g,加水30.0 mL,95%乙醇60.0 mL,冷浴并开动搅拌,调节pH至8.0~9.0,溶液为浅黄色,加入苯甲醛25.0 mL,PEG-400 3.2 g并开始加热到75℃,调节pH始终保持在8.0~9.0,三组分别保持回流1.0 h,1.5 h,2.0 h,自然放置10 min,冰水浴降温,抽滤,洗涤自然晾干,称重计算产率。
1.2.2.2温度对安息香合成的影响 在装好搅拌器、温度计、冷凝管的3个250.0 mL四口瓶中分别加入维生素B18.0 g,加水30.0 mL,95%乙醇60.0 mL,冷浴并开动搅拌,调节pH至8.0~9.0,溶液为浅黄色,加入苯甲醛25.0 mL,PEG-400 3.2 g,3组分别加热到65℃,75℃,85℃,调节pH始终保持在8.0~9.0,保持回流1.5 h,自然放置10 min,冰水浴降温,抽滤,洗涤自然晾干,称重计算产率。
1.2.2.3维生素B1的量对安息香合成的影响 在装好搅拌器、温度计、冷凝管的3个250.0 mL四口瓶中分别加入维生素B16.0 g,8.0 g,10.0 g,加水30.0 mL,95%乙醇60.0 mL,冷浴并开动搅拌,调节pH至8.0~9.0,溶液为浅黄色,加入苯甲醛25.0 mL,PEG-400 3.2 g并开始加热到75℃,调节pH始终保持在8.0~9.0,3组分别保持回流1.5 h,自然放置10 min,冰水浴降温,抽滤,洗涤自然晾干,称重计算产率。
1.2.2.4PEG-400的量对安息香合成的影响 在装好搅拌器、温度计、冷凝管的3个250.0 mL四口瓶中分别加入维生素B18.0 g,加水30.0 mL,95%乙醇60.0 mL,冷浴并开动搅拌,调节pH至8.0~9.0,溶液为浅黄色,加入苯甲醛25.0 