
六西格玛质量管理在W公司中的应用研究
2020-05-20 19:32刘钊
现代营销·理论 2020年7期
刘钊
摘要:本文对某型号嵌入式电烤箱装配合格率进行了分析,针对W公司月装配合格率偏低的问题引入了六西格玛质量管理方法和工具,通过相关性分析对主要影响因素进行了优化和改善,以期提高嵌入式电烤箱的装配合格率,减少管理成本,提升客户满意度,验证了六西格玛质量管理在现代制造企业实施的可行性和有效性。
关键词:六西格玛;质量管理;DMAIC;嵌入式电烤箱
西格玛是希腊字母表中第18个字母“σ”的译音,在统计学中称为标准差,常用表示数据的离散程度或个体偏离目标值的程度。σ越小就表明数据的离散程度和波动程度越小,反之则表明越大。六表示6倍的含义,通过我们说的六西格玛即表示为6倍的标准差。
六西格玛质量管理是一个以质量为管理主线,以顾客需求为中心,利用对数据和事实的分析,提升一个组织的业务流程能力的管理方法体系。这一方法体系包括一组强大的系统工具箱。首先,这些方法是针对流程改进的,六西格玛质量管理在定义、测量、分析、改进、控制的各个阶段使用大量工具[1]。其次,这些方法都是基于数据和事实驱动的,所有的方法都需要数据或信息做基础。最后,通过对数据的量化分析,找到需要改进的核心流程,从而降低成本和缩短生产周期,提升企业竞争力。
一、项目背景
W公司是国内知名的电器设备制造公司,目前公司现有占地面积26.71公顷,总资产约20亿元人民币,拥有员工1000多人,现已成为一家综合性的家电生产企业。公司主要从事嵌入式烤箱的生产和销售。年生产能力约800万台,市场具有极高的占有率。
根据公司最新统计数据显示,2019年嵌入式烤箱的月一次装配合格率仅在61.7%,无法完成公司90%预期目标。在这种状况下,企业通过超额生产来弥补不合格品在需求订单数量上的不足,与此同时,产能的增加也产生了大量的报废产品以及部件,增加了管理成本,降低了客户满意度,最终导致W公司失去核心竞争力。为此,W公司成立六西格玛项目团队,使用科学的方法和工具来提产品的合格率,减少不良品及部件的报废。
二、定義阶段
定义阶段也称改进机会阶段,由于产品生产流程中每一个问题都可以视为改进的机会,故在此阶段是找到客户所需关键指标,确定目标及其范围,明确什么是“缺陷”。
项目团队对过去一年的不良产品进行了研究,发现嵌入式电烤箱主要有以下4种不良:气密不良、结构功能不良、外观不良、电器功能不良。故嵌入式烤箱产品质量的改善可为围绕这4个方面开展。
明确了方向以后,我们采用不良率排列图法来确定最主要的缺陷因素。根据统计结果显示:气密所占比例为66%,外观不良为23%,结构功能不良为6%,电器功能不良为5%,由此不难看出,存在的制造缺陷主要来源于气密不良,致使产品装配率合格率低。
三、测量阶段
测量阶段是通过统计学的方法来分析各个测量因素对测量的结果造成的影响,验证数据产生的波动是否来源于过程本身,并对测量系统的有效性做出判定[3]。
1.测量系统的验证和过程能力分析
测量系统的验证主要是对测量系统的重复性和再现性进行分析,评估测量系统的精准程度,判定测量系统是否可靠。项目团队随机抽取了10个样件,选择3名测量人员分别对每个样件测量3次,测得的结果为:测量系统Gage R&R=6.21%≤10%,重复性=3.88%≤10%,再现性=4.28≤10%,可区分的类别数=19≥10,所以,判定该测量系统能力良好。
