
龙门加工中心横梁移动故障的诊断与分析
2020-04-23 11:13苏州江源精密机械有限公司江苏苏州215143吉文正李忠杰
金属加工(冷加工) 2020年4期
■苏州江源精密机械有限公司 (江苏苏州 215143) 吉文正 李忠杰
■青海第二机床厂 (青海西宁 810021) 耿小亭 郭 宽
我公司龙门加工中心为工作台移动、横梁上下升降移动的动梁龙门结构,横梁采用液压平衡液压缸,横梁上下移动为数控轴,可以任意位置准停,如图1所示。机床运行一段时间后,在生产过程中,经检测成品零件发现加工零件的精度误差加大,零件精度有损失,后经激光干涉仪等检测仪器检查分析,横梁移动(W轴)的定位精度和反向间隙等误差加大,而且左右立柱的误差不一样,引起横梁严重倾斜,甚至导致横梁卡死无法移动,通过故障排除发现,横梁在设备运行一段时间后有倾斜,致使Y轴滑座移动时移动精度不稳定,造成加工成品零件不合格。
1. 故障诊断与分析
在动横梁上下移动(W轴)时采用的传动方式为:伺服电动机通过齿轮传动与滚珠丝杠驱动横梁上下移动,如图2所示,由于齿轮传动时齿轮间有间隙,当W轴横梁上下停止移动、机床急停、机床关机或机床主机突然断电时,由于滚珠丝杠不自锁,横梁重力下降会引起滚珠丝杠产生微量转动,从而产生反向间隙(经实测大约0.20m m),使得横梁移动位置精度产生误差,而且当横梁上面的滑枕主轴箱在横梁上处于不同位置时,左右立柱产生的反向间隙和引起的误差不一致而引起横梁倾斜。当横梁移动一段时间后,这种误差逐渐变大,进而影响横梁移动的定位精度,最后横梁在两立柱间倾斜引起横梁在立柱上卡死,无法上下移动。

图1 龙门加工中心

图2 原W轴传动结构
2. 故障排除
对横梁传动部分进行改进,横梁驱动部分采用一种新型W轴制动结构,如图3所示,重新设计轴承座和丝杠,在丝杠上端增加电子抱闸制动装置,如图4所示,当横梁上下移动停止或机床主机断电时,抱闸制动装置锁紧驱动丝杠,使得丝杠不产生旋转,从而提高动横梁移动的定位精度。
经计算横梁总质量约13t,总质量约80%以上由平衡液压缸平衡,横梁停止移动时其余部分力矩由电动机自身的驱动转矩克服,抱闸制动只需克服约与电动机驱动转矩相同的转矩大小,就可以在突然断电和停止移动时,通过抱闸制动器的复位弹簧和摩擦片瞬时产生制动,将滚柱丝杠锁死,防止滚珠丝杠旋转,从而制动横梁,防止横梁发生位置移动,保证横梁移动的定位精度。
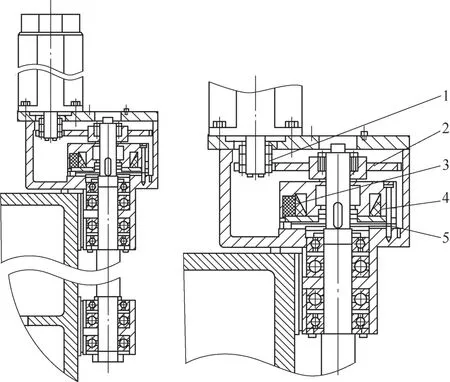
图3 改进后W轴传动结构原理
龙门加工中心的动横梁安装在左右立柱上,如图1所示,并且左右立柱上分别安装有动横梁上下移动的驱动装置,如图3所示,驱动装置为:伺服电动机驱动主动齿轮,带动从动齿轮旋转,从动齿轮带动滚珠丝杠旋转,而滚珠丝杠上端安装有电磁离合器抱闸制动装置,如图4所示,抱闸装置安装在从动齿轮下方,防止滚珠丝杠旋转,起到消除间隙的作用。
抱闸制动装置结构原理:驱动装置的轴承座固定在立柱上,抱闸制动装置通过螺钉固定在轴承座上,制动摩擦片与从动齿轮通过平键联接在滚珠丝杠上,通电时电磁铁的吸力带动摩擦片上移与轴承座脱离,断电时电磁力消失,复位弹簧推动摩擦片下移与轴承座接触,靠摩擦片的摩擦力防止丝杠转动,起到安全制动作用。

图4 抱闸制动装置结构
如图5所示,抱闸制动装置的工作原理为:当机床横梁在加工零件上下移动时,制动器通过数控系统控制处于通电状态,电磁铁带动摩擦片与轴承座处于脱离状态,丝杠带动摩擦片旋转。当横梁处于静止悬停状态、急停状态或机床主机断电时,数控系统控制电磁铁瞬时断电,复位弹簧推动摩擦片与轴承座接触,处于制动状态,使得丝杠无法旋转,从而使得动横梁处于绝对静止状态,提高动横梁的定位精度。
经更换轴承座和丝杠,在丝杠起始端增加抱闸制动装置后,横梁移动和定位故障大幅降低,经检测横梁移动W轴定位精度为0.02m m,重复定位精度为0.012mm,反向差值为0.02mm。机床加工零件运行一段时间后检测,横梁移动精度无明显变化,改进效果明显,基本消除齿轮传动间隙引起的横梁倾斜和定位精度误差。
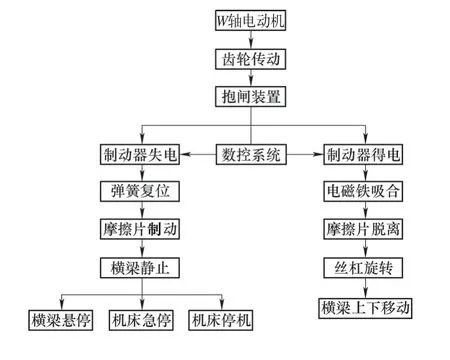
图5 横梁抱闸制动装置工作原理
3. 结语
通过在动梁移动龙门加工中心的W轴驱动上增加垂直抱闸制动装置,对龙门加工中心横梁移动的定位精度起到了保障作用,满足了零件加工的精度要求。
猜你喜欢
北京汽车(2022年6期)2022-12-30
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年8期)2019-09-03
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
中国铸造装备与技术(2017年3期)2017-06-21
汽车零部件(2017年2期)2017-04-07
汽车维护与修理(2016年1期)2016-11-27
通信电源技术(2016年1期)2016-04-16
