
法兰缸体的柔性焊接工装设计
2020-05-18 09:11张天赐王晓军吴武通程俊超
机械工程与自动化 2020年2期
张天赐,王晓军,吴武通,程俊超
(1.兰州理工大学 材料科学与工程学院,甘肃 兰州 730000; 2.浙江迦南科技股份有限公司 粉体事业部,浙江 温州 325000)
0 引言
一般地,工装夹具制造的相关成本占整个系统的10%~20%。近些年来,随着焊接工艺技术的快速发展,面向焊接的工装夹具得到了迅猛的发展,并且在制造业中得到了广泛的应用。法兰与缸体的焊接以及缸体上附件的焊接是制药设备生产时的重要环节,焊接质量的好坏直接影响着产品质量。由于焊接瞬态的热输入导致法兰和缸体在焊接完成冷却到室温时会产生径向变形,且因为缸体上附属零件的位置多变,从而需要不断调整缸体的位置来找到最合适的焊接位置,这样会由于来回的吊动而增加缸体整体的变形,这些变形会导致制药设备在最后安装时产生错位而无法进行装配。目前对法兰缸体的焊接没有焊接工装进行辅助加工,完全依靠工人师傅的技术以及经验,并且一般制药设备属于非标准化生产,产品尺寸变化范围大,若针对不同型号的产品设计一套焊接工装会有较高的成本,使用的便捷性差。为此,本文设计了一套法兰缸体的柔性焊接工装,能够实现Φ1 044 mm~Φ1 884 mm筒径、674 mm~1 882 mm不同高度法兰缸体的装夹,并且可以减少对法兰和缸体的移动,能够有较好的焊接姿态来完成加工,提高焊接作业时的可靠性和安全性,从而保证产品的加工质量。
1 焊接工装的设计方案
缸体法兰的材料为316 L,缸体的壁厚为3 mm,若将法兰缸体放倒进行吊装时法兰缸体会由于受力不均匀而产生变形,且法兰缸体装夹的便捷性差,因此根据设计需求采取在焊接工装的立式状态下进行安装,安装完成以后再在卧式状态下进行焊接。焊接工装的设计方案如图1所示,三维模型如图2所示。通过丝杆升降机来带动上旋转盘的上下移动,以此来适应不同高度缸体的装夹;装夹完成以后通过液压系统将焊接工装逆时针翻转90°,让焊接工装成卧式状态,中心轴通过电机驱动带动旋转盘旋转,可以将法兰和缸体进行焊接,并且可以通过旋转来找个合适的位置对缸体上的附件进行焊接。
