
影响尾气回收压缩机运行周期原因及解决措施
2020-04-25 08:11张孝真刘军平
云南化工 2020年2期
张孝真,刘军平,苗 伟,李 浩
(陕西延长中煤榆林能源化工有限公司,陕西 榆林 718500)
陕西延长中煤榆林能源化工有限公司线性低密度聚乙烯装置,采用美国Univation公司的UNIPOL气相流化床聚乙烯生产工艺,生产能力为30万t/a。装置连续运转,年操作时数为8000h,小时生产能力37.5吨。装置从2014年开工至今,主要以钛系产品为主。尾气回收压缩机主要通过逐级压缩冷却,将脱气仓排放气体变为液体,经高速泵打入反应器进行回收。不能压缩的气体作为粉料输送气。液体主要包含原料共聚单体(丁烯-1或己烯-1)和诱导冷凝剂异戊烷。尾气回收压缩机停机后,脱气仓排放气体就无法实现回收,只能通过火炬进行排放。粉料输送气需要用新鲜的氮气进行输送,因而会造成原料丁烯和诱导冷凝剂异戊烷损耗严重,降低了单体利用率,同时增加了氮气的使用量。
表1为线性低密度聚乙烯装置尾气回收压缩机运行情况,月累计停机次数达到7次,主要停车原因为压缩机振动高高报、入口过滤器堵塞、冬季环境温度低等原因造成。
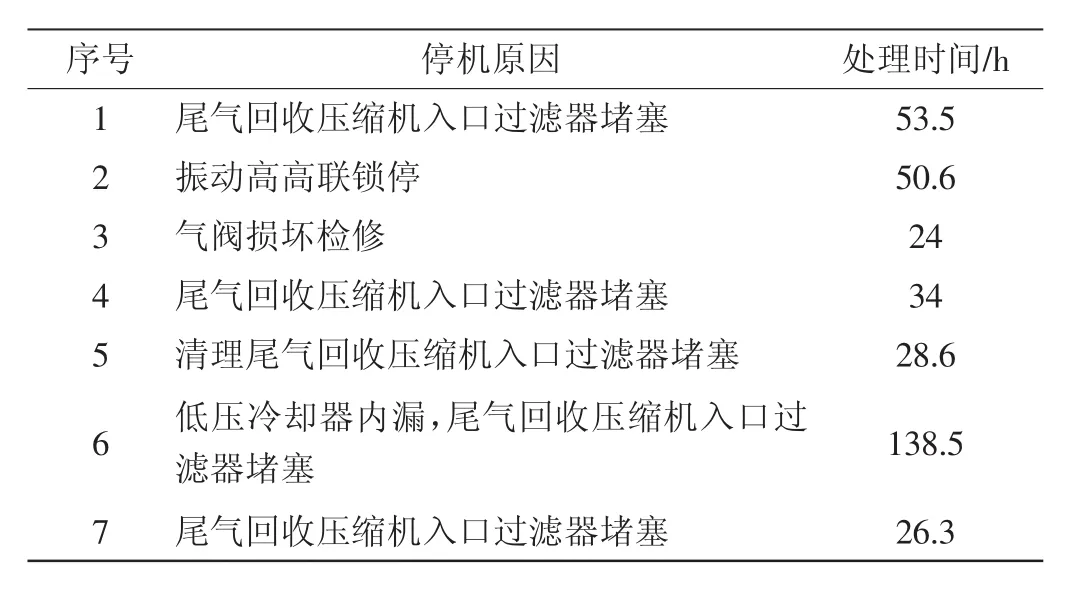
表1 尾气回收压缩机停机次数统计
1 影响尾气回收压缩机运行时间的原因
1.1 压缩机入口过滤器压差高
尾气回收压缩机入口设计有锥形过滤器,主要用于保护压缩机,防止粉尘等杂物进入机体造成设备损坏。压缩机入口设有压差表,用于观察过滤器堵塞情况。线性低密度聚乙烯装置尾气回收压缩机长期处于低负荷运行,尾气中氮气比例较高。由于压缩比的不同,当尾气回收压缩机负荷处于100%运行时,尾气回收压缩机一、二段排气温度高,会导致联锁停机,故尾气回收压缩机只能处于50%负荷运行。当压缩机50%负荷运行时,尾气流速较低,尤其入冬后尾气回收低压冷却器出口温度会低至零下,导致尾气中的异戊烷等重烃冷凝。冷凝的重烃与细粉混合易堵塞尾气回收压缩机入口过滤器,导致尾气回收压缩机入口过滤器频繁堵塞,造成尾气回收压缩机入口前后压差偏高。
1.2 尾气回收低压、级间冷却器质量差
尾气回收系统有低压冷却器和级间冷却器,低压冷却器和级间冷却器作用分别是通过循环水将尾气压缩机一级、二级入口尾气温度降低至40℃以下,循环水走管程,尾气走壳程。通过对低压冷却器管程水压试验发现,部分管束有水流出,堵漏管束达到47根。同样,级间冷却器也发生存在内漏现象。由于循环水压力高于尾气压缩机一级、二级入口压力,在日常运行时循环水会进入尾气中,水气和粉料粘合后造成入口过滤器堵塞。
