
高速动车组螺栓周向阵列相位控制超声导波检测方法
2020-04-22 04:46杨文栋陆青松沙秀梅
机械制造 2020年4期
□ 杨文栋 □ 赵 刚 □ 陆青松 □ 沙秀梅
中车青岛四方车辆研究所有限公司 山东青岛 266031
1 研究背景
螺栓是高速动车组整体结构中的重要组成部分,通过螺栓将不同的部件或结构进行连接,可确保高速动车组安全稳定运行。按照技术要求,对高速动车组螺栓需要进行无损检测,尤其是检测内部缺陷。由于常规无损检测方法存在一定的局限性,因此笔者提出一种周向阵列相位控制超声导波检测方法,用于完成动车组连接和安装用螺栓的全位置检测,保证高速动车组螺栓的质量和行车安全[1]。
2 螺栓缺陷产生原因
螺栓缺陷产生的原因有很多,与螺栓的材质、成形、加工、热处理、使用环境等方面有密切关系,如螺栓在制造中存在材料偏析严重的情况,热处理工艺不当引起金相组织变化而产生裂纹,加工产生的应力导致扭曲变形或开裂,变截面圆角半径不符合标准而产生应力集中现象等。此外,在螺栓安装过程中,预紧力不足或太大也会引起螺栓断裂。
高速动车组螺栓多为埋入式结构,断裂多数集中在螺栓头杆结合部及螺纹部位。对更换下的螺栓进行失效分析,发现在断裂部位都存在横向缺陷。针对这一现象,笔者公司对新造和在役的螺栓进行了全位置检测,尤其是对横向缺陷进行了重点检测。
3 螺栓缺陷检测方法
目前,国内外对螺栓缺陷进行检测的方法主要有磁粉检测法、普通超声检测法、涡流检测法、普通超声相控阵检测法等。
3.1 磁粉检测法
磁粉检测法利用缺陷处的漏磁场与磁粉的相互作用,在适当的光照条件下,显现出缺陷位置和形状。磁粉检测法的优点如下:① 可直观显示缺陷的形状、大小和位置;② 具有较高的灵敏度,能够检测细小的缺陷;③ 检测时不受螺栓尺寸的限制;④ 相对于其它检测法,成本低。磁粉检测法的缺点包括:① 检测速度慢,劳动强度较大;② 需要人工观察,增大了人为误差;③ 对有镀层处理的螺栓灵敏度较低;④ 只能检测表面和近表面缺陷;⑤ 螺纹根部容易造成磁粉聚集,导致漏检;⑥ 在役螺栓需拆卸,过程烦琐。
3.2 普通超声检测法
普通超声检测法是利用超声波对金属构件内部缺陷进行检测的一种无损检测方法,其优点如下:① 穿透能力强,如在钢质材料中的有效探测深度可达1 m以上;② 对平面型缺陷,如裂纹、夹层等的检测灵敏度较高;③ 可测定缺陷的深度和相对大小;④ 仅需一个检测面就可以对螺栓进行检测;⑤ 设备轻便,操作安全。普通超声检测法的缺点包括:① 检测效率低,人为因素影响大,可靠性低;② 存在超声侧壁干涉、波形转换等因素,易造成螺栓裂纹漏检;③ 全螺纹的螺栓无检测位置,对螺栓检测不能做到全覆盖[2-3]。
3.3 涡流检测法
涡流检测法利用电磁感应原理,通过测定被检工件内感应涡流的变化,来评定导电材料及其工件的某些性能,同时发现缺陷[4]。涡流检测法的优点如下:① 检测时既不需要接触工件,也不需要耦合剂,可以在高温下进行检测;② 对表面和近表面缺陷的检测灵敏度很高;③ 对管、棒、线材易于实现高速和高效率自动化检测。涡流检测法的缺点包括:① 只适合螺栓表面和近表面的检测;② 难以从检测波形上判断缺陷的种类、形状和大小;③ 干扰因素较多,比如磕碰,镀层不均匀等,需要特殊的信号处理技术;④ 对螺栓进行全面检查时,需要制作专门的工装,不适合大批量检测。
3.4 普通超声相控阵检测法
普通超声相控阵检测法和普通超声检测法的原理相似,都是基于脉冲反射原理[5]。不同之处在普通超声相控阵检测通过控制传感器阵列中各阵元激励或接收脉冲的时间延迟,来改变由各阵元发射声波到达或接收声波来自物体内某点时的相位关系,实现聚焦点和声束方位的变化,进而完成检测。普通超声相控阵检测法的优点如下:① 采用S扫描,可以同时拥有多角度的超声波,检测效率高,适用于自动化和批量生产;② 拥有聚焦功能,检测的灵敏度和分辨率高;③ 同时拥有B扫描、D扫描、S扫描和C扫描,可以通过建立三维立体图形,直观显示缺陷;④ 可以对复杂工件进行检测。普通超声相控阵检测法的缺点包括:① 需要人工180°转动传感器;② 只能检测有限的距离;③ 不能检测较长的埋藏螺栓远端的裂纹,检测效率较低。
通过对四种螺栓缺陷检测方法进行对比,可知要想对螺栓进行全面检测,四种方法都存在弊端和相应的检测盲区,需要采用新的检测方法来满足高速动车组螺栓的检测要求。
4 周向阵列相位控制超声导波检测方法
高速动车组螺栓的检测存在结构上的难点:① 螺栓多为细杆结构,长度较长,对其进行全面检测难度大;② 内六角结构螺栓只能进行单端检测;③ 所有螺栓均为定制,底部存在工艺孔,带工艺孔的内六角螺栓无法进行常规超声检测;④ 部分为全螺纹螺栓,受全螺纹影响,缺陷波不易识别。高速动车组螺栓如图1所示。为克服高速动车组螺栓检测的难点,笔者基于超声导波原理,配合周向阵列相位控制方法,对螺栓进行检测[6-8]。