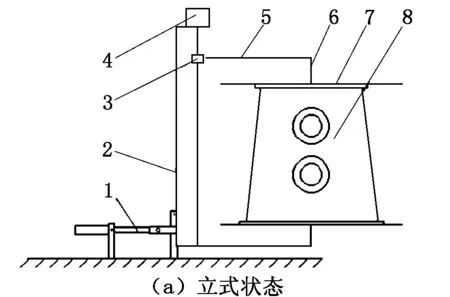
1-液压系统;2-机架;3-丝杆升降; 4-电机; 5-支撑架上; 6-中心轴;7-旋转盘机构 ;8-缸体
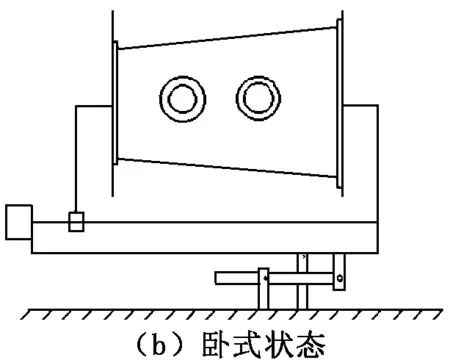
图1 焊接工装设计方案
2 焊接工装结构设计
2.1 旋转盘机构的设计
对旋转盘的设计要求是能够实现不同直径法兰的装夹,并且工装可以实现法兰的自定心,保证上、下法兰装夹完成以后的同心度。旋转盘机构由自定心机构和夹紧机构两部分组成,整体结构如图3所示。法兰自定心由机械装置实现,圆周方向等距分布3个点,采用伺服电机驱动滚珠丝杠副带动滑块移动夹紧法兰实现自定心,如图4所示。考虑到法兰缸体在焊接过程中由于焊接应力产生变形在圆周方向等距分布3个点,采用三爪卡盘结构在3个点位上从里到外对缸体法兰进行内支撑,夹紧机构如图5所示。
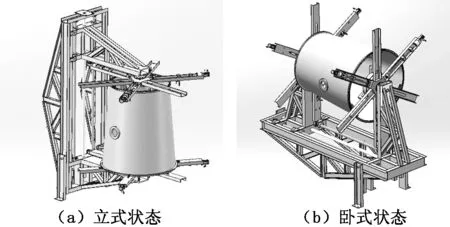
图2 焊接工装三维模型
图3 旋转盘机构
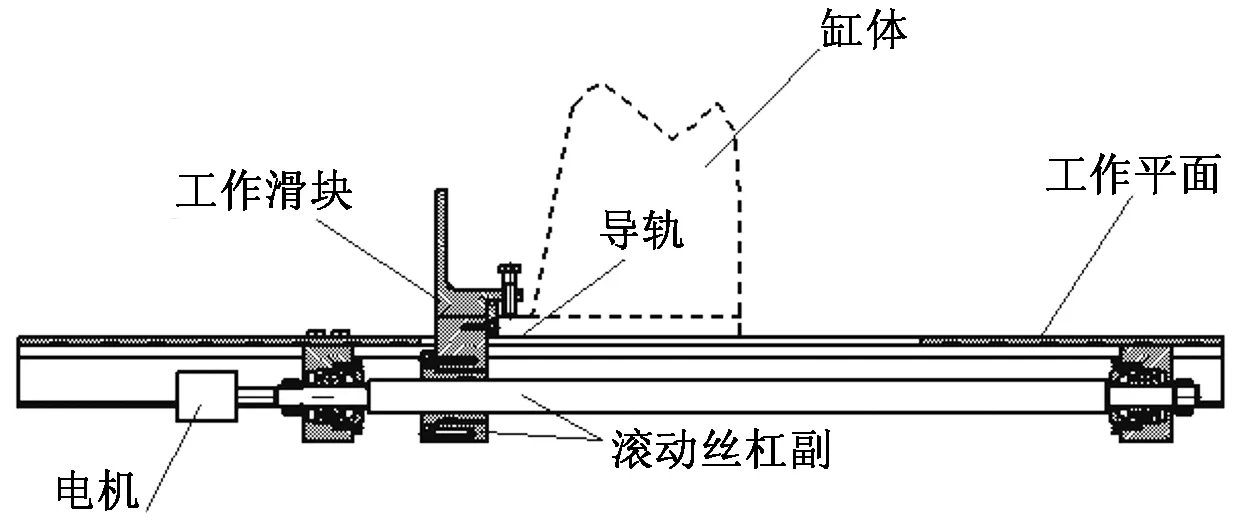
图4 自定心机构
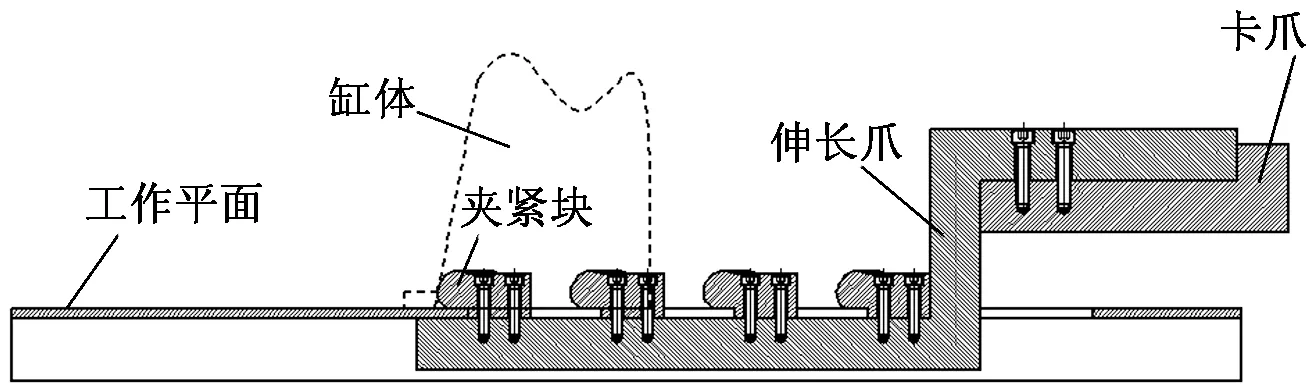
图5 夹紧机构
自定心机构由电机驱动滚珠丝杠副运动,圆周上3个等分点位的3台伺服电机同时驱动可以推动缸体和法兰运动实现自定心。当缸体和法兰定位完成以后,调节三爪卡盘,夹紧块从缸体内壁加紧缸体。
三爪卡盘的半径最大调节范围为130 mm,根据缸体和法兰的实际尺寸将伸长爪设置为4个等级,以此来适应不同缸体半径的夹持。由于缸体和法兰的半径不同,以至于不同型号的缸体和法兰的弧度不同。为了能够实现不同弧度缸体和法兰的装夹,对不同半径的缸体都有相应尺寸的夹紧块选择夹紧。