mL,分别加入PEG-400 1.2 、3.2 、5.2 g,加热到75℃,调节pH始终保持在8.0~9.0,3组分别保持回流1.5 h,自然放置10 min,冰水浴降温,抽滤,洗涤自然晾干,称重计算产率。
1.2.3安息香合成的正交设计
1.2.3.1绘制因素位级表 根据影响因素,确定为四因素三水平正交,如表3所示。
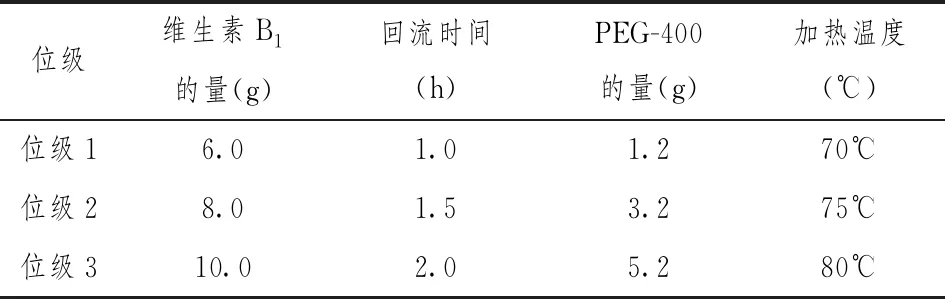
表3 位级因素表
1.2.3.2设计正交表方案 设计的正交表如表4。
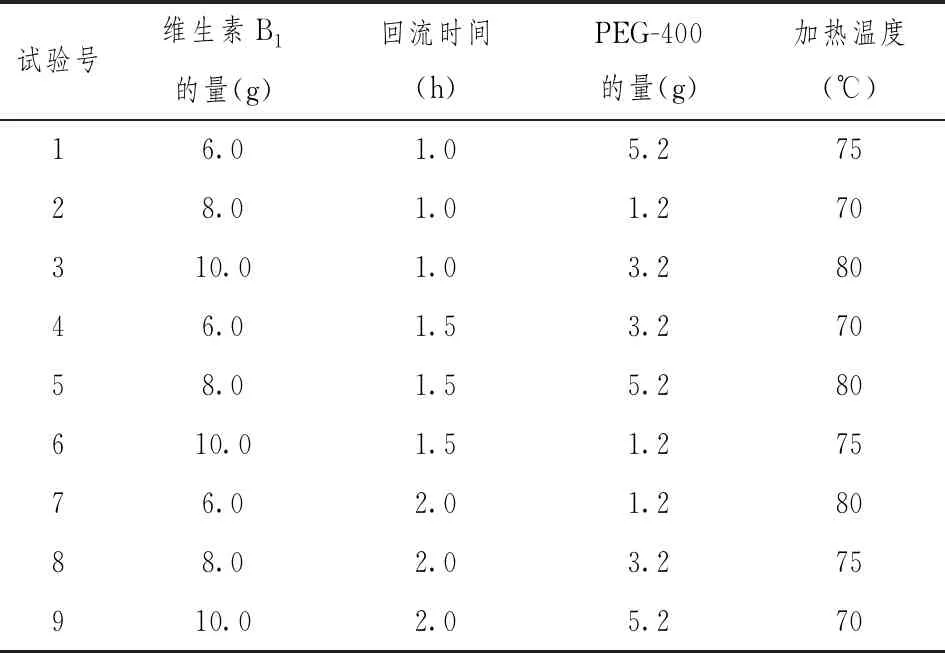
表4 正交设计表
2 结果与讨论
2.1 结果
2.1.1相转移催化剂PEG-400加入对安息香产率的影响 加入相转移催化剂可以有效的提高安息香的产率,具体见表5。

表5 相转移催化剂PEG-400加入对安息香产率的影响
2.1.2单因素的影响
2.1.2.1回流时间的影响 25 mL苯甲醛合成安息香,回流时间为1.0 h,1.5 h,2.0 h时所合成的质量及产率见表6。产物通过显微熔点测定仪进行测定,得到其熔点为133~136℃,与苯偶酰的理论熔点(135~137℃)相吻合,且纯度较高。
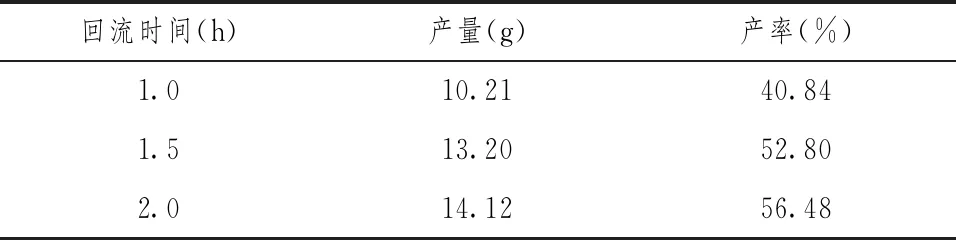
表6 回流时间对安息香产率及熔点影响的结果
由表6可知,该反应有最适反应时间,为1.5 h。
2.1.2.2反应温度的影响 25 mL苯甲醛合成安息香,反应温度为65℃,75℃,85℃时所合成的质量及产率见表7。产物通过显微熔点测定仪进行测定,确定为安息香,且纯度较高。

表7 反应温度对安息香产率及熔点影响的结果
