
Q690 钢焊接接头微观组织对冷裂纹的影响研究①
2020-05-24 05:04:52张志云郑生斌
矿冶工程 2020年2期
罗 登, 张志云, 郑生斌
(1.湖南华菱湘潭钢铁有限公司,湖南 湘潭411101; 2.中南大学 材料科学与工程学院,湖南 长沙410083)
Q690 钢属于低合金高强度钢,因其优良的力学性能而广泛应用于港口、建筑及矿冶工程等领域[1-2]。Q690 钢通常以焊接方式组成各种结构,因此焊接接头的性能直接影响Q690 钢的使用[3]。 斜Y 裂纹敏感性实验又称“小铁研实验”,常用来研究钢材的冷裂纹倾向。 焊接冷裂纹与焊接工艺、焊条成分、母材等密切相关[4-8]。 目前,国内外关于Q690 钢焊接冷裂纹产生与接头微观组织相关性的文献报道较少。 本文利用小铁研实验,通过分析Q690 钢焊接接头的组织性能特征,研究Q690 钢焊接冷裂纹产生与微观组织间的联系,为该型号钢的工程应用提供参考依据。
1 实 验
1.1 实验材料
实验材料为回火后的Q690 板材,主要组织为回火索氏体,试样厚度25 mm,其化学成分如表1 所示。
1.2 焊接参数
表2 为实验采用的焊接工艺参数。 其中手工电弧焊(手工焊)选用THJ807RH 焊条;气体保护焊(气保焊)使用80%Ar+20%CO2熔化极气体保护焊,选用CHW80C1 焊条。 环境温度25 ℃。
1.3 力学性能测试与微观组织观察
根据《GB/T4675.1—1984 焊接性实验 斜Y 型坡口焊接裂纹实验方法》进行斜Y 裂纹敏感性实验,图1为实验样品形状尺寸示意图。
