
模拟焊后消应力热处理样坯尺寸对厚板力学性能的影响
2020-05-15 06:23:18岑晓燕钟武波
宝钢技术 2020年2期
岑晓燕,钟武波
(宝山钢铁股份有限公司制造管理部,上海 200941)
随着中国国内设备加工企业设备制造能力的迅速提升,石油化工设备、锅炉、容器国产化进程加快,需要大量锅炉、容器和结构用中高等级厚板,而用户采购的中高等级厚板均需要满足在一定温度下保温一段时间后,钢板力学性能仍能满足标准或协议要求,这主要是考虑设备加工制造过程中,焊接或加工变形后需要通过热处理来均匀化组织,消除应力,保证设备使用安全。国标GB 713—2014《锅炉和压力容器用钢板》产品标准对进行模拟焊后消应力热处理样坯的建议为3T·3T·T(T为钢板厚度),美国的ASTM A20/A20M—2017 Standard Specification for General Requirements for Steel Plates for Pressure Vessels对样坯尺寸没有此要求。对于中厚板,取尺寸为3T·3T·T模拟焊后消应力热处理样坯,由于样坯尺寸较大,尤其是沿钢板轧制方向取样,会显著降低钢厂和钢板用户的成材率,增加取样成本。由于国标对于样坯大小的建议从根本上是要求样坯模拟消应力热处理后的力学性能能够代表整张大板,且ASTM A20/A20M标准未提出3T·3T·T的样坯尺寸要求,因此有必要研究,找到最佳的模拟消应力热处理的样坯尺寸。
1 试验材料及样坯尺寸选择
选取厚板生产的三种交货状态钢板作为试验材料。鉴于GB 713—2014产品标准规定,当试样坯料从钢板上切取且单独进行热处理时,所取样坯尺寸(宽度×长度×厚度)应不小于3T·3T·T(T为钢板厚度)。据此本课题设计了三种不同尺寸的样坯进行热处理试验,最大尺寸为标准规定的3T·3T·T或更大,依次递减,具体见表1。
2 模拟热处理工艺
根据表1中的样坯进行模拟热处理工艺设计,具体见表2。试验在带微机控制升温速度的某进口品牌空气循环炉上进行。
3 试验
本项目选取了40~130 mm厚的钢板进行模拟焊后消应力热处理试验,厚度范围覆盖了国内外厚板厂的主要规格,热处理后对钢板的相关性能进行室温拉伸和夏比冲击试验。
3.1 取样
钢板厚度1/4位置,取直径为10 mm、标距为50 mm的横向圆棒试样和10 mm×10 mm×55 mm的V形缺口横向冲击试样。依据GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》和GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》,分别采用进口某品牌的全自动拉伸试验机进行拉伸试验和夏比冲击试验机进行试验。
