定宽压力机定宽过程中金属流动规律与板坯断面形状研究
2021-11-25 11:11彭文武文腾万子龙李旭东张殿华
中南大学学报(自然科学版) 2021年10期
彭文,武文腾,万子龙,李旭东,张殿华
(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110819;2.首钢集团有限公司技术研究院,北京,100043)
通过定宽压力机(sizing press,SP)对板坯进行全长方向的连续在线侧压[1],获得多种规格的板坯尺寸,大大降低了原始铸坯尺寸对成品规格的限制,有助于降低板柸库存;定宽压力机的调宽能力大、调宽效率高、变形渗透性好等优点使其在热轧生产过程中得到了广泛的应用[2-4]。常见的定宽压力机有IHI 连续式大侧压定宽压力机[5-6]、MH走停式大侧压定宽压力机[7]、SMS启停式定宽压力机[8-9]以及意大利达涅利DAN双侧双液压缸摆动式4种形式。针对定宽压力机的结构和运动原理,刘松等[7]对宝钢1 880 mm MH定宽机的结构特点做了详细分析,刘力改[10]比较了卧式定宽机与立式定宽机的结构异同,李嘉牟[2]对板坯的定宽系统的运动特性进行了详细研究,李峰[11]优化了SP 建立同步的方法,改进后能更准确更迅速地达到同步效果。板坯在定宽后,由于金属的不均匀变形,板坯断面呈狗骨状,板坯断面形状无法使用仪表进行在线精确测量,不利于后续粗轧过程的厚度和宽度的精准控制。
为探究定宽过程中板坯的金属流动情况,国内外学者开展了一系列的研究工作,CHUN等[12-13]对比研究了定宽压力机减宽与立辊减宽时板坯变形的异同;吴林[14]利用有限元软件研究了工艺和设备参数对定宽后板坯质量的影响;SASAKI等[15]对定宽压力机侧压力对板坯边部变形的影响规律进行了讨论;FOADIAN 等[16]分析了板坯在定宽过程中表面缺陷的变形行为;宁林新等[17]研究了锤头倒角对锤头在定宽过程中受力的影响;冯宪章等[18]研究了定宽过程中轧制力的变化规律;关丽坤等[19]研究了板坯定宽过程中的侧压冲击力及应力状态变化情况,得到了板坯厚度、宽度及冲击力对狗骨高度的影响规律;杨光辉等[20]利用有限元分析了定宽过程中板坯变形和应力变化规律;KO 等[21-22]研究了锤头形状对板坯变形的影响。在目前的研究工作中,主要是对定宽过程的锤头侧压力和板坯大变形进行了分析,尚未有文献给出断面形状的描述,准确的狗骨断面描述对后续板坯宽度控制至关重要。针对此问题,本文作者以某热连轧启-停式定宽压力机作为研究对象,使用ANSYS/LS-DYNA,建立定宽压力机锤头和板坯的有限元模型,系统分析板坯初始参数和侧压量等工艺参数对板坯断面形状的影响规律,进一步建立断面形状描述模型,为后续生产过程的厚度、宽度控制提供理论依据,有助于提高控制过程的稳定性[23]。
1 定宽压力机基本概念
1.1 定宽压力机工作方式
定宽压力机的工作方式有2 种:启-停式与连续式。启-停式定宽压力机工作时,板坯通过传送辊道和夹送辊启-停式步进,再配合锤头进行周期性压下,实现定宽过程。连续式定宽压力机工作时,锤头与板坯同步向前运动,同时锤头在板坯宽度方向进行压下,板坯在前进过程中即可完成调宽,大大加快了生产速度。定宽压力机在生产线中位于高压水除鳞装置之后,粗轧机组之前,典型布置如图1所示。在实际生产过程中,定宽压力机前和粗轧机组后安装有测宽仪,分别用于初始板坯和中间坯的宽度测量,但测宽仪仅能测量板坯宽度,无法测量板坯断面形状。

图1 热轧设备分布Fig.1 Distribution of hot rolling equipment
图2所示为定宽压力机定宽过程三维模型图和定宽工作原理图。从图2(a)可见:侧压后的板坯断面形状变成狗骨形,同时板坯整体厚度有所增加。在图2(b)中,锤头工作时,锤头斜面部分先与板坯接触,进行小侧压,之后锤头水平部分压下,达到工艺要求的侧压量。

