
X射线荧光光谱法测定彩涂板涂层中铅、镉和总铬
2020-04-24 10:43朱子平
理化检验-化学分册 2020年3期
范 纯,华 犇,朱子平
(宝钢股份有限公司,上海201900)
铅、镉和Cr6+等是Ro HS指令严格限制的3种有害物质,在彩涂板产品中的存在风险较高。为实现Cr6+含量的快速检测,IEC 62321-3-1 和IEC 62321-5标准一般都是先进行总铬的测定,如果总铬含量未超出Ro HS的规定,则Cr6+含量一定不会超过规定,因此无需再进行Cr6+含量的测定。包括宝钢在内的各大钢铁厂和权威第三方检测机构均是按照IEC 62321-5-2013 中的原子吸收光谱法(AAS)、原子荧光光谱法(AFS)、电感耦合等离子体原子发射光谱法(ICP-AES)或电感耦合等离子体质谱法(ICP-MS)等方法对彩涂板中铅、镉和总铬进行检测,在这些方法中,首先需要用机械或化学手段将涂镀层剥离下来,通过酸溶法、高温灰化法、高压消解法或微波消解法等前处理方法使铅、镉和总铬溶于酸溶液中,然后通过AAS、ICP-AES、ICP-MS等测定酸溶液中的铅、镉和总铬含量,这些方法存在操作繁琐,试验时间长等缺点,无法满足彩涂板工厂质检放行的需要。X 射线荧光光谱法因为其具有快速、无损检测、检测稳定性好等特点,已经广泛应用于各类样品的快速测定中。而IEC 62321-3-1-2013标准中的X 射线荧光光谱法一般只用于有害元素的定性筛选,无法对环保彩涂板产品中的这3种有害物质进行测定。
基本参数法(FP 法)可以使用纯金属或简单成分的块状(无限厚)样品作为标准样品进行多层合金薄膜的成分和膜厚的同时分析,如果有与未知样品具有相同成分且已知其含量和膜厚的标准样品,则可以进行更高精度的分析[1-5]。目前,已有文献使用FP法对合金及多层薄膜样品的成分进行了定量分析[6-15]。本工作通过自制的彩涂板涂层中铅、镉和总铬的校准样板建立了X 射线荧光光谱法直接测定彩涂板涂层中铅、镉和总铬含量的方法,可用于符合Ro HS指令要求的彩涂板产品中的铅、镉和总铬含量的测定。
1 试验部分
1.1 仪器与试剂
ZSX Primus 型 X 射线荧光光谱仪;CEZ-500型圆片冲床。
自制彩涂板校准样板:由于没有市售的彩涂板标准品,试验制作了12块厚度和涂层中铅、镉和总铬含量均呈梯度分布的彩涂板作为校准样板。彩涂板的涂层厚度采用GB/T 13448-2019标准所推荐的DJH 方法进行定值;涂层中铅、镉和总铬含量先采用IEC 62321-5 中推荐的微波溶样法进行前处理,然后采用ICP-AES进行定值。结果显示:自制彩涂板涂层厚度为8~32μm,涂层中铅质量分数为0.001 0% ~0.008 0%,涂 层 中 镉 质 量 分 数 为0.000 5%~0.001 0%,总铬质量分数为0.001 0%~0.008 0%。
1.2 仪器工作条件