利用310HVS-5 小负荷维氏硬度仪测量焊接接头区域硬度,负荷为3.0 kgf,保荷时间为15 s,每组测量5 个数据并取平均值作为测定值。
使用金相砂纸和金刚石抛光膏磨抛样品表面,后用4%硝酸酒精溶液腐蚀样品表面,分别使用Leica DMI3000M 金相显微镜和FEI Quanta-200 环境扫描电子显微镜观察样品显微组织,SEM 加速电压为20.0 kV,模式为二次电子成像。
2 实验结果及讨论
2.1 焊接接头显微组织与硬度
图2 为不同焊接方法对应接头的金相组织。 由图2 可知,金相组织分为焊缝区、热影响区和母材3 个区域,随着离焊缝中心距离增加,热影响区组织呈现阶梯变化趋势,而焊缝柱状晶向焊缝中心生长。 手工焊和气保焊热影响区宽度分别为2 031 μm 和1 133 μm,与手工焊相比,气保焊焊接速度快、熔池小、热量集中,焊缝与母材熔合小,热影响区窄,组织更细。
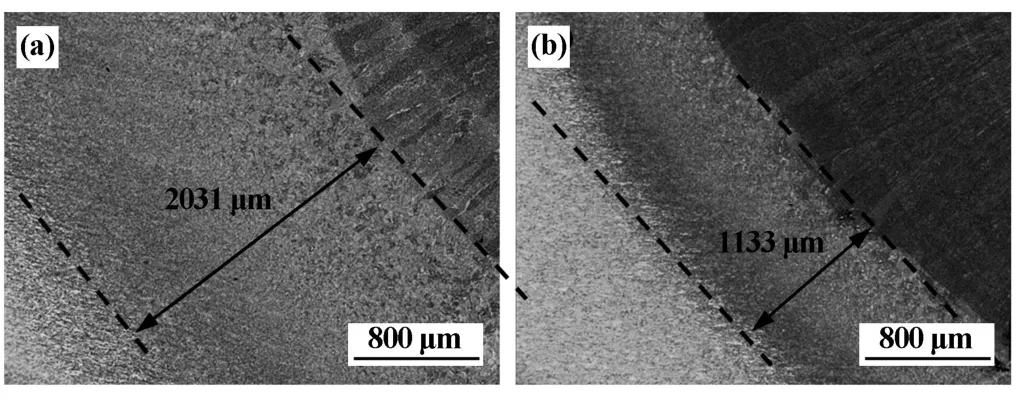
图2 不同焊接方法对应接头的金相组织
图3 为焊缝的扫描电镜照片。 图3 显示,手工焊试样焊缝中的先共析铁素体(PF)沿奥氏体晶界呈网状分布,板条铁素体(FSP)相互平行,由晶界向奥氏体晶内生长,铁素体板条之间分布着长条状珠光体;气保焊试样焊缝中的板条状贝氏体呈长条状,且板条相互平行,间隙内存在粗大的长条状马氏体/奥氏体组织(MA)或碳化物。