超声导波技术因检测距离远而成为近年来无损检测领域研究的热点。超声导波是在钢质薄板、薄壁管或小直径杆件中传播的特殊波,其波形特征是在整个厚度内,所有质点振动引起的结果使波的传播方向与界面平行。当超声波被局限在具有边界的介质,如平板、管道、杆等内传播时,超声波将在边界处不断反射,从而沿介质的方向传播形成超声导波。超声导波传播如图2所示,波形转换如图3所示。

笔者检测高速动车组螺栓所采用的超声导波属于圆柱状弹性导波,也称为柱面导波。由超声导波的原理可知,在螺栓长度范围内,导波在螺栓的螺杆内不断反射向前传播,使整个螺栓被导波全覆盖。可见,超声导波适用于高速动车组螺栓的全位置检测。
虽然超声导波能进行远距离检测,但也存在检测盲区,需要辅以纵波检测进行补盲。由此,通过周向阵列相位控制方法,实现两者的结合。周向阵列相位控制方法使用定制的超声传感器,利用超声相控阵的声束偏转,实现纵波垂直和小角度倾斜入射相结合,使声场能够覆盖整个螺栓,并且能够实现检测所需深度和近场区内的动态聚集。超声声束合成如图4所示。

笔者研究的周向阵列相位控制方法所采用的超声相控阵传感器由一组独立的压电晶片组成。在传感器上将几十个条形压电晶片按照圆环状周向排列,每个独立的晶片阵元都能发射超声波束。由计算机控制各个晶片阵元的发射和接收相位延时,按照不同规则激发晶片阵元,就能够使各个阵元发射的超声波束出现叠加、偏转等效果。由所有信号相干叠加,合成指向螺栓的声束波阵面,最后通过波形转换和汇聚,实现长距离传导。与此同时,通过声场几何空间的计算,得到时间延迟,实现对螺栓内任意一点进行聚焦检测。超声声束聚焦如图5所示。