端窗式Rh靶光管,功率为4 k W。镉、铬和钛均使用Kα分析线,积分时间20 s,脉冲调节高度(PHA)100~300,管电压60 k V,管电流50 m A,探测器为闪烁计数器探测器;锌采用Kβ1分析线,其他参数和镉的一致;铅采用Lα分析线,积分时间为50 s,PHA 150~250,管电流和管电压和镉的一致,其中,铅使用了Lα谱线,响应强度较低,需增加积分时间来提高测试稳定性;铁采用Kβ1分析线,积分时间为10 s,其他参数和镉的一致。
1.3 试验方法
采用冲床直接冲取彩涂板圆片试样(冲取的圆片试样表面需平整无明显划伤),其直径为50 mm,用棉布将试样待测面擦拭干净,在仪器工作条件下,按照下面计算过程测定涂层中的铅、镉和总铬含量。
彩涂板产品结构见图1。
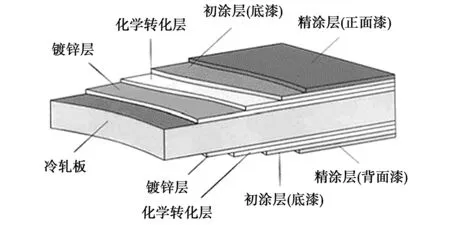
图1 彩涂板结构示意图Fig.1 Structural representation of prepared steel sheet and strip
本工作测定的是彩涂板有机涂层(即初涂层和精涂漆)中的铅、镉和总铬的含量,但其镀锌层和基板(冷轧板)也含有待测组分,可能对待测涂层中目标组分的测定造成干扰。化学转化层为纳米级涂层,其在测定时的干扰可以忽略不计。镀锌层和有机涂层为微米级涂层。其中,基板中铅的质量分数为 0.001 0% ~0.002 0%,铬 的 质 量 分 数 为0.001 0%~0.002 0%;镀锌层铅的质量分数为0.001 0%~0.002 0%,铬的质量分数为0.001 0%~0.002 0%,与涂层中的待测组分含量接近,会对待测组分的测定带来干扰。钛和硅是有机涂层中的基体元素,其含量远远大于待测组分的,也会对待测组分的测定带来干扰。为消除这些影响,本工作通过仪器自带的薄膜分析软件和基本参数法软件进行的误差和干扰计算建立了分层计算模型:先采用仪器自带的薄膜分析软件,先对样品分层;然后建立逐层分析的数学模型。具体过程为:先根据测定条件和基本参数(物理常数)计算理论X 射线强度[15],然后利用计算结果和实测强度得出实际样品中的组成成分及含量。期望通过此方法来消除基板和镀锌层对涂层中铅、镉和总铬含量测定的影响。
将彩涂板样品分为有机涂层和基体层。第一层为有机涂层,含有钛、硅、铅、镉、铬;基体元素钛可采用经验系数法测定,采用钛的Kα谱线,基体元素硅设定为平衡值元素;铅、镉和总铬含量的测定方法为经验系数法;本层的膜厚通过建立锌元素的X 射线荧光的测量强度与理论强度的关系测得,采用的方法为FP 法。基体层包括基板和镀锌层,含有铁、锌、铅和铬等元素,其中铁采用经验系数法测定,采用铁的Kβ1谱线;将锌设定为平衡值元素;将铅和铬的质量分数设定为固定值0.000 5%和0.03 0%[对大量彩涂板基板(热镀锌板)的铅和铬含量的测定结果进行统计,基板的铅质量分数一般都在0.000 5%以下,铬质量分数一般在0.030%左右]。其中,在仪器自带的薄膜分析软件中,平衡值元素被定义为除了测定元素外的该层其余元素。
2 结果与讨论
2.1 校准曲线
采用试验方法对自制彩涂板校准样板进行测定,以铅、镉、铬、锌、铁和钛的质量分数为横坐标,其对应的荧光强度为横坐标绘制校准曲线,各元素含量均在0.000 5%~0.006 0%内与其对应的荧光强度呈线性关系,其中,线性回归方程和相关系数见表1。
