
核电厂控制棒驱动组件耐压壳检验技术研究
2020-05-18 02:44陈胜宇王万国李瑞峰陈川
科技视界 2020年8期
陈胜宇 王万国 李瑞峰 陈川


摘 要
控制棒驱动组件耐压壳属于一回路压力边界,其失效将直接导致一回路冷却剂的丧失。2010年9月,国外某核电站6号机组大修期间,发现控制棒驱动组件耐压壳头部密封区域存在裂纹显示。为确定同类型国内某核电机组是否存在类似缺陷,组织开展了无损检验方法研究。本文着重介绍了针对控制棒驱动组件耐压壳涡流检验方法研究,并确定具体的无损检验方法和技术。
关键词
耐压壳;裂纹;涡流检验;控制棒驱动组件
中图分类号: TL351.5 文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457 . 2020 . 08 . 07
Abstract
Control rod drive mechanism (CRDM) upper canopy belongs to primary loop pressure boundary, its failure will directly result in the loss of primary coolant. September 2010, during the 6th outage of one foreign nuclear power plant, found cracks on upper canopy seal area of the CRDM. To determine whether the domestic NPP, as the same type unit, have similar defects, the team is commissioned to research and develop nondestructive inspection technique. This paper highlights the research of eddy current inspection for CRDM upper canopy of nuclear NPP.
Key words
Canopy; Cracks; Eddy current inspection; CRDM
0 前言
2010年9月18日,国外某核电站6号机组实施大修,实施了反应堆压力容器顶盖、控制棒驱动组件及其他相关部件实施的检查,对全部61组控制棒驱动组件耐压壳实施了无损检验,共发现32根存在裂纹显示。
作为经验反馈,针对国内同堆型的两台机组,需要对控制棒驱动组件耐壓壳相似部位实施无损检验,以确定是否存在类似缺陷。
1 国外核电站控制棒驱动组件结构及缺陷描述
国外核电站采用的控制棒驱动组件结构是俄罗斯水压机设计院设计制造的ShEM-3型结构。由螺栓、衬套、推力环、密封垫片、位置指示器和耐压壳组成,其中位置指示器和耐压壳采用一道密封。如图1所示。
耐压壳由三段焊接组成,分别为套管段(上部)、直管段(中部)和法兰段(下部)。套管段材料为ХН35ВТ-ВД合金,直管段和法兰段的材料为08X18H10T不锈钢。
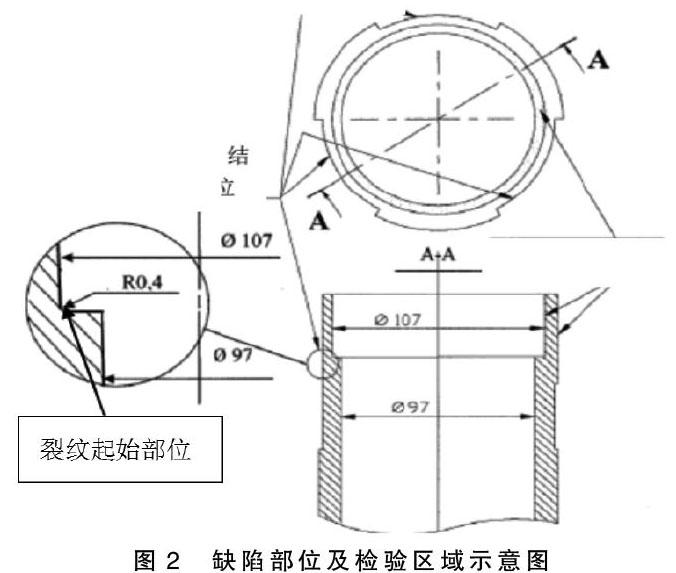
国外此核电站6号机组使用涡流、超声和渗透检验方法发现的缺陷产生在耐压壳头部内侧从?諂107mm到?諂97mm R=0.4mm的变径区域(图2)。该部位在一回路压力边界以内,它的失效导致的后果是一回路冷却剂外泄。
2 国内核电站耐压壳检验区域的确定