从每个牌号的最大尺寸板坯(试样号为1)上各取6个拉伸,另外两个尺寸的板坯(试样号为2、3)各取3个拉伸。试样号为11……51,每个温度取3组冲击试样;试样号为12、13……52、53的试样,每个温度取2组冲击试样;试样号为61……111的试样,取6组冲击试样;试样号为62、63……112、113的试样,各取4组冲击试样。
3.2 试验结果
表3为热处理之后钢板的拉伸性能,表4为冲击性能。
表3列出了各个钢种牌号不同样坯尺寸经模拟热处理后测得的拉伸性能,对其中的Rp0.2、Rm和断裂延伸率A都做了统计。由表3可以看出,Rp0.2、Rm的极差不超过20 MPa,A的极差不超过3%。
表4列出了各个钢种不同样坯尺寸热处理后测得的冲击性能,对冲击功均值的极差做了分析,由表4可看出,冲击功极差不超过均值的10%。
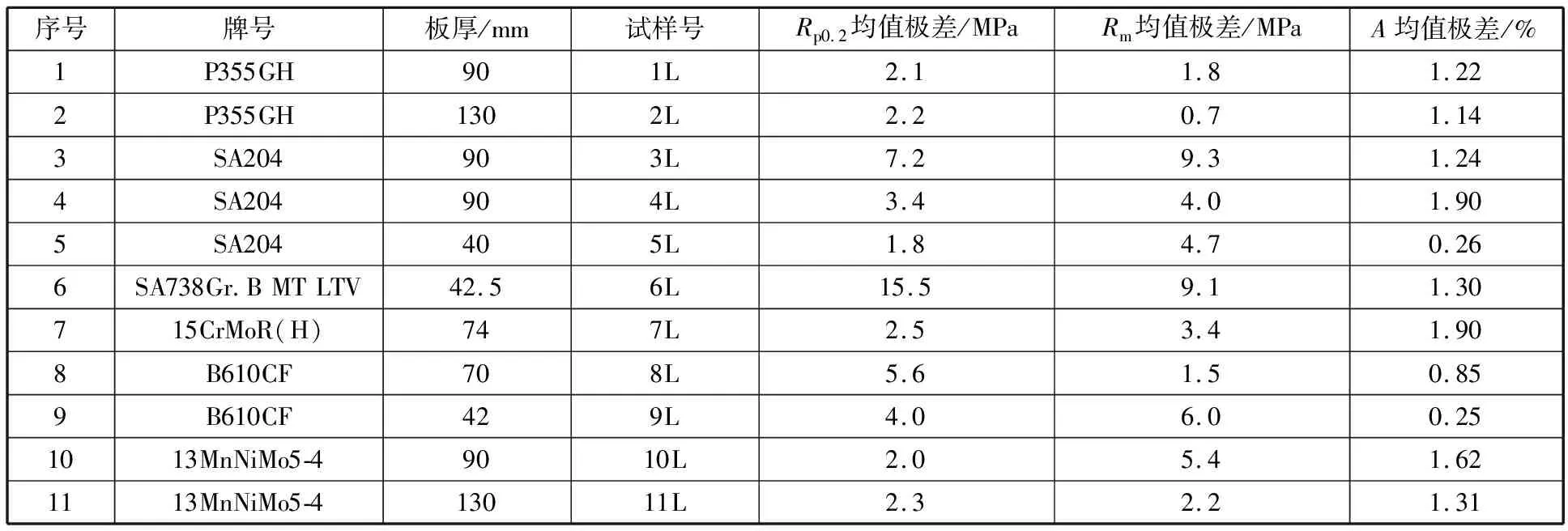
表3 热处理后钢板拉伸性能

表4 热处理后钢板冲击性能
3.3 讨论
分析表3和表4的数据,可以归纳出以下几点:
(1) 随着热处理板坯规格逐渐减小,其对应的拉伸和冲击数据并未有明显的变化趋势。
(2) 拉伸数据中Rp0.2的极差最小为1.8 MPa,最大为15.5 MPa;抗拉强度Rm的极差最小为0.7 MPa,最大为9.3 MPa;断裂延伸率A的极差最小为0.25%,最大为1.90%。
(3) 冲击数据中的均值极差最小为1.0 J,最大为23.4 J,均不超过冲击吸收能量均值的10%。
(4) 相同厚度规格的板坯,由于模拟热加工工艺中热处理温度的不同,拉伸性能略有不同,强度相差20 MPa左右,而冲击性能相差不大。
4 结论
从上述几个现象可以看出,不同尺寸的模拟热处理板坯,其拉伸强度性能的极差均在20 MPa之内,而冲击性能的极差不超过均值的10%,并且同钢级不同板坯尺寸的力学性能未发现趋势性增大或减小的现象。因此可见本文所研究的钢种牌号,其模拟焊后消应力热处理之后的性能,并不会随热处理样坯尺寸的减小而发生力学性能上的变化。对于厚度50 mm以上并且淬透性较好的钢板,样坯尺寸可以考虑用小试样代替标准规定的3T·3T·T的尺寸要求,而根据文中研究用到的最小尺寸,生产中可选用T·3T·T规格的热处理样坯进行试验;而对于淬透性较差的钢种应慎用。
感谢宝山钢铁股份有限公司制造管理部徐惟诚首席工程师给予的大力帮助!
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
重型机械(2020年3期)2020-08-24 08:31:40
模具制造(2019年10期)2020-01-06 09:13:08
中学数学研究(江西)(2019年5期)2019-06-11 12:47:28
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
新疆钢铁(2015年2期)2015-11-07 03:27:52
中学数学杂志(初中版)(2014年1期)2014-02-28 21:05:24