1.3 压缩机自身因素
尾气回收压缩机停机主要因为一级、二级排气温度高高报、轴承温度高,压缩机机身振动高等原因,但就线性低密度聚乙烯装置尾气回收压缩机停机的主要原因是压缩机机身振动高。当尾气回收压缩机以75%负荷控制运行时,压缩机振动会逐渐增大,当振动增加至4.0mm/s时会导致压缩机联锁停机。
2 处理措施
2.1 尾气回收压缩机入口管线增加保温
尾气从脱气仓排放至尾气回收压缩机入口,全程管线较长,入冬后当地气温较低,最低至-25℃。此过程会有部分异戊烷及重烃冷凝。针对这一现象,装置在大检修期间将脱气仓至尾气回收压缩机入口管线全部增加保温棉。同时控制尾气回收压缩机一、二级入口温度均在30~40℃,这样可以防止异戊烷及部分重烃冷凝。
2.2 保证尾气回收换热器质量
尾气回收设计有低压冷却器、级间冷却器以及高压冷却器,特别是低压冷却器和级间冷却器,其工艺介质压力低于循环水压力。当管束发生泄漏时,循环水会进入工艺介质即尾气内,与尾气中微量的粉料黏合,糊住过滤器导致进出口压差升高。在换热器选型和采购时要严格保证换热器质量,本装置采用了管束厚为2.5mm的换热器后,泄漏情况减少很多。当尾气回收压缩机入口锥形过滤器堵塞时对换热器内漏情况进行排查甚为重要。
2.3 尾气回收压缩机定期维护
尾气回收压缩机要定期对卸荷阀、气阀以及阀片温度进行检查,利用大检修时对气缸、活塞裙等重要部件检查。在日常运行中,通过压缩机一级、二级排气压力可判断气阀运行情况,此次主要针对压缩机负荷在75%情况下震动高的原因,分析得出由于卸荷阀阀帽过高导致一级进气卸荷阀不做功,后对卸荷阀进行维修后成功解决这一难题。
3 结语
通过对尾气回收压缩机入口管线增加保温,保证尾气回收换热器质量以及尾气回收压缩机定期维护实施后,压缩机运行周期得到有效延长,成功解决了影响压缩机运行周期的因素,降低了因压缩机非计划停机而造成的原料浪费。
猜你喜欢
化工设计通讯(2022年12期)2023-01-24
新能源科技(2022年5期)2022-06-22
机械管理开发(2022年2期)2022-05-12
导弹与航天运载技术(2022年2期)2022-05-09
化工学报(2021年10期)2021-10-31
减速顶与调速技术(2018年1期)2018-11-13
减速顶与调速技术(2018年2期)2018-11-09
天然气技术与经济(2018年1期)2018-03-06
导弹与航天运载技术(2017年5期)2017-11-02
铁道通信信号(2016年6期)2016-06-01