图2 SP定宽过程Fig.2 SP process
1.2 狗骨断面划分
图3所示为板坯定宽前后的横断面轮廓示意图,板坯经过侧压之后,在边部区域产生狗骨,同时板坯中部变厚。图3中:H0为板坯初始厚度;B0为板坯初始宽度;Hb为狗骨厚度;B1为侧压后的宽度;C为狗骨影响区;Hc为侧压后板坯中部厚度。将狗骨厚度与板坯初始厚度之差(Hb-H0)定义为狗骨高度;将侧压后板坯中部厚度与板坯初始厚度之差(Hc-H0)定义为中部高度。

图3 定宽前后板坯的横断面轮廓图Fig.3 Cross-sectional contour drawing of slab before and after sizing press
为便于讨论,将定宽后的狗骨断面按照断面斜率的变化情况划分为2个部分即狗骨影响区域和板坯中部区域[24];图4所示为某一规格的板坯定宽后,板坯上表面的1/4断面曲线以及该部分断面曲线的斜率变化情况。从图4可见:由板坯中间位置到边部时,断面曲线的斜率在某一位置发生突变,故定义此位置为狗骨影响区和中部区域的分界线,并将中部区域的厚度平均值作为定义为板坯中部厚度Hc。

图4 板坯狗骨断面划分示意图Fig.4 Section division of dog bone shape
2 有限元模型的建立
以启-停式定宽压力机为例,分析定宽后的金属流动情况及板坯断面形状。连续式定宽压力机工作时,板坯与锤头在板坯运动方向呈相对静止状态,板坯只在宽度方向受压力,板坯变形情况与使用启-停式定宽压力机调宽时基本一致,因此认为基于启-停式定宽压力机进行的研究结果同样适用于连续式定宽压力机。
2.1 模型参数确定
建模时所需的材料属性[17-18]如表1所示。
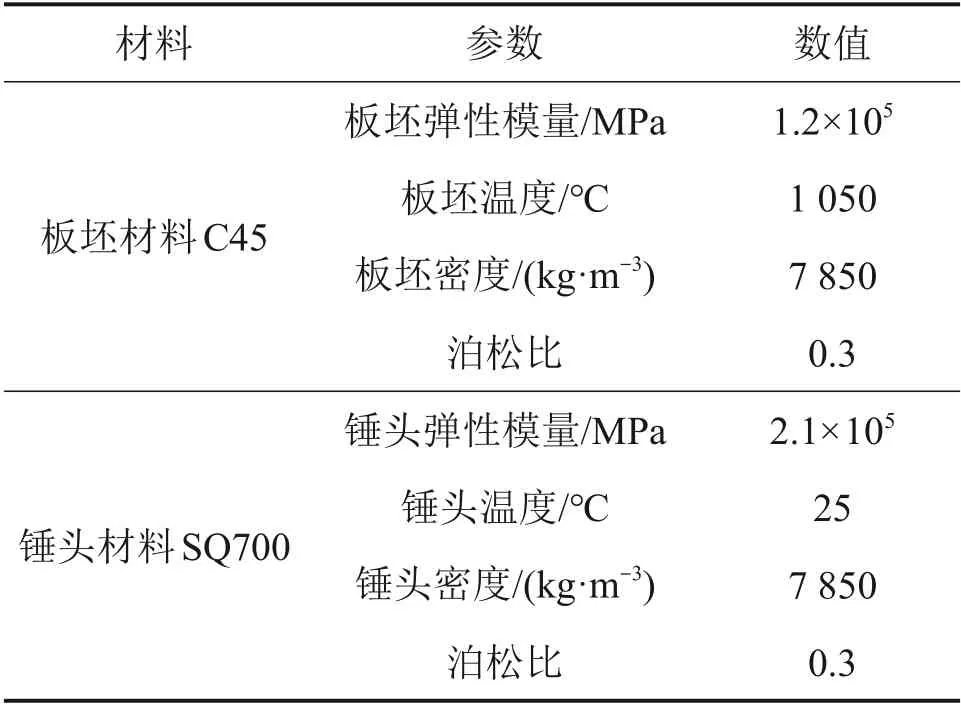
表1 有限元模型参数Table 1 Parameters of finite element model
其中,板坯和锤头的摩擦设置为面面接触,面面接触适用于物体之间发生较大面积及相对较大滑移的接触,能在计算过程中确保无穿透现象,结合文献[25-26],将动摩擦因子设为0.35,静摩擦因子设为0.25。
本文研究板坯初始宽度、初始厚度以及锤头侧压量3个因素对定宽后狗骨断面的影响。变量的取值范围如表2所示。