法兰的厚度有20 mm和25 mm两种规格,设计
的法兰夹紧块如图6所示。为适应不同厚度法兰的夹紧,选用了螺旋夹紧器的设计方案,螺旋夹紧器的通用性强,能够产生较大的夹紧力。
2.2 升降机构设计
缸体的高度为674 mm~1 882 mm,以电机驱动丝杠带动上法兰夹紧装置来实现不同高度缸体的装配。采用光轴作为支撑,减少装配间隙提高精度。升降机构如图7所示。
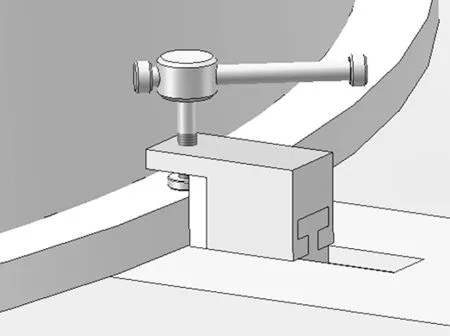
图6 法兰夹紧块
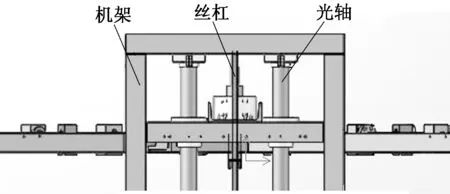
图7 升降机构
3 结语
本文设计了一种法兰缸体的柔性焊接工装,可以实现Φ1 044 mm~Φ1 884 mm筒径、674 mm~1 882 mm不同高度法兰缸体的柔性装夹。焊接工装在立式状态下增加了零件装夹的便捷性,圆周上均匀的3点位滚珠丝杠设计可以实现上、下法兰的自定心功能,多弧度的内撑设计可以实现对不同直径法兰和缸体的装夹。液压式的翻转结构设计增加了翻转的可靠性,焊接工装的卧式状态增加焊接作业的便捷性,同时减少了法兰缸体的变形。
猜你喜欢
昆钢科技(2021年4期)2021-11-06
工业加热(2021年8期)2021-09-11
汽车世界·车辆工程技术(下)(2020年1期)2020-06-12
中学语文(2019年33期)2019-12-03
制造技术与机床(2018年12期)2018-12-23
内蒙古教育·综合版(2017年5期)2017-05-17
智富时代(2017年1期)2017-03-10
智富时代(2017年1期)2017-03-10
企业导报(2016年8期)2016-05-31
中国市场(2016年1期)2016-03-11