项目团队在确定了现有的测量系统可信赖的基础上,对过程能力进行了分析和计算,将测量的数据输入Minitab软件进行计算,得出CPK=0.88,所以,根据工序等级评价标准,判定该产品的工序能力不足,需要采取改善措施。
2.影响因素分析
项目团队分别从人员、机器、原料、方法、环境5个方面对导致产品气密不良的原因进行分析,并从中找出10个导致气密不良的主要原因。随后,又利用FMEA分析对这10个影响因子进行了综合评估,通过计算影响因子的风险系数值,确定了有影响因子中RPN系数值大于100的共有3个,它分别是:旋钮尺寸、热处理温度、气管角度。
四、分析阶段
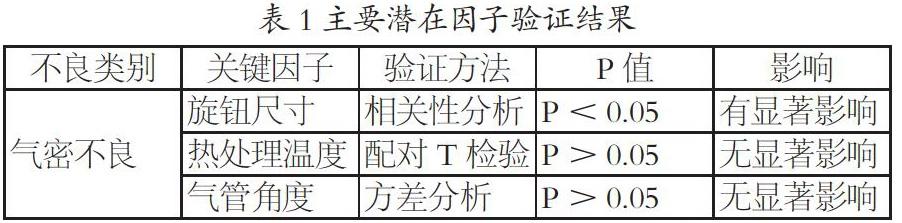
在分析阶段,我们将对在上一节筛选出的3个关键因子,进行逐一验证,以去除影响不显著的原因,避免不必要的改善投入,表1给出了验证方法和结果。
综上,旋钮尺寸的变化对气密不良具有显著的影响,因此,需要在改善阶段对这个关键因子进行改善,而热处理温度和气管角度的变化对气密不良无显著影响,不进入改善阶段。
五、改善阶段
改善阶段主要任务是针对分析阶段所确定的关键问题,给出有效的解决方案,并实施解决方案。在分析阶段,项目团队已经找到了影响产品装配合格率的关键因子“旋钮尺寸”。并选择使用相关性分析法来对旋钮尺寸进行改善。
通过Minitab软件确定了拟合方程为:108.4-11.53×气密值,由于产品气密标准值是0±0.5,所以计算得出旋钮的最佳尺寸为102.6~114.2mm。因此,项目团队将原设计参数110±5mm调整为107±5mm。
六、控制阶段
控制阶段主要是通过有效的改善措施对改善成果进行固化,以确保改善措施长期有效。
首先,通过对改善后的产品进行过程能力评定来验证改善措施是否有效。其次,从制度上做好更改,对作业标准进行更新。最后,做好执行工作,使整个改善措施长期实施。
项目团队从改善的产品中随机抽取100个样本,并将测量的旋钮的尺寸输入到Minitab软件,对其进行过程能力分析,得出CPK=1.33,说明过程能力充足。随后,项目团队对产品整体的合格率进行追踪,在改善后的1个月内,月平均首次合格率达到91.5%,相比改善前的61.7%有了显著提高。
七、总结
本文将六西格玛质量管理方法和工具应用到实践,分别从定义、测量、分析、改善、控制这5个阶段进行深入分析和阐述。首先,在定义阶段确定了需要改进的产品和缺陷。其次,在测量阶段通过Gage R&R验证了测量系统的可靠性,同时利用FMEA分析筛选出了3个主要的潜在因子。再次,在分析和改善阶段利用相关性分析从3个潜在因子中找出了关键因子,并通过拟合方程组计算出了旋钮的最佳尺寸。最后,验证了六西格玛质量管理在W公司实施的可行性和有效性,产品改善后月装配合格率达到了91.5%,超过了公司预期的目标。
参考文献:
[1]马琳,何桢.六西格玛质量管理[M],中国人民大学出版社,2006.108-146.
[2]马风才,谷炜.质量管理[M],机械工业出版社,2017.02.
猜你喜欢
中国典型病例大全(2022年9期)2022-04-19
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
商场现代化(2016年14期)2016-06-16
企业文化·中旬刊(2015年9期)2015-10-24
企业导报(2015年12期)2015-07-02
经济师(2012年7期)2012-07-13
人力资源管理(2009年3期)2009-04-13