5 检测分析
5.1 检测设备
检测采用武汉中科16/64阵元相控阵检测仪,具有64接收通道和16激发通道相控阵,能够实现64通道并行数模转换,实时相位控制。系统的带宽为0.5 MHz~15 MHz,扫描图像为A扫描、B扫描、C扫描、S扫描,脉冲宽度为30~500 ns,发射电压为50~350 V。阵元形式为环形一维线阵,阵元数量为64,激发阵元数量为16。
5.2 检测方案
实际检测时,检测视图模式选用A扫描+C扫描+B扫描+三维成像模式,脉冲宽度为100 ns,聚焦类型为聚束聚焦,增益为40 dB,扫描范围为0~600 mm,重复频率为500 Hz,发射电压为100 V。
对于高速动车组螺栓而言,螺栓两端较为平整,适合超声波入射。检测时,选择任意一端放置探头,采用超声专用耦合剂进行耦合。所选的定制传感器应小于所检测螺栓端面,经验证,传感器直径比螺栓直径小2 mm左右效果最佳。
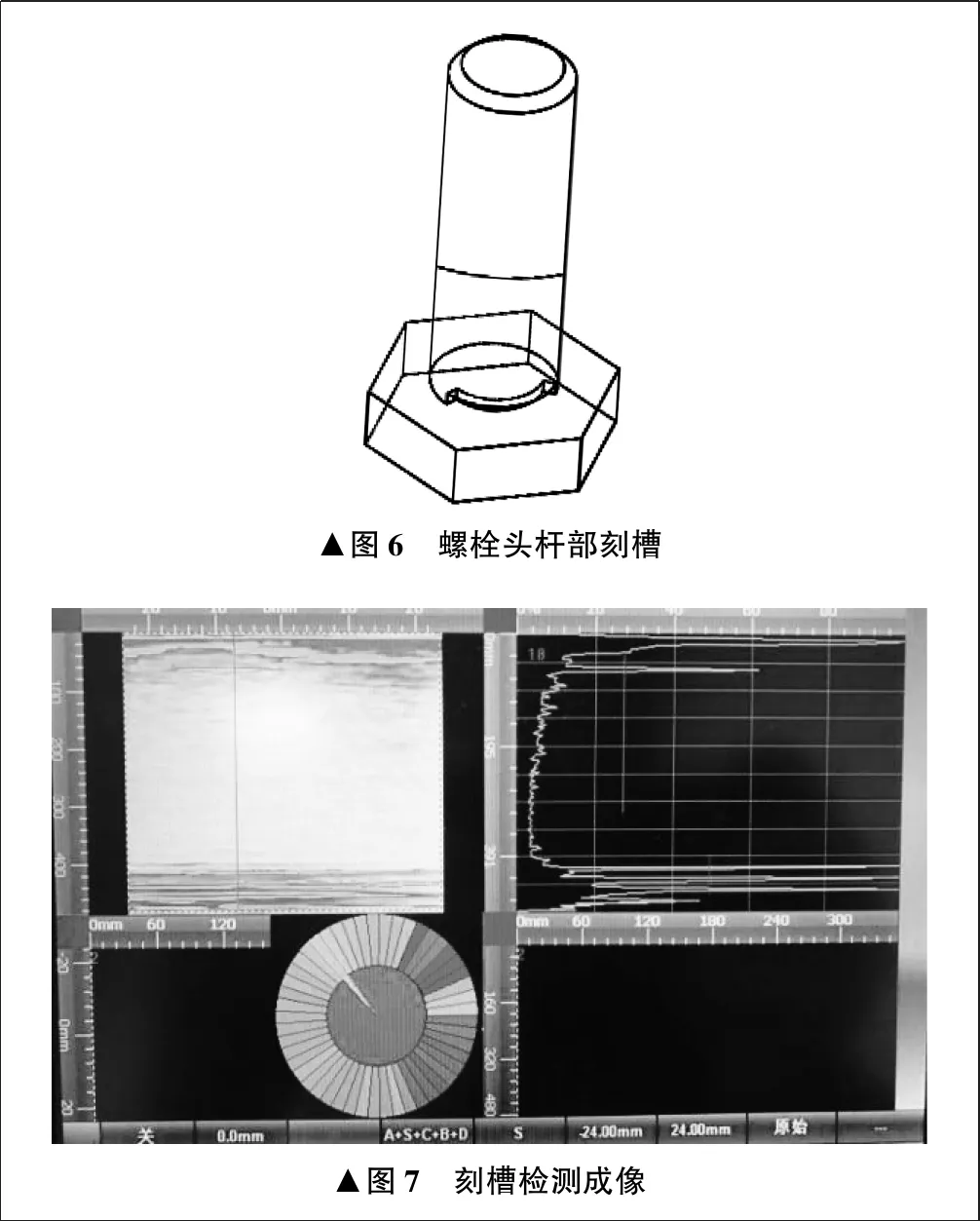
为了验证整个系统的检测能力,并进行灵敏度调整,使用同材质、同规格的螺栓制作人工对比试块,使用线切割设备在试块上刻深度为0.5 mm或1 mm的刻槽,刻槽位置可在螺栓头杆部结合处,也可在螺纹处[9-10]。螺栓头杆部刻槽如图6所示,刻槽检测成像如图7所示。
5.3 检测结果
选用φ30 mm×420 mm外六角螺栓,材质为40Cr钢,使用周向阵列相位控制超声导波检测方法进行检测,在距检测起点约220 mm处发现缺陷回波。螺栓实际检测状态如图8所示,螺栓缺陷成像如图9所示。


通过检测定位得到螺栓缺陷的深度数据后,对螺栓缺陷部位进行打磨。经渗透检测,验证该位置存在横向缺陷,如图10所示。

经检测确认,采用周向阵列相位控制超声导波检测方法,可以实现电子周向扫描,合成声束,覆盖距离长。可以在单端面进行原位检测,不需要移动传感器,操作工艺简单。环形阵列传感器的应用,满足了带有工艺孔螺栓的检测要求,从而实现了对各种结构螺栓检测的全覆盖。由于单端面检测不需要移动传感器,因此,在役螺栓的检测不需要拆装即可进行,为高速动车组在役螺栓的检测提供了可行方案。
6 结束语
周向阵列相位控制超声导波检测方法是一种较为流行和前端的超声检测方法。这一方法利用超声相控阵设备,将超声导波和周向阵列相位控制相结合,克服了因螺栓结构的不同而给检测带来的限制,满足了螺栓的全位置检测要求,具有优越性。
当然,相对于普通超声检测方法,这一方法工艺略复杂,需综合考虑各项因素,并且要通过试验来验证检测效果。若在试验过程中发现漏检、信噪比太差等情况,还需要对传感器、工艺参数等进行调整,以实现最优化的检测。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
材料工程(2022年2期)2022-02-26
课程教育研究(2021年23期)2021-04-13
电子制作(2019年9期)2019-05-30
航空发动机(2018年4期)2018-09-18
制造技术与机床(2017年10期)2017-11-28
原子与分子物理学报(2015年6期)2015-03-22
浙江大学学报(工学版)(2015年1期)2015-03-01
组合机床与自动化加工技术(2014年9期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01