表2 自变量取值范围Table 2 Value range of independent variable
2.2 模型建立与网格划分
考虑到定宽过程中板坯变形的对称性,选取1/4 模型进行建模,如图5所示。在定宽过程中,板坯处于高温状态,易发生变形,而锤头几乎没有变形,因此设置板坯为弹性体,锤头为刚性体;板坯划分网格用六面体网格,使用SOLID164 单元,锤头划分网格用四面体网格,使用SOLID168单元[27]。其中,锤头采用自由网格划分,单元数目为1 225 个,板坯以宽度×厚度×长度为1 300 mm×230 mm×2 700 mm 的模型为例,采用映射网格划分方法,网格大小一致,单元数目为63 360个。
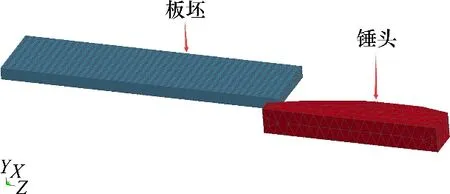
图5 定宽过程有限元模型Fig.5 Finite element model of SP process
2.3 条件设定
2.3.1 板坯边界条件设定
板坯建模时采用1/4建模,需要设定板坯模型对称面位移约束。在板坯宽度方向对称面上施加Ux=0 的约束条件,在厚度方向对称面施加Uy=0 的约束条件。
2.3.2 板坯和锤头运动曲线设定
定宽压力机锤头沿着板坯宽度方向运动,图6和图7所示分别为在侧压量为260 mm 时,板坯和单个锤头的运动曲线图。依据图5的建模位置,板坯沿着Z方向运动,锤头沿着X方向运动,1 次完整定宽动作的时间为1.2 s。由于定宽压力机在定宽开始和结束时会产生不稳定变形,取定宽进入稳定变形阶段的数据进行分析,本次模拟共采用10次定宽动作进行模拟,保证有4~5次稳定定宽阶段,总定宽时间为12.9 s。由于板坯位移载荷的施加,板坯定宽时在长度方向的变形将会受到约束。
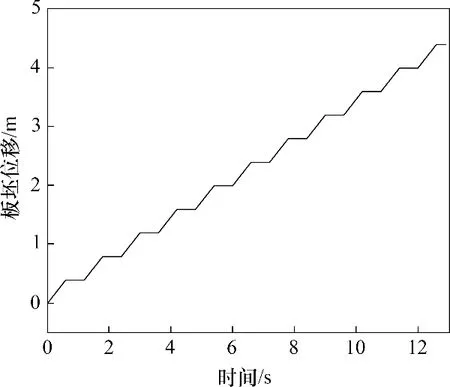
图6 板坯位移曲线图Fig.6 Curve of slab displacement

图7 锤头位移曲线图Fig.7 Curve of tool displacement
3 有限元结果分析
对于大塑性变形的金属,定宽压力机的侧压量比较大,变形能够深入到板坯中部,板坯整体发生塑性变形,板坯在定宽过程中体积不发生变化,侧压量转化为厚度方向的延伸,引起板坯厚度的增加;根据最小阻力定律:当变形体质点有可能沿不同方向移动时,物体各质点将沿着阻力最小的方向移动,因此,相对于板坯中部,边部的变形更集中,引起的厚度增加幅度较大,这种局部厚度的增加导致板坯边部出现鼓形,使得截面呈狗骨状。
图8所示为板坯定宽后的应力云图。从图8可见:除去头尾的不规则变形阶段,板坯在长度方向出现明显的应力循环,即判定此部分为稳定变形区,选取此部分数据来研究定宽过程中金属流动的规律。

图8 板坯定宽后的应力云图Fig.8 Stress cloud diagram after sizing press
3.1 狗骨高度影响规律
图9所示为板坯宽度1 300 mm 时,板坯初始厚度与侧压量变化对狗骨高度的影响规律。从图9可以看出:在同样的侧压量下,随着板坯初始厚度的增加,板坯边部局部变形增加,狗骨高度变大;在侧压量为140 mm 时,板坯初始厚度由215 mm 增加至275 mm,狗骨高度由83.84 mm 变为90.96 mm,增加量为7.12 mm;侧压量增大至320 mm,板坯初始厚度由215 mm增加至275 mm,狗骨高度由129.60 mm 变为155.35 mm,增加量为25.75 mm;当板坯初始厚度一定时,随着侧压量的增加,板坯边部变形量增加,狗骨高度逐渐变大;当初始厚度为215 mm,侧压量由80 mm 增大至320 mm 时,狗骨高度由44.47 mm 增加至129.60 mm。