为了实施国内同堆型核电站控制棒驱动组件耐压壳的检验,需要科学合理地选择无损检验方法和实施方案。主要需考虑的检验方法对缺陷有足够的检出灵敏度,以确保所有缺陷都能够被发现,同时还要结合检验方法的可实施性、人员辐射最优化原则和检验工期等因素,尽量减少检验实施对大修工期的影响。
国内核电站控制棒驱动组件采用的是改进型ShEM-3型控制棒驱动组件,在结构上与国外核电站6号机组所使用的有所区别,主要是将原设计型结构中的一道密封改为两道密封,耐压壳的结构尺寸也由原设计型的两段式内径尺寸(?諂107、?諂97)改为三段式(?諂107、?諂101、?諂97)。耐压壳材料不变。
从耐压壳的结构上可以看出,改进型控制棒驱动组件耐压壳应力最集中的位置是从?諂97mm到?諂107mm的过渡区域,对比原设计型耐压壳结构及缺陷产生部位,这也正是最容易发生缺陷的部位。因此该区域也被确定为检验部位。具体检查区域详见图3。
3 检验方法的选择
3.1 耐压壳检验具体涡流技术的选择
根据国外核电站的实施经验,并结合国内同堆型核电厂大修策略及现场条件。确定使用机械自动化的涡流探头扫查方式,对耐压壳上部内弧面区域进行涡流检验。实现机械自动化的扫查方式并不困难,在此方面国内已有较多成功开发和应用经验,关键是需对涡流检验方法的具体检验技术细节进行了考虑,选择最行之有效的技术方案,下面对两种涡流检验技术分别进行了分析。
3.1.1 多点线圈实施的可行性分析
涡流多点线圈能与耐压壳内表面结构完全匹配,使多点线圈探头覆盖所有轴向被检区域,探头只需旋转一周即可覆盖所有轴向被检区域,通过涡流仪及涡流软件的处理,生成长条图及李沙育图涡流信号进行分析评定。其中,2个台阶面区域分别单独使用单点线圈探头进行检验。多点线圈涡流探头结构见示意图4。
多点线圈涡流探头的优点是技术成熟,成本较低且制作简单。缺点是受耐压壳内表面变径区域(即两个台阶区域)的涡流边缘效益和提离效应影响较大,边缘及提离信号会对重点关注的缺陷响应信号产生干扰,甚至缺陷响应信号会淹没在边缘效益和提离效应的综合干扰信号中,导致无法对缺陷信号有效识别。
3.1.2 阵列探头实施的可行性分析
涡流阵列探头与传统的涡流检测技术相比,虽然也是多线圈的结构,但使用线圈的绝对数量更多,可多达三十多个。这些线圈分两组纵向分布,在多路复用器控制下实现周向和轴向缺陷收发式检查内表面变径区域(包括两个台阶区域)。探头只需旋转一周即可覆盖所有轴向被检区域,通过涡流仪及涡流软件的处理,生成C-SCAN三维信号进行分析评定。涡流阵列探头结构见示意图5。
涡流阵列技术的优点是激励(又称发射)与检测(又称接收)线圈之间形成两种方向交互垂直的电磁场传递方式。线圈的这种排布方式,有利于发现取向不同的线形缺陷,还具有容易克服和消除边缘效应和提离效应影响的优势。缺点是开发和制作难度较大,成本相对较高[1]。
国内核级部件在役检查已用到涡流阵列技术的案例不多,对于检验对象是平面或弧面的检验对象尚未有经验可循。但借鉴外国同行及国内其他行业,比如航空、石油行业等行业,涡流阵列技术实施表面及弧面对象检验已有大量成功应用案例。
综上所述,考虑到耐压壳内表面径变区域的复杂情况,会造成多点线圈涡流探头较多的干扰信号,而采用阵列涡流探头进行耐压壳内表面的检验有利于抑制这些干扰信号,从而保证对径边区域的缺陷信号有较高的识别能力。针对耐压壳检验区域的结构特点,涡流阵列技术是更好的选择,但仍需对涡流阵列技术应用到耐压壳径变区域实施检验的可行性进行试验验证。
4 阵列探头可行性验证试验
4.1 试验试块人工缺陷的确定
