
泡沫陶瓷过滤器几种常见错误使用方式及纠正办法
2020-05-15 07:12何忠伟
佛山陶瓷 2020年4期
何忠伟
摘 要:探讨泡沫陶瓷过滤器的设计应用过程中不合理导致铸件缺陷上升,原使用泡沫陶瓷过滤网的作用:①过滤金属液中夹杂物;②整流,紊流金属液;最终目的,提升铸件品质,改善铸件表面缺陷。但是,使用过程中设计不合理,导致铸件缺陷更加恶化。
关键词:泡沫陶瓷过滤器應用合理化
1 前 言
关于泡沫陶瓷过滤器产品,发展始于20世纪70年代,经过三十多年的快速发展,制造产品的材质有:碳化硅质、氧化锆质、氧化铝质、石墨质等;应用领域包括铸钢、铸铁、铸铝、铸铜过滤。泡沫陶瓷过滤器能极大提高铸件的表面质量及性能。
2 泡沫陶瓷过滤器介绍
它是采用聚氨酯泡沫塑料为前驱体,浸挂耐火浆料成型工艺,经高温烧结的具有三维立体网状结构的特种陶瓷制品。按材质分类:氧化铝质、氧化镁质、碳化硅质、氧化锆质、碳复合材料质;按网孔密度ppi分类:10ppi、15ppi、20ppi、25ppi、30ppi、40ppi、50ppi、60ppi。
3 泡沫陶瓷过滤器特点
它具有独特的三维连通曲孔网状骨架结构以及80%~90%开口气孔率。具有四种过滤净化机制,即:筛分-滤饼-深床过滤机制、飘浮分离机制、深层过滤(物理吸附)和整流机制。可高效地滤除金属液中的大块夹杂物和大部分小至数十微米的微小悬浮夹杂物。与耐火纤维过滤网及直孔蜂窝陶瓷过滤器等相比,具有耐火度高、强度高、过滤效果好、过滤效率高等特点。
4 应用领域
泡沫陶瓷过滤器主要应用于高温金属液过滤、铝合金金属液过滤、球铁/灰铁及有色金属过滤、不锈钢/碳钢及大型铸件金属液过滤,高温烟气处理、催化剂载体、汽车尾气净化装置、隔热隔音材料等。