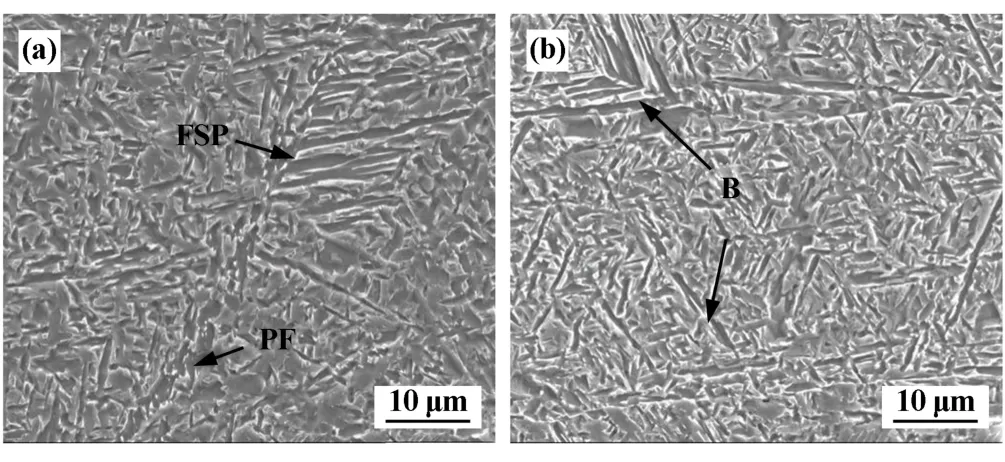
图3 不同焊接方法试样的焊缝组织的SEM 照片
图4 为熔合区的扫描电镜照片。 手工焊熔合区靠近热影响区一侧为板条贝氏体组织,靠近焊缝一侧为针状铁素体组织;气保焊熔合区靠近热影响区一侧为贝氏体和马氏体混合组织,靠近焊缝区域为大量贝氏体。 气保焊热输入较小,冷却速率高,因此靠近热影响区一侧晶粒尺寸较小,并形成大量板条状马氏体组织。
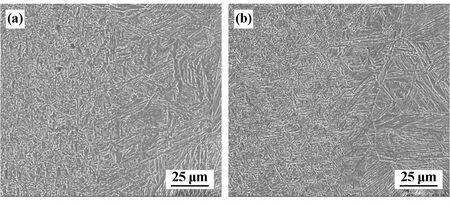
图4 不同焊接方法试样的熔合区组织的SEM 照片
图5 为手工焊热影响区的金相照片。 粗晶热影响区(CGHAZ)主要为贝氏体和马氏体组织,晶粒尺寸粗大,细晶热影响区(FGHAZ)为贝氏体和多边形铁素体混合组织,晶粒较小,越靠近焊缝,热影响区焊接热循环峰值温度越高,晶粒长大趋势越强。 临界热影响区(ICHAZ)由贝氏体、铁素体与碳化物组成。 ICHAZ 离焊缝距离较远,热循环峰值温度较低,奥氏体化不完全,奥氏体化部分在冷却过程中形成贝氏体组织,未转变部分则形成铁素体和碳化物[9]。 亚临界热影响区(SCHAZ)由于距离焊缝最远,受焊接热循环作用影响最小,因此总体保持母材原始的直接淬火+回火组织特征,但碳化物在焊接热作用下会进一步析出与聚集,尺寸增大。
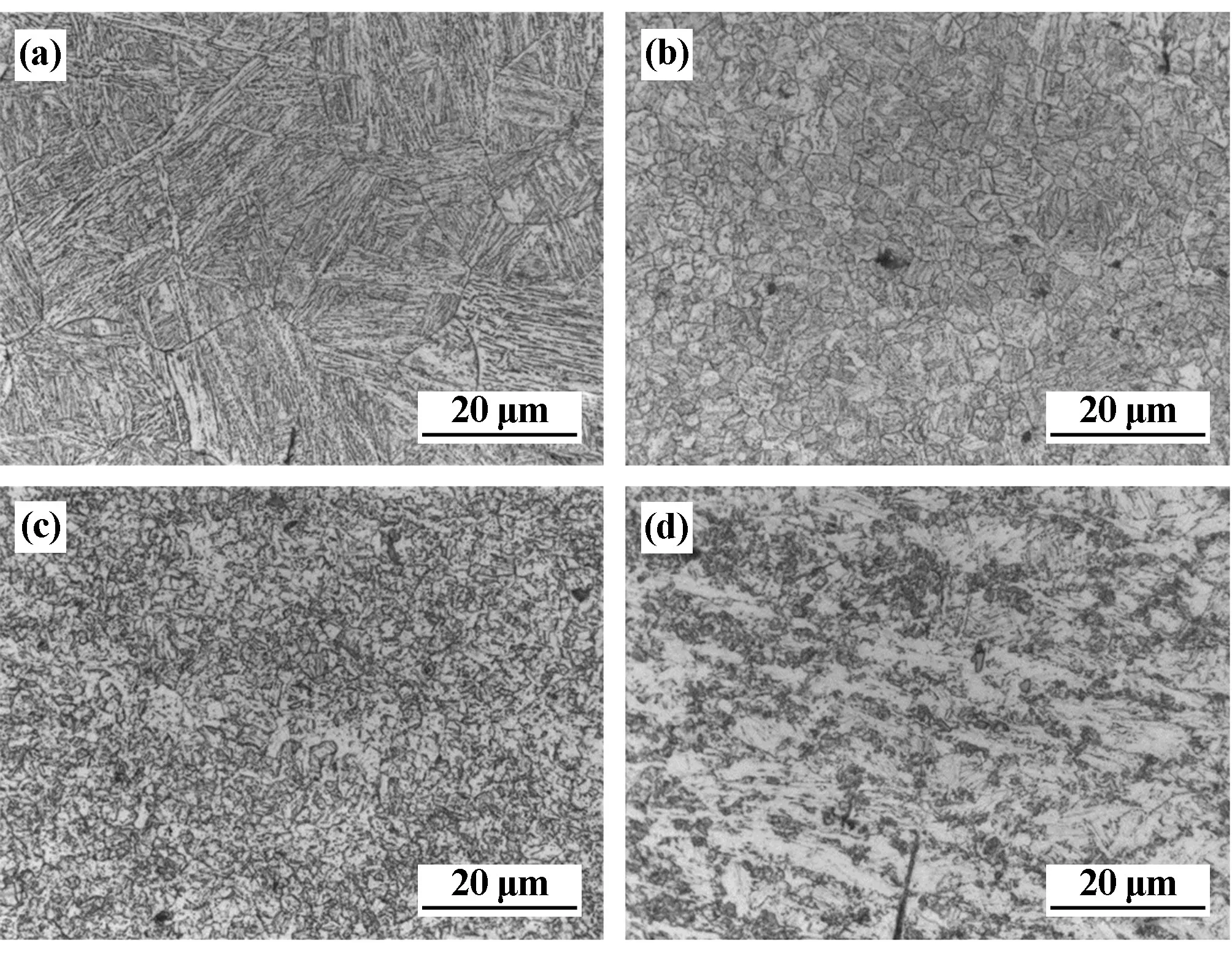
图5 手工焊热影响区的金相组织
