
减少Q235B板坯三角区裂纹生产实践
2020-04-22 12:40李维华郑忠玉林致明牟永安陈贵和张子彦王光文
中国金属通报 2020年3期
李维华,郑忠玉,林致明*,王 伟,牟永安,陈贵和,张子彦,王光文
(福建三宝钢铁有限公司技术中心,福建 漳州 363000)
根据三宝集团公司高层战略管理规划,公司1500mm耐腐蚀热轧卷板项目于2019年6月下旬顺利热试并投产,Q235带钢也作为主打产品进行日常生产,热卷厂生产线为全连轧带钢生产线,生产工艺流程为加热(双蓄热式步进加热炉)-除鳞(炉后除鳞箱)-粗轧(二辊平辊+三立辊五连轧)-切头尾-高压水精除鳞-精轧(立辊轧机+八机架四辊轧机)-卷曲-打包-喷码,生产原料板坯厚度为150mm/160mm/180mm,宽度为500mm~900mm(活动可调),定尺长度为7m~10m,由炼钢五厂120转炉配套配套一台4机4流板坯连铸机生产。由于没有板坯和带钢生产经验,生产之初发现铸坯三角区裂纹比率达到45%以上,裂纹非常严重炉次可达到回炉的级别,并且带有三角区裂纹的铸坯在轧制后导致带钢表面出现裂纹、结疤、折叠、氧化铁皮等不同类型的缺陷,因此,消除板坯三角区裂纹是炼钢五厂当前必须解决的课题。
1 Q235B带钢纵裂缺陷现状
2019年7月初,热卷厂操作人员在带钢产品仓库检测过程中,发现Q235B带钢表面出现如图1所示的“划线状”的表面纵裂缺陷,如图1所示,同时在冷弯试验过程中出现开裂现象。
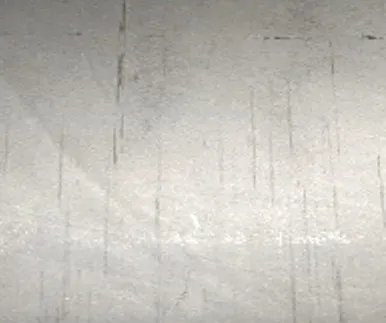
图1 纵裂局部宏观情况
通过从现场剪取试验样进行表面宏观分析,发现裂纹十分明显且手感深度很强,并且裂纹部位处本身较正常部位发黑,说明在加热过程中发生了氧化,此缺陷为典型的带钢表面纵向裂纹缺陷[1]。
2 Q235B带钢纵裂缺陷原因分析
针对带钢纵裂缺陷原因分析的方法有很多,一般是对比无缺陷样,对缺陷部位进行化学成分分析、低倍酸洗、金相组织形貌和力学性能等相关分析[2],通过对比法来查找原因。结合公司现场生产情况,决定采用低倍分析、化学成分分析和金相分析。
2.1 低倍分析
取炉号L119-09997低倍试样,酸洗采用体积分数为50%的盐酸水溶液进行热酸蚀,酸液温度为65℃~80℃,酸浸时间30min,待到预定时间后用流动的热水冲刷试样,观察是否存有裂纹、疏松、皮下气孔和非金属夹杂物等缺陷,酸洗结果如图2和表1所示,从低倍检验结果来看,造成带钢纵裂缺陷的主要原因是三角区裂纹。
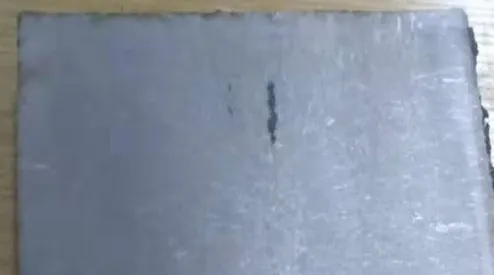
图2 酸洗低倍组织
2.2 化学成分分析
此次分析取五缺陷的带钢对比样4个炉次,炉号从L119-09995~L119-09999共5个炉次的化学成分如表1所示,从表2中可以看出,缺陷试样C含量和锰硫比均偏低。
缺陷样C含量处于0.08%~0.16%之间,钢液在连铸工序冷却过程中易发生包晶反应:,该反应伴随相变过程产生线收缩导致3%以上的体积收缩,Q235钢固液两相区相对较宽,枝晶间偏析较大推迟凝固,有效坯壳厚度降低,容易发生鼓肚,当鼓肚变形超出一定限度时,将导致铸坯撕裂,形成三角区裂纹;因固态钢中硫溶解度低,一般情况下,锰硫比小于25时,S更容易与Fe结合形成低熔点FeS,以I类硫化物夹杂形式分布于晶界处,引起晶界脆性,将明显提高三角区裂纹几率[3,4]。
2.3 金相分析
针对缺陷样进行金相试验,分析夹杂物和组织情况,分析结果如图3、图4、图5和图6所示,分析可知其夹杂物是球状氧化物0.5e级(图3、图4),显微组织是铁素体加珠光体,其中珠光体含量很少。晶粒度都是8.5级,晶粒大多数都有一定的变形(图5、图6),综合来看,夹杂物和组织对三角区裂纹没有显著影响。