图9 板坯初始厚度对狗骨高度的影响Fig.9 Influence of initial thickness of slab on dog bone height
图10所示为板坯初始厚度为230 mm时,板坯初始宽度与侧压量变化对狗骨高度的影响规律。从图10可以看出:在同样的侧压量下,随着板坯初始宽度增加,变形向板坯中部渗透,边部局部变形减少,狗骨高度缓慢减小;当板坯宽度达到一定程度时,板坯变形难以渗透到板坯中部,边部变形量一定,狗骨高度趋于平稳;当侧压量为140 mm时,板坯初始宽度由1 100 mm 增加至1 800 mm,狗骨高度由87.71 mm 减小为87.63 mm,变化量为0.08 mm;当侧压量为320 mm时,板坯初始宽度由1 100 mm增加至1 800 mm,狗骨高度由144.46 mm减小为136.08 mm,变化量为8.38 mm。板坯初始宽度相同时,随着侧压量增加,边部变形增加,狗骨高度变大;当初始宽度为1 300 mm,侧压量由80 mm增大至320 mm时,狗骨高度由48.14 mm增加至137.46 mm。

图10 板坯初始宽度对狗骨高度的影响Fig.10 Influence of initial width of slab on dogbone height
3.2 中部高度影响规律
图11所示为板坯初始宽度为1 300 mm时,板坯初始厚度与侧压量变化对中部高度的影响。从图11可以看出:当侧压量较小时(<140 mm),板坯心部基本未发生变形,说明变形集中在板坯边部;随着侧压量增加,变形逐渐向心部渗透,中部高度逐渐增加,并且板坯初始厚度越厚,中部高度变形越小。当侧压量为140 mm时,板坯初始厚度由215 mm变化至275 mm,中部高度由0.48 mm减小到0.17 mm,变化量为0.31 mm;当侧压量为320 mm时,中部高度由25.68 mm减小至15.54 mm,变化量为10.14 mm。在相同的初始厚度下,中部高度随着侧压量增加而增加;在板坯初始厚度为245 mm,侧压量由80 mm增加至320 mm时,中部高度由0.01 mm增至20.84 mm。

图11 板坯初始厚度对中部高度的影响Fig.11 Influence of initial thickness of slab on height of middle part
图12所示为板坯初始厚度为230 mm时,板坯初始宽度与侧压量变化对中部高度的影响。从图12可以看出:当侧压量较小时(<140 mm),板坯变形基本未渗透到板坯心部,变形集中在板坯边部;当侧压量增大时,变形渗透加深,中部高度逐渐增加,并且板坯初始宽度越宽,渗透越难以进行,中部高度越小。在侧压量为200 mm时,板坯初始宽度由1 100 mm增至1 800 mm,中部高度由5.38 mm减至1.08 mm,变化量为4.30 mm;而当侧压量为320 mm 时,中部高度由28.70 mm 减至9.59 mm,变化量为19.11 mm;当板坯初始宽度为1 400 mm时,侧压量由80 mm 增至320 mm,中部高度由0.04 mm 增至19.16 mm。