图6 为气保焊焊接热影响区的金相组织照片。 与手工焊相比,气保焊焊接速度快、热输入低,相应冷却速率快,故CGHAZ 晶粒尺寸较小,形成大量板条状马氏体组织,FGHAZ 为贝氏体、马氏体和铁素体混合组织,ICHAZ 与SCHAZ 碳化物析出量减少,其余则相差不大。
图7 为焊接接头的硬度分布曲线。 焊缝、热影响区和母材等不同区域的硬度值出现明显差异。 热影响区硬度值波动很大,存在大量马氏体组织的CGHAZ硬度最高,存在较多铁素体的SCHAZ 硬度较低。 手工焊热影响区硬度峰值为348.4HV,气保焊焊后形成更多马氏体组织,热影响区硬度峰值较高,为359.1HV。
2.2 裂纹形貌与扩展路径
在25 ℃环境温度下,手工焊和气保焊焊接接头表面裂纹率和断面裂纹率均为100%,说明实验钢在25 ℃下采用实验所用焊接制度时,冷裂纹产生倾向较大。

图6 气保焊热影响区的金相组织
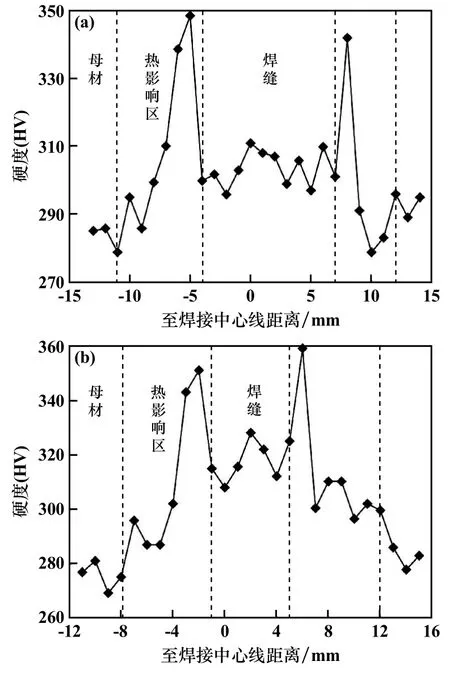
图7 不同焊接方法试样的接头硬度曲线
图8 为焊接接头断面的裂纹宏观形貌。 手工焊接头断面裂纹起源于焊道根部熔合区,沿熔合区扩展一定距离后迅速转向焊缝,沿着焊缝扩展直至贯穿致焊缝表面。 气保焊焊接接头根部存在着焊缝与坡口边缘的熔合不良,裂纹从熔合不良尖端处起裂,然后直接转入焊缝继续扩展,直至贯穿致焊缝表面。
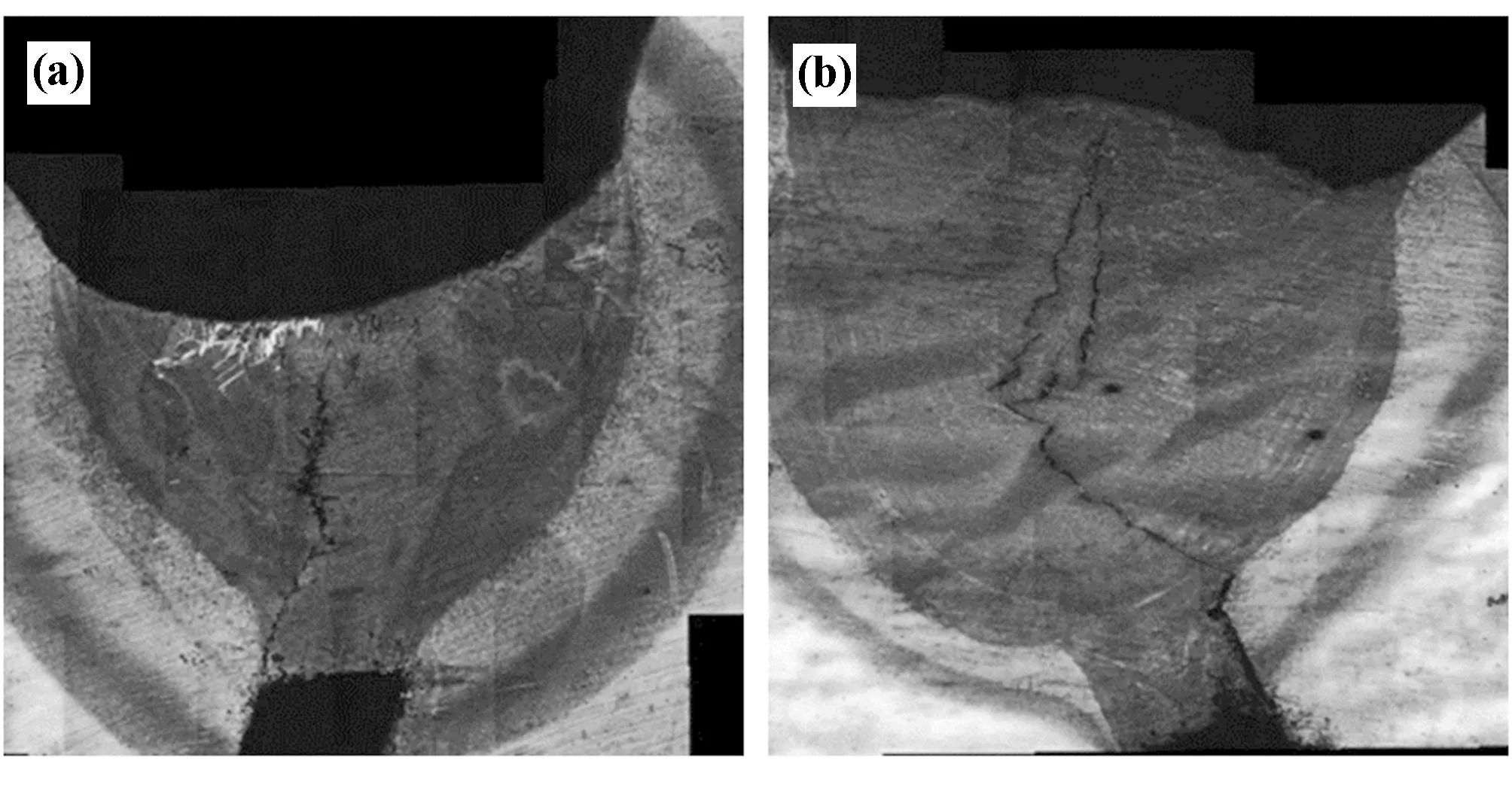
图8 不同焊接方法试样的断面裂纹特征