5 使用原则
泡沫陶瓷过滤器总体使用原则:泡沫陶瓷过滤器放置在浇注系统中的位置:直浇道下端、横浇道、内浇道、浇口杯。使用原则:①安放位置越靠近铸件型腔越好,降低二次氧化的机率;② 浇注系统的设计以简单为好,可不考虑其它挡渣措施,这样可提高砂型的利用率和工艺出品率;③ 过滤器工作面积应为浇注系统阻流截面的4倍~6倍,以确保浇注速度不受影响;④根据铸造合金的种类及浇注温度选用相应的过滤器,不应超温使用;⑤ 选择合适的孔径,真正起到过滤效果;⑥ 不能用过滤器来控制浇注速度。
6 过滤器的选用
根据被过滤铸铁的种类选择过滤器的孔隙率,一般10ppi用于球墨铸铁;20ppi用于灰口铸铁;30ppi用于可锻铸;依据被过滤铸铁的重量决定过滤面积。过滤器具有两种能力,要得到一个满意的结果,必须满足:①金属过滤能力;②金属流动能力。单位面积的过滤能力范围分别:灰铁2.0~3.8 kg/cm2、球墨铸铁1.0~2.0 kg/cm2、铸钢1.0~2.0 kg/cm2(数据作为参考),根据铸件材质元素不同及金属液的纯净度等有所变化。
7 泡沫陶瓷过滤器座的设计
潮模砂使用时最好设计一过滤器座(自硬砂较好),防止人为带入杂质。
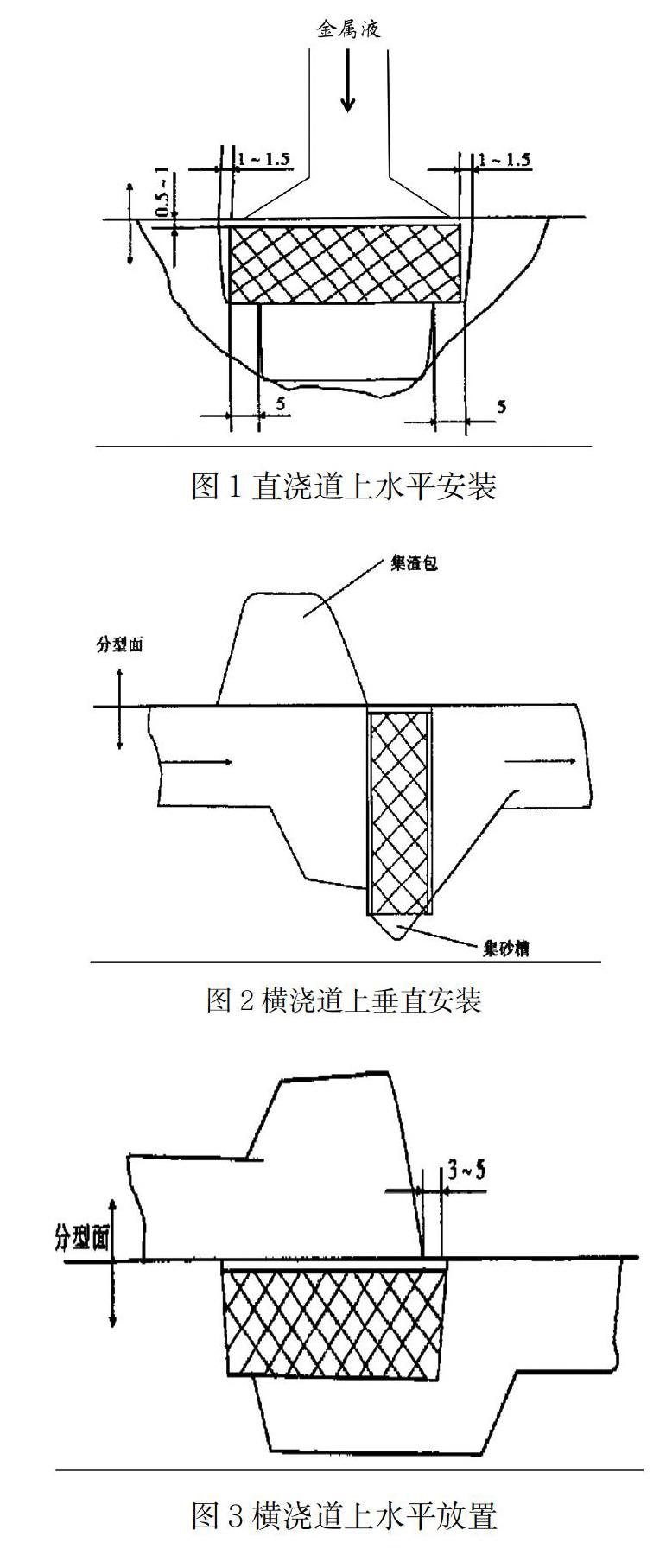
过滤器座的设计要充分考虑过滤器安放方便(如锥面、斜度、间隙等)和牢固可靠。在安放处的铸型支撑面要做有圆角(抹棱)以防冲砂,应注意:
①铁水流入面要留有3~5mm 搭接量;
②铁水流出面要留≥5mm 的支撑宽度;
③过滤器四周留有1~1.5mm间隙及集砂槽沟, 以防插入时不小心掉下散落的砂粒带入型内;
