降低冷轧乳化液系统轧制油耗的措施研究
2020-04-22 06:23李想
中国金属通报 2020年14期
李 想
(唐山钢铁集团有限公司,河北 唐山 063016)
对于我国而言,当前环境污染问题成为了各行业领域发展过程中首要关注的课题之一,尤其对于钢铁企业而言,能耗问题相当突出,如何实现节能减排是各方人员高度重视的内容。换言之,如何自高能耗、多排放的传统运行模式向具有绿色化、低碳化特点的全新运行模式转变,已成为钢铁企业可持续性发展过程中亟待解决的一项问题。作为冷轧机组中非常重要的工艺环节之一,冷轧乳化液系统需要消耗轧制油、脱盐水、循环冷却水、蒸汽等,并产生处理难度较大的冷轧含油废水。从这一角度上来说,基于对工艺设备的设计改进以及对生产现场的管理油耗,实现对系统油耗的控制,减少废水排放,意义是相当重大的[1]。
1 油耗及排污
冷轧乳化液系统运行期间所涉及到的乳化液从本质上来说具有油水混合物的特点,原油为合成脂,是现代冷轧轧制工艺中的核心介质之一,吨钢单位油耗是对冷轧乳化液系统成本进行评估的关键依据之一。同时,为确保乳化液自身性状需求得到满足,需要基于蒸汽对供液箱中乳化液进行加热处理,确保其温度维持在合理范围内。为方便轧机冷轧工艺进行,需要通过沿乳化液供液管路设置冷却器装置的方式,实现对乳化液供液温度的灵活调节与控制,因此对于整套冷轧乳化液系统设备而言,日常维护以及定期检修中势必会涉及到废水产生与排放的问题,如何在积极应对上述问题的基础之上,实现对轧制油耗的合理控制,成为业内人士高度重视的一项课题[2]。
2 工程概况
XX 冷轧板带钢厂配置酸轧联合机组,设计年产量为180 万吨,工艺模式为5 机架连续轧制,产出产品宽度区间为900mm~1600mm,厚度期间为0.4mm~2.5mm。乳化液系统作为冷连轧机组的核心系统之一,发挥对带钢以及轧辊进行冷却、润滑以及清洁的功效,其油耗水平可直接用于对冷轧乳化液系统使用、维护水平的评价,对生产成本产生重要影响。整套冷轧乳化液系统由供乳、回乳这两大模块构成。前者负责面向1#~5#轧机提供生产所需乳化液支持,分A 系统以及B 系统,乳化液温度应控制在50℃~55℃区间内,且呈现半稳定~稳定的乳化状态;后者则负责将轧机使用后的乳化液收集汇总,并通过过滤、撇油、加热冷却等一系列处理措施,重新提供给供乳系统循环使用。
3 带钢表面反射率调节
冷轧乳化液系统轧制油耗的一大关键影响指标即反射率。正常情况下带钢表面反射率在40%~45%区间内,因此必须经常性启动撇油系统以达到净化乳化液的目的,这一过程中同样撇走了大量的轧制油,造成轧制油耗的增加。因此,为实现对轧制油耗的合理控制,关键在于促进带钢反射率指标的改善。具体可以从如下几个方面着手。
(1)促进酸洗质量提升。冷轧乳化液系统运行过程当中所选用漂洗水氯离子含量过高,伴随带钢运行进入乳化液内,导致乳化液中表面活性水平下降,直接以影响轧制油稳定性以及耐磨、耐压性能,表面有大颗粒油珠形成,润滑条件无法达到理想状态,带钢板面残油附着大量铁粉,导致板面清洁度下降,影响乳化液润滑性能。在乳化液氯离子超标的情况下,需要对部分乳化液进行排放以促进轧制油用量的提升,确保生产所需。主要原因在于酸洗环节中挤干辊出现严重磨损,同时漂洗用水水质不达标。为解决这一问题,促进酸洗质量的提升,关键是在整套冷轧乳化液系统运行过程当中沿1#以及5#漂洗槽增加电导率仪并动态监控,落实交接班挤干辊检查更换制度,并对漂洗用水进行定时取样送检[3]。
(2)对轧机出口吹扫系统进行改进。整套冷轧乳化液系统中,5#轧机出口吹扫系统在带钢高速运转状态下无法实现气幕的完全各段,导致带钢表面滴落大量乳化液,甚至可能受雾化因素影响导致乳化液于出口设备大量凝结,对带钢造成二次污染。通过对该问题产生原因的分析,为实现对轧制油耗的控制,可以尝试在对出口空间进行封闭引导基础之上,在原设计方案中轧机机架中间辊固定式吹扫喷嘴增加可调节角度的连接件,通过合理的调节角度,实现更好的吹扫效果,通过这种方式消除冷轧吹扫环节中的乳化液残留问题,进一步提升反射率水平。
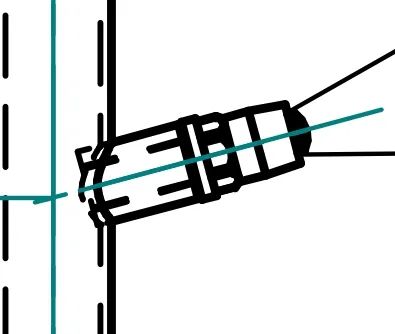
图1 原设计方案喷嘴

图2 可调节角度的连接件
4 乳化液浓度调节
冷轧乳化液系统运行期间,轧制油消耗量会受轧机乳化液浓度的影响,浓度过高、过低都可能造成油耗水平的增加。结合既往系统运行经验来看,当浓度较高的情况下,带钢以及轧辊的冷却效果会受到不良影响,造成打滑,大量轧制油吸附于带钢表面,直接降低带钢反射率水平;当浓度较低的情况下,带钢以及轧辊会出现过度磨损的情况,大量铁粉产生并对轧制油以及皂化物产生吸附作用,冷轧处理后带钢表面发黑,导致浮油量增加。因此,在冷轧乳化液系统运行期间,必须结合带钢规格、速度,对乳化液系统浓度水平进行合理调节。同时,生产期间还应高度重视4#轧机出口部位吹扫系统的隔断性能,以免A 系统、B 系统出现窜液而影响其浓度水平,导致B 系统清洁功效被弱化的现象。
