2.25Cr-1Mo-0.25V 钢锻件高温持久试验
2020-06-05 10:08唐计龙孙丹丹刘明亮
经济技术协作信息 2020年15期
◎唐计龙 孙丹丹 刘明亮
加氢反应器是石油炼化装置关键设备之一,长期在高温、高压及临氢的环境下运行。目前,国内加工的原油劣质化越发严重,渣油加氢装置大量新建,渣油加氢反应器日趋大型化,导致反应器的壁厚增加,重量增大,这给加氢反应器的制造及运输均带来了较大的挑战。通过提高2.25Cr-1Mo-0.25V 钢的许用应力进而实现加氢反应器的轻量化设计成了行业发展的必然趋势。
GB 150.2-2011 《压 力 容 器 第 2 部 分: 材 料》将2.25Cr-1Mo-0.25V 钢锻件纳入标准内并将钢号确定为12Cr2Mo1V,其在454℃时的许用应力为188.2Mpa。根据标准规定,该材料在设计温度≥450℃时许用应力取下列各值中的最小值:(Rm/2.7、ReL/1.5、RteL/1.5、RtD/1.5、Rtn/1.0)。根据TSG 21-2016 规定,碳素钢和低合金钢设计温度下持久强度极限值RtD的安全系数取值1.5 时是指材料105h 持久强度极限值。
由于国内尚无2.25Cr-1Mo-0.25V 钢在454℃下10 万小时的蠕变极限强度和持久强度数据,设计在选用该材料在454℃下的许用应力时为保证安全往往低于标准规定,因此,本文针对中国一重自主开发的2.25Cr-1Mo-0.25V 钢筒体锻件开展高温持久试验,外推该材料在105 小时454℃下的持久强度,为加氢反应器轻量化设计提供材料基础性能数据。
一、2.25Cr-1Mo-0.25V 钢锻件常规性能检测
高温持久试验用料在内直径为5613mm,壁厚为320mm 的加氢反应器筒节一端切取。该筒节采用实芯钢锭锻造,钢锭采用电炉粗炼钢水,精炼炉采用真空碳脱氧工艺精炼(LVCD),浇注采用真空碳脱氧铸锭(VCD)。钢锭在15000 吨锻造水压机上完成筒坯预锻造及锻造扩孔后在筒节成形机上对锻坯内外圆表面进行热精整,得到壁厚均匀、圆度好的筒节锻件,其主截面的锻造比≥3。5,随后筒节锻件采用喷淋装置进行正火(加速冷却)处理,正火温度为920~960℃,在电炉内进行回火处理。

?
筒节锻件T/2 处的金相组织为100%贝氏体回火组织,按照GB/T6394 测定的晶粒度为6.5 级,按GB/T10561 法测定的A、B、C、D、Ds 类夹杂物等级如表2 所示:

?
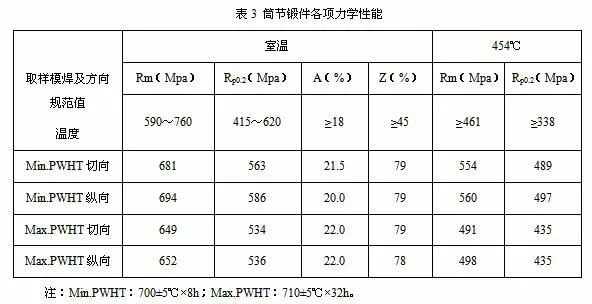
筒节锻件T/2 处切向及纵向常温及高温力学性能表3 所示:
?
二、2.25Cr-1Mo-0.25V 钢锻件高温持久试验
2.25Cr-1Mo-0.25V 钢锻件高温持久试验按照ASTM E139《Standard Test Methods for Conducting Creep,Creep-Rupture,and Stress-Rupture Tests of Metallic Materials》选择采用回火参数当量法进行加速外推试验,试验设备采用RDL100 型高温电子蠕变持久试验机,准确度等级0.5 级,最大载荷100KN,计算机采集数据。
高温持久试验试样取样位置为T/2,试验取样方向为切向,试样进行Min。PWHT(热处理工艺规范:700±5℃×8h),试验选择8 个试验条件,试验条件及测试结果如表4 所示。

?
三、高温持久强度试验外推
理想情况下,应力σ 和TTP 参数之间的主曲线为线性关系,但实际上主曲线很可能不是一条直线,而是一条曲线。因此,当基于试验数据拟合主曲线时,可表示为多项式:

式中:σ--施加应力(MPa);
a、b、c、…--拟合系数;
P 为Larson-Miller 参数。
根据ASTM E139,Larson-Miller 参数P 计算公式如下:

式中:T-- 华氏温度(表示为 ℉);
t--断裂时间(表示为h)。
采用表4 的试验数据,利用ORIGIN 软件进行数据拟合(拟合曲线如图1 所示)得出:σ=1743.06-54.166P+0.30546P2,拟合方程的决定系数COD 为0.9966,说明拟合曲线与数据之间有良好的相关性。
454℃下10 万小时的Larson-Miller 参数P=32.73,将参数P 代入上述拟合公式,得出2.25Cr-1Mo-0.25V 锻件454℃下的10 万小时持久强度为297.4Mpa。
四、结论
中国一重自主研发的2.25Cr-1Mo-0.25V 钢锻件按照ASTM E139 标准中的回火参数当量法外推其在454℃下10 万小时的持久强度为297.4Mpa。该数据可作为设计选用该材料进行加氢反应器轻量化设计的参考数据。

图1Larson-Miller 参数-应力曲线
猜你喜欢
今日农业(2022年16期)2022-11-09
热处理技术与装备(2022年5期)2022-10-26
今日农业(2022年15期)2022-09-20
环球时报(2022-06-20)2022-06-20
一重技术(2021年5期)2022-01-18
世界有色金属(2019年7期)2019-06-11
基层中医药(2018年8期)2018-11-10
资源节约与环保(2018年1期)2018-02-08
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30