图9 为焊缝中裂纹的金相照片。 手工焊焊缝中裂纹扩展路径曲折,在针状铁素体中不断改变裂纹扩展方向,沿先共析铁素体和侧板条铁素体等区域扩展,说明针状铁素体抵抗裂纹扩展的能力较好,而先共析铁素体和侧板条铁素体位错密度较低,抗裂纹扩展能力低,当焊缝受到拉应力时,裂纹优先在这些组织上扩展[10]。 气保焊裂纹改变扩展方向的次数较少,裂纹在贝氏体组织为主的焊缝中扩展路径较为平直。
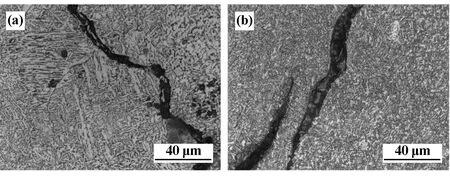
图9 不同焊接方法试样的焊缝裂纹扩展形貌
图10 为试样断口形貌。 由图10(a)、(b)可以看出,2 种焊接方法对应的断口均存在明显的起裂区和扩展区,手工焊起裂区位于焊接接头根部;气保焊试样起裂区位于接头根部并存在未熔合,裂纹从此处起裂并进入焊缝。 图10(c)显示手工焊的起裂区呈现冰糖状沿晶断裂和准解理混合断裂特征,为典型的冷裂纹,沿晶断裂是由于焊道根部熔合区粗晶区存在较多的扩散氢,氢在马氏体中扩散较慢,易在晶界聚集,弱化晶界,使焊接裂纹沿晶界扩展[11]。 图10(d)表明,气保焊起裂区存在很多细小韧窝,说明基体产生了塑性变形。 图10(e)显示手工焊的拓展区由大量细小韧窝和少量沿晶断口组成,表面凹凸不平,还存在少量二次裂纹,与断面观察到的次生裂纹相对应,表明裂纹扩展路径曲折。 由于焊缝中针状铁素体具有较高的塑韧性,当裂纹穿过时,针状铁素体发生塑性变形,形成大量韧窝,而分布在晶界处的先共析铁素体和侧板条铁素体促使裂纹沿晶界扩展,形成沿晶断口。 