针对B 系统清洁功效被弱化的现象。在乳化液系统上增加了一种能够保持乳化液B 系统洁净度的装置,它的构成包括,乳化液系统自身加热冷却循环泵,由B 系统向A1 箱体、A2 箱体倒液总阀门,A1 箱体、A2 箱体独立阀门,其改进之处在于利用加热冷却循环泵出口备用法兰连接出通向A1、A2 主箱的独立管道与阀门,与传统设计相比较,节省两台(一用一备)单独移液泵。通过定期开启装置使B 系统乳化液浓度以及清洁度得到良好控制,提高了冷连轧机组产品的质量,同时也降低了由于需要对B系统进行更新所进行的乳化液排放量,节约了成本,带来一定的经济效益[4]。
5 乳化液抗污染处理
在当前技术条件支持下,不同厂商所生产乳化液在抗污染能力方面存在较为明显的差异性。一般情况下,乳化液所对应抗污染能力与轧制油耗呈现出反向相关性关系,即在乳化液抗污染能力较强的情况下,轧制工艺油耗偏低。因此,为进一步实现对冷轧乳化液系统运行期间轧制油耗的控制,就应当注意对乳化液污染的预防与控制,具体可以尝试从以下几个方面着手:
(1)预防冷轧乳化液系统机架内部杂油泄露。冷轧乳化液系统运行期间,机架内部所出现的杂油泄露以液压油、工作辊轴承润滑脂、以及油气润滑稀油为主,均具有不可皂化的特点,受杂油泄露因素的影响,导致冷轧过程中所适用润滑液的润滑性能以及皂化性能受到巨大影响,无法承担轧制工艺润滑需求。尤其对于液压油而言,泄露具有总量大、突发性强的特点,相较于轧制油而言残碳含量以及灰分含量明显更高,这会导致冷轧乳化液乳化能力明显降低,破坏其稳定性,因此在日常生产实践中必须予以重点关注,对乳化液系统机架内部杂油泄漏点予以重点关注与发现,尽可能避免乳化液出现报废问题,降低轧制油耗水平。
(2)预防金属变形所致污染物。在冷轧乳化液系统运行过程当中,金属摩擦作用所产生铁粉以及金属变形区域内各类污染物都会对冷轧系统的轧制油耗产生巨大影响。此环节中受金属摩擦作用力影响所产生铁粉颗粒会大量吸附于轧制油表面,导致带钢表面残油量明显增加。与此同时,油品在高温、高压环境下的产生聚合以及氧化反应,此过程中于变形区所形成高聚物具有较大的黏度,容易残留于带钢表面,同样是影响带钢反射率的重要因素之一。
(3)对排放系统乳化液进行定期清理。为预防乳化液污染,尽可能降低冷轧乳化液系统轧制油耗水平,需要按照1~1.5 个月的间隔时间对排放轧机收集槽、乳化液收集箱、以及乳化液污油箱在运行期间所产生的油泥以及油垢进行彻底清理,并充分参考冷轧轧机清洁情况对机架内相关设备与牌坊进行清理,以最大限度缓解冷轧乳化液污染物相对于轧制油耗水平的不良影响。
6 乳化液系统搅拌均匀性
本工程中冷轧乳化液系统A 系统主油箱为320m³,对于轧制油的搅拌混合是相对不利的,这样一来会导致轧制油循环周期过长,且容易自冷轧乳化液系统中偏析形成与颗粒物结合长大杂质,并难以被撇油系统以及过滤系统清除。因此,在遇到计划停车和检修停车期间,持续进行乳环液加热冷却循环的运转和保证5 台功率为2.2kw 搅拌器装置始终投入使用,以此种方式促进冷轧乳化液流动性水平的他生,达到降低轧制油耗水平的目的[5-8]。
7 结束语
本文上述分析中重点围绕冷轧乳化液系统在冷轧运行过程当中的油耗控制措施进行分析与探讨,侧重探讨了如何通过调节带钢表面反射率、调节乳化液浓度、对乳化液进行抗污染处理、以及确保乳化液系统搅拌均匀性等措施,达到降低冷轧工艺处理期间油耗水平的目的。结合本冷轧乳化液系统工程实例,经过为期1 年调试整改,冷轧乳化液系统轧制油耗自吨钢单位0.68kg 下降至吨钢单位0.4kg 以下,达到预期效果。同时还需要值得注意的一点是,在上述措施作用下,带钢表面反射率虽然自低于45%水平提升并稳定在55%左右,但与理想状态还存在一定差距,未来还需要通过进一步强化冷轧乳化液系统维护技术攻关的方式,对原料卷表面质量进行合理优化与改进,以达到进一步提升带钢表面反射率,降低轧制油耗水平的目的。
猜你喜欢
铝加工(2022年3期)2022-11-24
冶金能源(2022年5期)2022-10-14
——缺陷度的算法研究
条码与信息系统(2022年3期)2022-07-05
汽车电器(2022年6期)2022-07-02
一重技术(2021年5期)2022-01-18
世界有色金属(2021年17期)2021-12-25
新疆钢铁(2021年1期)2021-10-14
新疆钢铁(2020年1期)2020-05-24
石油商技(2020年2期)2020-04-26
汽车文摘(2018年2期)2018-11-27