④过滤器上表面应低于分型面0.5~1mm,以防合箱时压坏砂型。
7.1 过滤器应用案例图
过滤器的几种安装方式见图1~图3。
7.2过滤器应用案例解析
正确应用泡沫陶瓷过滤器:①过滤器金属液流入面,直浇道设计为开放式系统。有效使用过滤面积;②过滤器有合适的间隙,安放时,过滤器可防止与砂型侧面擦砂及合箱压砂,预防掉下散落的砂粒带入型内;③过滤器金属液流出面要留≥5mm 的支撑宽度,浇注时有效起到浇注压力支撑作用。
正确应用泡沫陶瓷过滤器的效果:
①有效过滤杂质,提高金属液的溶液纯净度;
②减少紊流卷气,使金属液充型平稳,铸件组织分布均匀;
③降低铸件缺陷,提高表面质量及成品率,有利于切削加工,降低制造成本。
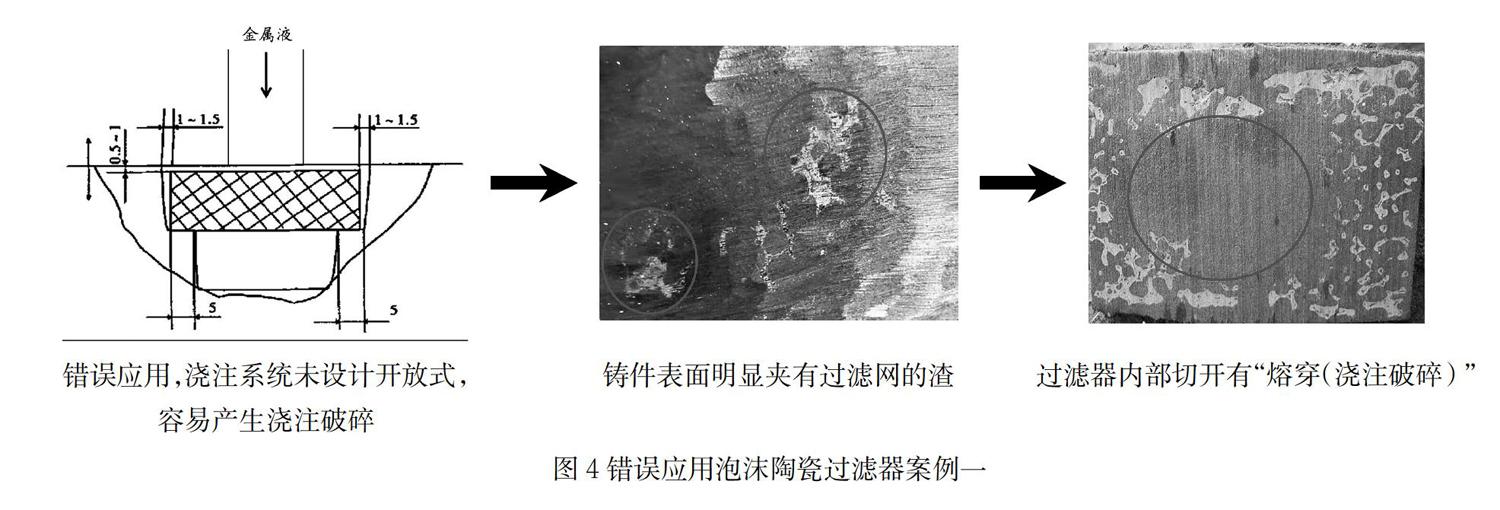
▲ 错误应用泡沫陶瓷过滤器案例一:
过滤器金属液流入面,直浇道没有设计开放式系统。过滤器未能达到最佳的有效使用过滤面积,反而,金属液对泡沫陶瓷过滤器的冲击力和静压力增大,容易出现过滤器冲碎,详见图4。
浇注系统未设计开放式错误应用泡沫陶瓷过滤器的后果:
①过滤面积变小,影响金属液流速;
②浇注时,过滤器受金属液最大的冲击力和静压力,容易导致过滤器破碎;
③没有有效地利用过滤器的过滤面积,导致浪费过滤器成本。
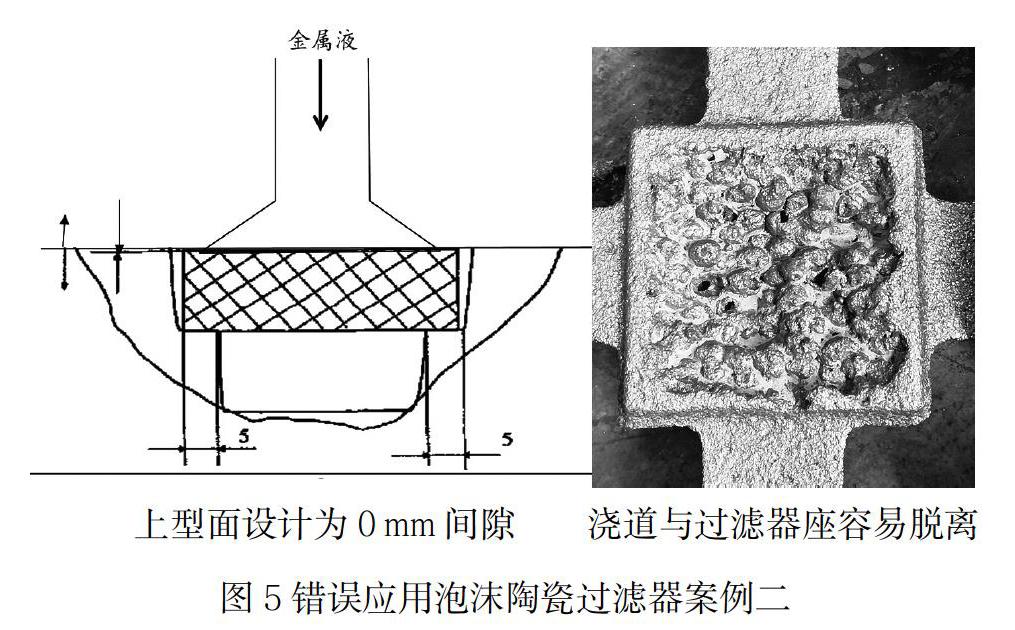
▲ 错误应用泡沫陶瓷过滤器案例二:
过滤器上型面设计为0mm间隙,当过滤器厚度尺寸波动上限值时,合箱时压坏砂型,直浇道与过滤器座容易产生脱离,详见图5。
过滤器上型设计为0mm间隙应用泡沫陶瓷过滤器的后果:
①上/下型合模时,会产生挤压,破坏砂型,使散落的砂粒掉落在过滤器表面,将过滤器网孔堵塞,影响金属液的流速,还会将细微砂粒随同金属液流入到型腔内,导致铸件砂眼/渣眼缺陷上升,影响铸件质量。
②浇注金属液凝固后,直浇道与过滤器座容易产生脱离现象。
铸件缺陷SEM EDS表面分析结果见图6。
①缺陷SEM EDS表面分析显示:
●聚集的生型砂;
●硅砂表面检测出粘土矿物;
●产生熔渣化气体。
②结论:
设计过滤网座与过滤网高度尺寸为0mm间隙时,合模会产生挤压,破坏砂型,引起铸件砂眼/渣眼缺陷上升。
8 常见过滤器各种放置方式优缺点汇总
常见过滤器各种放置方式的优缺点见表1。
9 结 论
(1)根据应用条件,浇注温度、重量、浇注时间,选择合理的过滤器尺寸规格型号,才能确保过滤器产品应用安全性。
(2)过滤器座与过滤器产品配合尺寸间隙合理化,及浇注系统截面积设计比例合理化,才能发挥过滤器过滤效果,避免金属液紊流,提高铸件成品率。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
中国铸造装备与技术(2021年6期)2021-12-02
橡塑技术与装备(2021年14期)2021-07-23
建材与装饰(2021年5期)2021-03-10
中国铸造装备与技术(2021年1期)2021-02-02
现代塑料(2018年11期)2018-11-06
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年4期)2017-09-03
中国铸造装备与技术(2017年3期)2017-06-21