由表7可知,该反应有最适反应温度,为75℃。
2.1.2.3维生素B1的影响 25 mL苯甲醛合成安息香,维生素B1为6.0 g,8.0 g,10.0 g,3组实验所合成的质量及产率见表8。产物通过显微熔点测定仪进行测定,确定为安息香,且纯度较高。
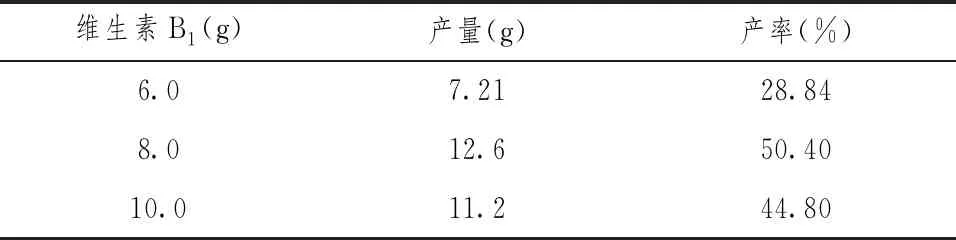
表8 维生素B1的量对安息香产率及熔点影响的结果
由表8可知,该反应有最适维生素B1的量,为8.0 g。
2.1.2.4PEG-400的影响 25 mL苯甲醛合成安息香,PEG-400的量为1.2 g,3.2 g,5.2 g时所合成的质量及产率见表9。产物通过显微熔点测定仪进行测定,确定为安息香,且纯度较高。
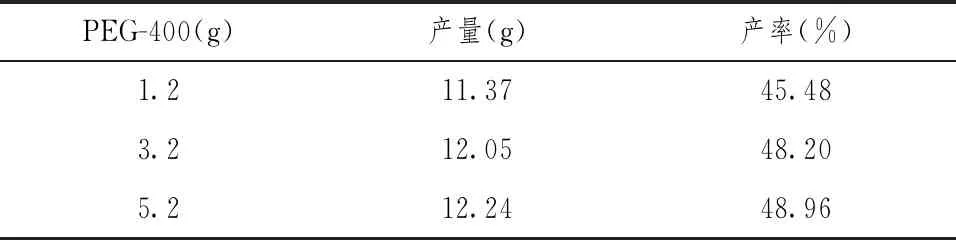
表9 PEG-400的量对安息香产率及熔点影响的结果
由表9可知,该反应有最适PEG-400的量,为5.2 g。
2.1.3正交结果
如表10所示,直接根据产量的大小确定出反应的最佳条件为:维生素B18.0 g,回流时间2.0 h,PEG-400用量3.2 g,反应温度为75℃。由极差得到影响因素大小为:回流时间>反应温度>维生素B1的量>PEG-400的量。根据位级和确定最佳反应条件为:维生素B1为10.0 g水平,回流时间为2 h水平,PEG-400用量为3.2 g水平,反应温度为75℃水平。
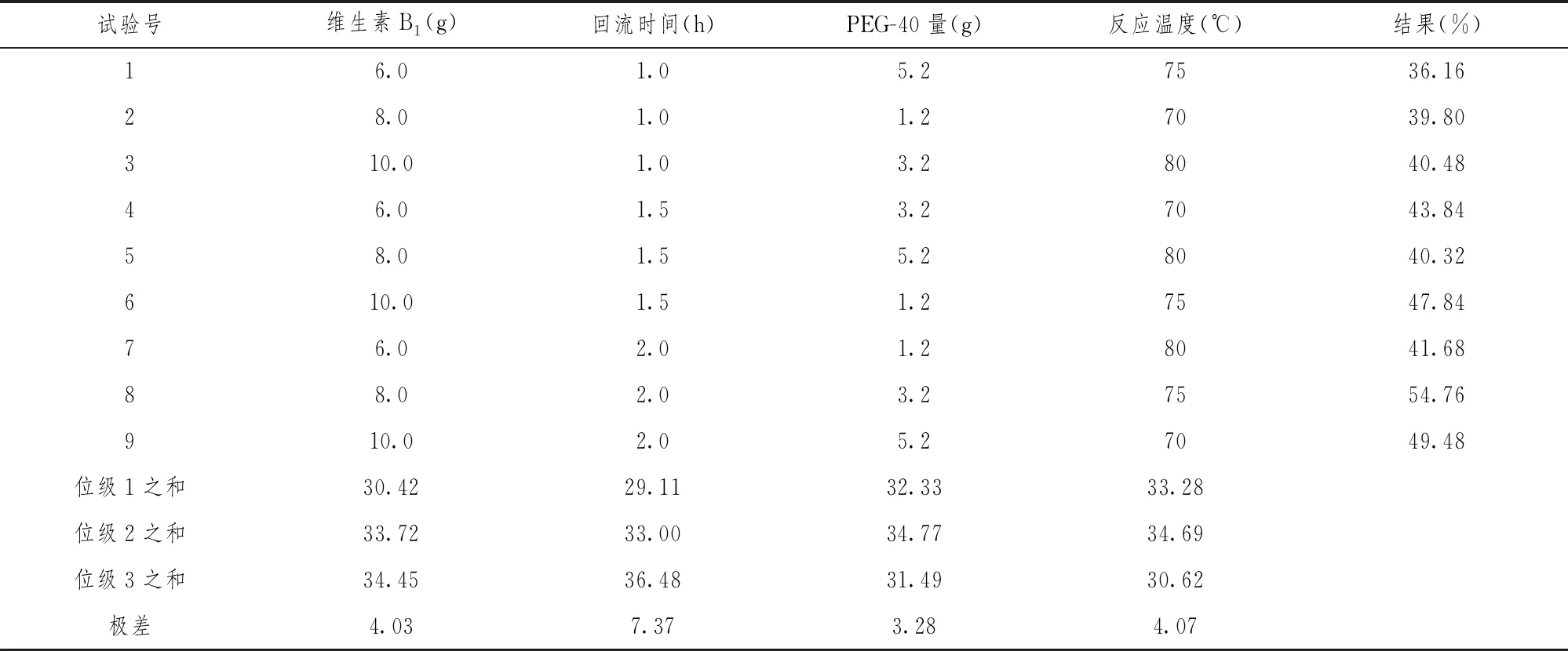
表10 正交试验结果
2.2 讨论