由图10(f)可见,气保焊拓展区为长条状光滑沿晶断口和准解理平面,无明显塑性变形特征,一方面是由于焊缝凝固过程中杂质元素容易被推向奥氏体晶界,弱化奥氏体晶界,使奥氏体晶界成为焊缝区的薄弱环节,促使裂纹优先沿着晶界扩展,另一方面由于焊缝中存在较多的贝氏体组织,条状和羽毛状贝氏体板条间存在MA 组元或者碳化物,使贝氏体板条界面抵抗裂纹扩展能力较差,裂纹可直接沿贝氏体扩展,形成准解理断裂平面。
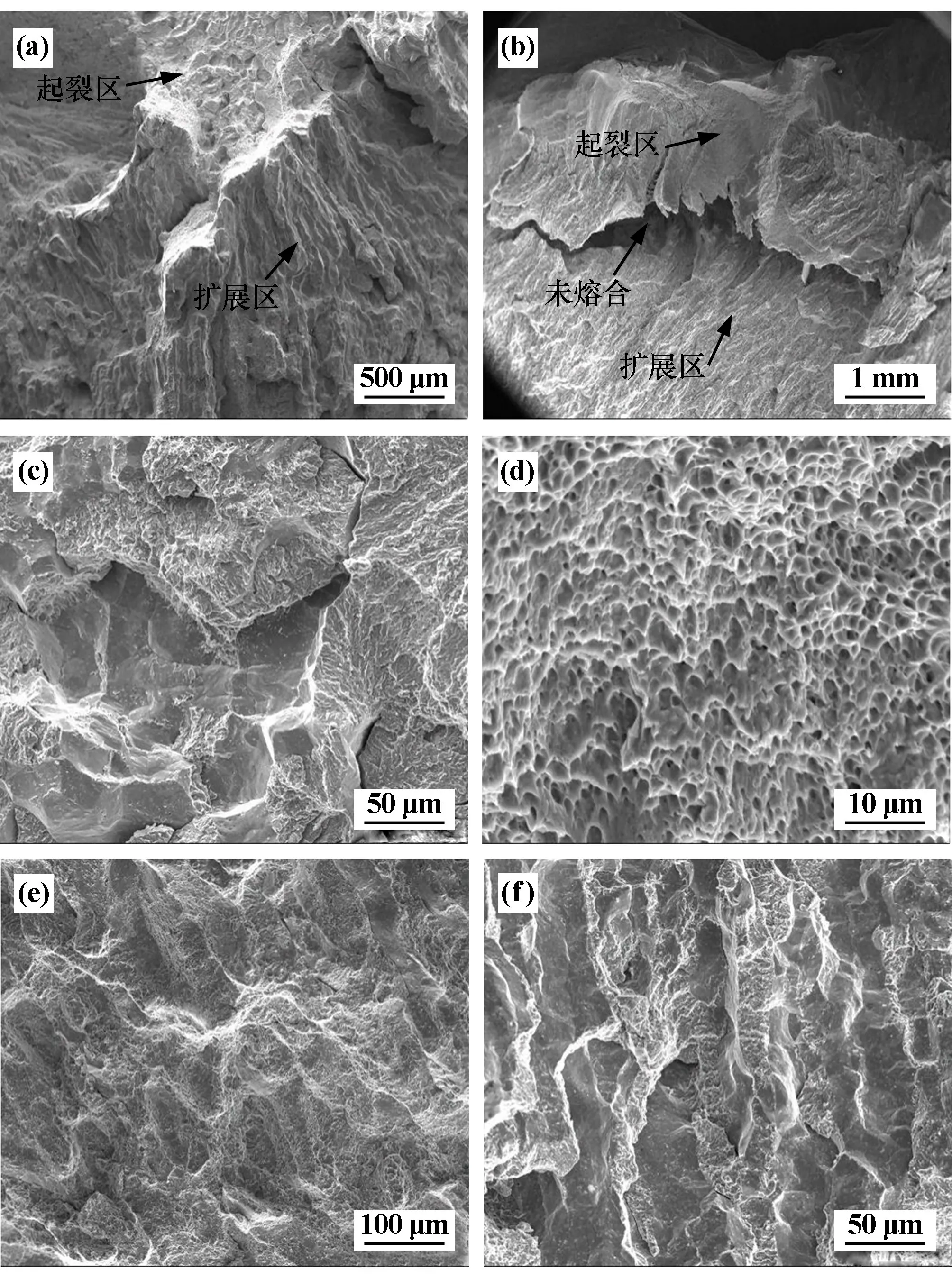
图10 不同焊接方法试样的断口形貌
综上所述,裂纹从斜Y 坡口根部起裂,沿熔合区扩展后迅速转向焊缝,因此,冷裂纹在焊接接头区的扩展路径可分为起裂、沿熔合区扩展、沿焊缝区扩展3 个阶段。
斜Y 坡口根部存在缺口效应,应力集中程度较大,两种焊接工艺的焊接裂纹均起源于斜Y 坡口焊道根部,对于气保焊,较长的未熔合区域加剧应力集中程度。
裂纹萌发后优先沿熔合线方向扩展,这与熔合区组织特征、扩散氢含量和拘束应力等密切相关[9-13]。熔合区是焊缝和热影响区的过渡区域,微观组织存在突变,富含位错和空位等缺陷,导致熔合区最为薄弱。在焊缝凝固过程中,奥氏体转变成铁素体,氢在铁素体中扩散较快,易转移到尚未转变的热影响区,氢在热影响区的奥氏体中扩散慢,无法扩散到距熔合区更远的母材中,故氢原子易在熔合区附近富集,提高熔合区的氢脆性。