首先选取材料电磁特性较为接近的奥氏体不锈钢制作一比一尺寸的试块。
参照ASME Section V 2013版中Article 8 Appendix VI《表面涡流探头检测非磁性金属表面缺陷》[2],对非磁性金属平板及弧面检验对象的表面检验灵敏度要求能检出6mm长×0.25mm宽,深度最小为0.25mm的槽型人工缺陷。针对耐压壳上部的检验区域结构特征,需加工如下要求的人工缺陷,以验证涡流阵列探头对耐压壳内表面径变区缺陷的检出灵敏度。具体人工缺陷类型要求如下:
A:一个内表面上覆盖整个检验区域的纵向EDM槽,12.7mm宽×1mm深;
B:一个内表面上与纵向呈45°夹角的螺旋EDM槽覆盖整个检验区域,4.8mm宽×1mm深;
C、D和E:三组内表面上不同深度的轴向线性EDM槽,均为6mm长×0.25mm宽,深度最小一组为0.25mm;
F、G和H:三组内表面上不同深度的周向线性EDM槽,均为6mm长×0.25mm宽,深度最小一组为0.25mm;
Ⅰ:在上部台阶的根部,一组不同深度的周向线性EDM槽,6mm长×0.25mm宽,最小深度为0.25mm;
Ⅱ:在下部台阶的根部,一组不同深度的周向线性EDM槽,6mm长×0.25mm宽,最小深度为0.25mm。
若涡流阵列检验探头能发现径变区域根部的最小人工缺陷(即两台阶根部6mm长×0.25mm宽×0.25mm深的槽型缺陷),便能够确认该技术检验耐压壳的可行性。验证试块及人工缺陷见图6和图7。
4.2 试验采用的涡流系统选择
线圈类型:32线圈涡流阵列式探头(耐压壳内表面仿形结构)
涡流仪:Ectane-2多频多通道数字化涡流仪
数据采集及分析软件:Magnifi 3.5R6
工作站:DELL台式工作站
扫查方式:编码反馈周向自动扫查
4.3 测试结果汇总
从此次验证试验的结果来看,针对国内核电站控制棒驱动组件耐压壳内表面径变区域而设计的涡流阵列探头组,在耐压壳一比一试验试块上已进行的测试项目中呈现结果汇总见表2,涡流信号见图8、9。
5 结论
针对国内某核电站控制棒驱动组件耐压壳的无损检验研究,确定使用近年涡流无损检验领域最新技術成果—阵列涡流技术,对耐压壳实施无损检验。
涡流阵列技术试验验证结果显示,设计和研制的控制棒驱动组件耐压壳检验专用阵列探头的检测能力,满足ASME Section V 2013版中Article 8 Appendix VI《表面涡流探头检测非磁性金属表面缺陷》中,对非磁性金属平板及弧面检验对象的表面检验灵敏度的要求。可以认定本文介绍的32线圈仿形涡流阵列探头技术,能实现对控制棒驱动组件耐压壳易产生缺陷部位的径变区域进行有效的无损检验。
参考文献
[1]任吉林,林俊明,徐可北.涡流检测[M].北京:机械工业出版社,2013.
[2]ASME Boiler & Pressure Vessel Code, 2013 Edition.
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
核科学与工程(2021年2期)2021-05-18
现代应用物理(2021年1期)2021-04-16
舰船科学技术(2021年12期)2021-03-29
装备制造技术(2020年11期)2021-01-26
石油化工建设(2019年6期)2020-01-16
中国特种设备安全(2019年9期)2019-12-03
通信电源技术(2018年5期)2018-08-23
设备管理与维修(2016年6期)2016-03-16
核科学与工程(2015年1期)2015-09-08