安息香缩合反应为一个经典反应,广泛用于药物中间体的合成过程中,但是由于所用的催化剂维生素B1价格昂贵,所以该反应应用受到限制。由于相转移催化剂可以使不能融合的两相融合更加紧密,故考虑添加相转移催化剂应用于该反应过程中,从而提高安息香的产率,并减少维生素B1的用量,达到经济化学的要求。
此外,安息香冷却结晶过程中,其晶型的变化与冷却时结晶状态有关。若在冷却过程中关闭电动搅拌装置,静置冰水中进行水浴,最后经抽滤洗涤后所得的安息香成针状结晶,针长成棱柱形,质地稀松。而当安息香冷却结晶过程中,未关闭电动搅拌装置,保持转动状态下进行冰水中水浴,最后经抽滤洗涤后所得的安息香多成粉末状,少有短细的棱柱形晶型,质地厚实紧密。
该试验表明,使用相转移催化剂可以有效减少维生素B1的用量,并提高安息香的产率,为进一步确定反应条件及其优化奠定了基础。
3 结 论
采用相转移催化剂可以有效提高安息香的产率,减少维生素B1的用量。该反应最佳工艺条件为:维生素B110.0 g,回流时间2 h,PEG-400用量3.2 g,反应温度为75℃。
猜你喜欢
热带亚热带植物学报(2020年5期)2020-10-09 14:32:02
化学教与学(2019年4期)2019-05-14 04:46:40
上海建材(2019年1期)2019-04-25 06:30:50
畅谈(2018年6期)2018-08-28 02:23:38
电线电缆(2017年2期)2017-07-25 09:13:34
计算机测量与控制(2017年6期)2017-07-01 16:24:07
上海金属(2015年4期)2015-11-29 01:12:38
应用化工(2014年1期)2014-08-16 13:34:08
天然产物研究与开发(2014年6期)2014-04-27 14:16:00
中国中药杂志(2014年6期)2014-03-20 21:56:07