由于焊缝硬度较高、塑性较差,同时由于焊材合金元素含量高,在不预热条件下形成大量淬硬组织,对焊缝的拘束作用增加,使裂纹易在焊缝中扩展;此外,焊缝中存在的侧板条铁素体,先共析铁素体及贝氏体等抗裂纹扩展能力差的组织,也会促进裂纹在焊缝的扩展。
3 结 论
1) Q690 钢手工焊和气保焊焊接接头冷裂纹起源于坡口根部,沿熔合区扩展后转向焊缝直至贯穿致焊缝表面。
2) 裂纹在Q690 钢焊缝中扩展主要是由于焊缝硬度较高、塑性较差,以及淬硬组织对焊缝的拘束作用,导致裂纹在焊缝中扩展。 熔合区缺陷密度高,裂纹扩展抗力差,导致冷裂纹易在其中传播。
3) 针状铁素体有利于提高Q690 钢焊缝抵抗裂纹扩展能力,先共析铁素体、侧板条铁素体和贝氏体等组织抗裂纹扩展能力较低,因此冷裂纹优先沿着这些组织区域扩展。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
上海金属(2022年4期)2022-08-03 09:52:00
山东冶金(2022年3期)2022-07-19 03:24:54
中国新技术新产品(2022年7期)2022-07-14 11:37:48
工程科学学报(2021年10期)2021-10-23 13:51:40
四川冶金(2018年1期)2018-09-25 02:39:24
河北工业大学学报(2016年6期)2016-04-16 02:54:21
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:09:02
上海金属(2015年6期)2015-11-29 01:08:59