铁的荧光强度和镀锌层的厚度有关,线性范围在32 g·m-2以内,线性回归方程为y=0.64x+0.61,相关系数为0.986 7。钛的荧光强度和其对应的质量分数呈线性关系,线性回归方程为y=1.880×105x+46.99,线性范围在0.002 8%以内,相关系数为0.946 9。
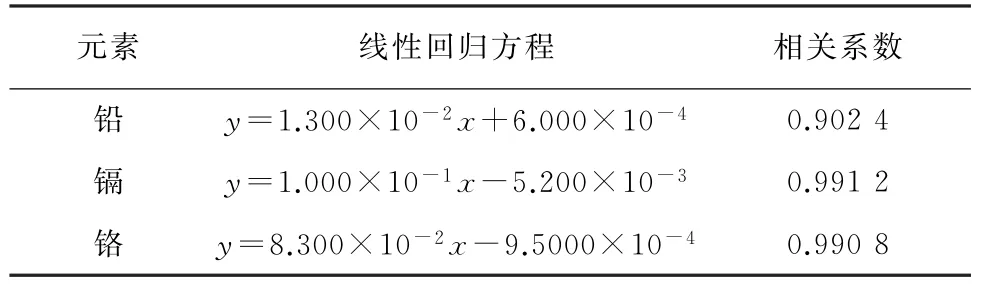
表1 线性回归方程和相关系数Tab.1 Linear regression equations and correlation coefficients
2.2 检出限
在选定的X 射线荧光试验条件下,在上述的校准曲线条件下,平行测定11次同一块不含有铅、镉和铬元素的彩涂板试样,以测定结果的3倍标准偏差(s)计算检出限(3s),分别得到铅的检出限为0.000 5%,镉的检出限为0.000 3%,铬的检出限为0.000 5%,表明本方法具有较高的灵敏度。
2.3 准确度和精密度试验
采用试验方法对随机自制的3个校准样板涂层中铅、镉和总铬含量进行测定(试样为白色),以6次重复测定结果的相对标准偏差(RSD)考察方法的精密度,以本方法和IEC 62321-5标准方法的差值考察方法的准确度,见表2。
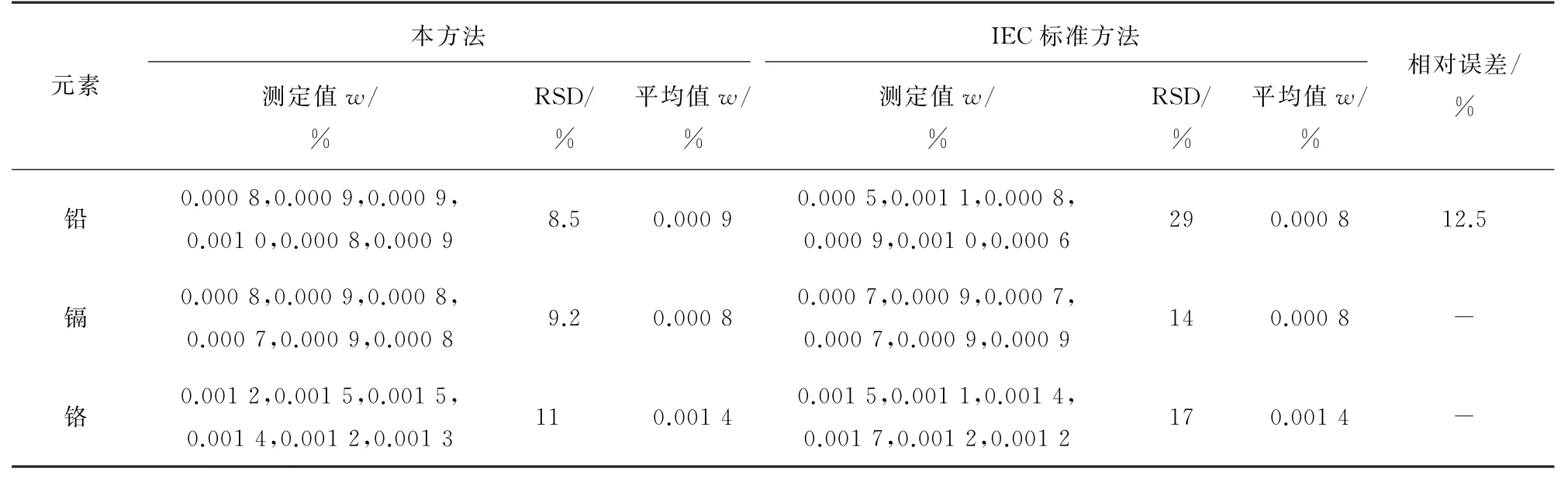
表2 准确度和精密度试验结果(n=6)Tab.2 Results of tests for precision and accuracy(n=6)
本方法测得的铅、铬、镉的 RSD 为8.5%~11%,而IEC 62321-5标准推荐的ICP 方法测得的RSD 为14%~29%。在95%的置信区间进行t检验,无系统偏差。
2.4 样品分析
按照试验方法对白色、黑色、银色的3种产品中的铅、镉、总铬的含量进行测定,产品中未检出镉,检出铅的质量分数分别为0.000 5%,0.003 2%,0.000 6%;检 出 铬的质量 分 数 分 别 为 0.003 4%,0.008 3%,0.005 3%。采用本方法测定铬质量分数均小于0.1%,符合Ro HS指令要求,无需进行进一步Cr6+含量的检测。
本工作利用自制的彩涂板涂层校准样板,采用X 射线荧光光谱法测定彩涂板涂层中的铅、镉和总铬含量,本方法快速、准确,满足彩涂机组符合Ro HS产品质检放行的需要。
猜你喜欢
口腔护理用品工业(2021年4期)2021-11-02
昆明医科大学学报(2021年8期)2021-08-13
上海包装(2019年2期)2019-05-20
机电安全(2018年3期)2019-01-29
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
现代面粉工业(2016年2期)2016-02-23
汽车零部件(2015年1期)2015-12-05
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年2期)2014-02-27
中国洗涤用品工业(2011年6期)2011-03-20