表1 低倍组织结果

表2 化学成分分析
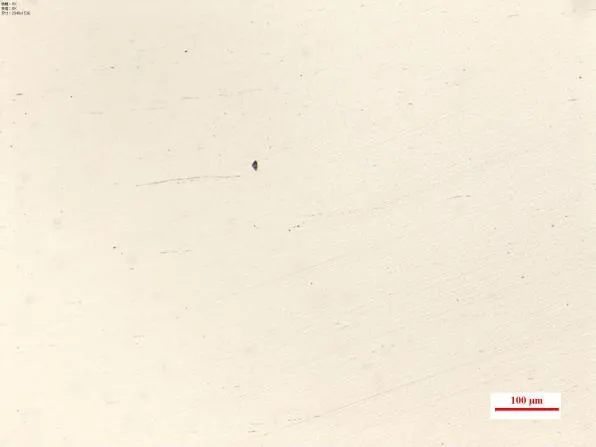
图3 L119-09999夹杂100倍
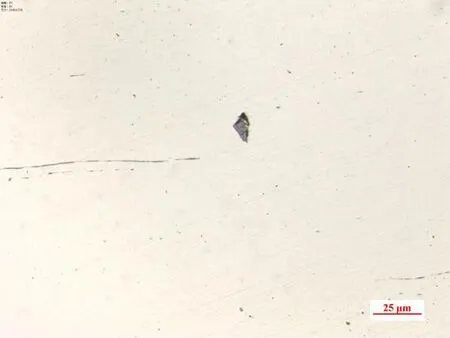
图4 L119-09999夹杂400倍

图5 L119-09999组织100倍

图6 L119-09999组织400倍
3 攻关措施与效果
综合上述分析情况来看,造成带钢表面纵向裂纹缺陷主要原因是C含量和锰硫比偏低,结果现场生产情况,决定采取以下措施。
3.1 攻关措施
3.1.1 提高C含量
提高C含量主要采取一下措施:①根据转炉装入铁水废钢情况准确判断、吹炼过程喷溅情况和终点情况准确判断出钢量和氧含量情况;②提高挡渣率,同时根据出钢量和氧含量情况准确判断合金加入量和脱氧剂加入量;③根据钢水情况进行准确微调成分;④保证吹氩时间≥4min,确保钢水成分均匀性,防止钢水成分不具代表性误导增碳剂不加量[5]。
3.1.2 提高锰硫比
Mn含量一定的情况下,提高锰硫比的重点在于合理降低钢液S含量,降低S含量主要采取一下措施:①加强与炼铁工序的沟通,降低进厂铁水S含量,当铁水S含量高不发避免时,可采取折罐稀释法进行操作,当铁水S含量高于进厂规定上限值时采取退铁铸铁操作;②转炉装入操作保证热量稍富裕,吹炼过程保证温度较高一点,有利于脱S,必要时可以采取“双渣”操作;③提高挡渣率,减少出钢过程下渣,减少回S量。当钢液S含量无法降低到理想值时,可以适量补假Mn铁合金,提高钢液Mn含量[6]。
3.1.3 攻关效果
通过采取以上两种主要攻关措施,炼钢五厂板坯C含量控制在0.17%~0.19%,锰硫比控制在25~30,三角区裂纹缺陷板坯减少85%,带钢表面纵向裂纹缺陷也有了明显改善。
4 结论
(1)通过现场分析,确定Q235B带钢表面缺陷为纵向裂纹缺陷。
(2)通过原因分析,确定造成该缺陷的原因是板坯三角区裂纹,并且造成三角区裂纹的主要原因是板坯C含量和锰硫比均偏低。
(3)通过采取提高C含量和锰硫比的攻关措施,明显减轻了板坯三角区裂纹和带钢表面纵裂缺陷,减少了热卷厂带钢质量废品量。
猜你喜欢
辽宁科技大学学报(2022年1期)2022-05-29
奥秘(创新大赛)(2021年3期)2021-11-27
中南大学学报(自然科学版)(2021年10期)2021-11-25
商品与质量(2021年17期)2021-04-23
上海金属(2020年5期)2020-09-26
鞍钢技术(2020年3期)2020-06-22
中国金属通报(2019年12期)2019-04-26
中国金属通报(2019年9期)2019-01-03
中国化工贸易·中旬刊(2018年11期)2018-10-21
安徽冶金科技职业学院学报(2018年3期)2018-09-04