图12 板坯初始宽度对中部高度的影响Fig.12 Influence of initial width of slab on height of middle part
3.3 狗骨影响区影响规律
图13所示为板坯宽度为1 300 mm时,板坯初始厚度与侧压量对狗骨影响区所占比例的影响。从图13可见:在同样的侧压量下,板坯初始厚度越厚,边部局部变形越严重,渗透越深入,狗骨影响区所占比例越大;当侧压量为200 mm,板坯初始厚度由215 mm 增至275 mm 时,狗骨影响区所占比例由57.63%增大至68.00%。同时,在相同初始厚度下,随着侧压量增加,板坯整体变形增加,边部变形渗透加深,狗骨影响区所占比例扩大;在板坯初始厚度为245 mm,侧压量由80 mm增加至320 mm时,狗骨影响区所占比例由49.12%扩大到72.16%。
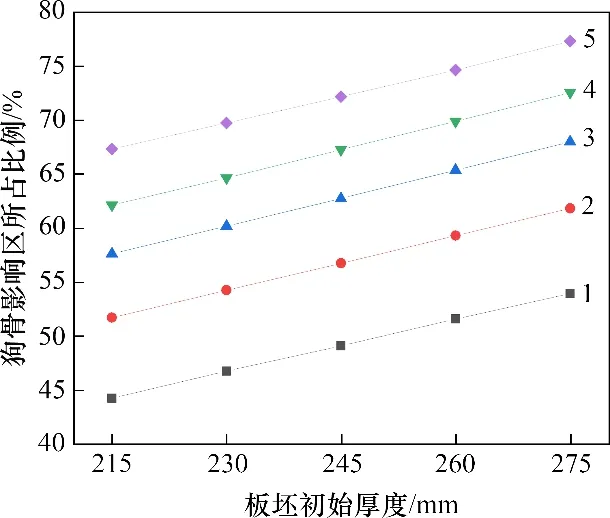
图13 板坯初始厚度对狗骨影响区的影响Fig.13 Influence of slab initial thickness on dog bone affected zone
图14所示为在板坯初始厚度为230 mm时,板坯初始宽度与侧压量对狗骨影响区所占比例的影响。由图14可见:当侧压量一定时,板坯越窄,板坯局部变形越深入,狗骨影响区所占比例愈大;当侧压量为200 mm,板坯初始宽度由1 100 mm增至1 800 mm时,狗骨影响区所占比例由71.01%降至44.00%;在同样的初始宽度下,随着侧压量增加,边部变形渗透越深入,狗骨影响区所占比例增加;当板坯初始宽度为1 400 mm,侧压量由80 mm增加至320 mm时,狗骨影响区所占比例由41.36%扩大到64.02%。

图14 板坯初始宽度对狗骨影响区的影响Fig.14 Influence of slab initial width on dog bone affected zone
4 断面形状的模型化描述
通过上述分析,得到各工艺参数对狗骨高度、中部高度和狗骨影响区的影响规律。在实际生产中,若能准确描述断面各参数对狗骨断面形状的影响规律,有助于提升后续粗轧过程的宽度和厚度控制精度。为进一步对定宽压力机定宽后的狗骨断面进行数学描述,对立辊轧制狗骨模型(即Okado公式)进行改进,原模型如下[24,28]:
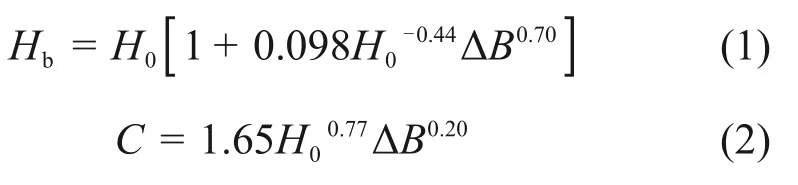
式中:Hb为狗骨厚度,mm;H0为板坯初始厚度,mm;ΔB为锤头侧压量,mm;C为狗骨影响区长度,mm。
立辊轧制过程中,立辊侧压量小,变形渗透较浅,板坯中部基本没有变形,Okado公式中不包含板坯中部厚度Hc;同时该公式只考虑了板坯初始厚度H0和锥头侧压量ΔB的影响,没有考虑板坯初始宽度B0的影响,结合研究内容,对公式进行优化,同时给出板坯中部厚度Hc的计算公式,引入狗骨影响区所占比例Cr的概念:
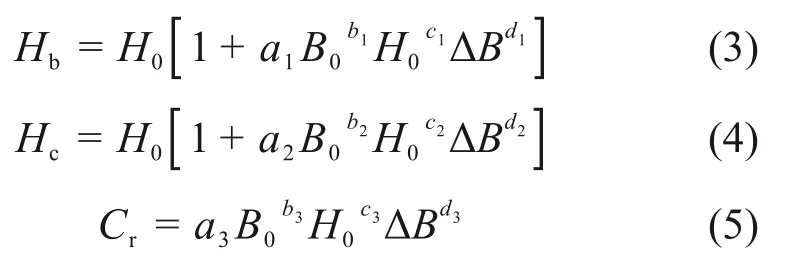
式中:a,b,c和d均为拟合函数待定系数。
利用仿真数据,通过Origin 进行非线性拟合,最终公式如下:


拟合精度如表3所示。
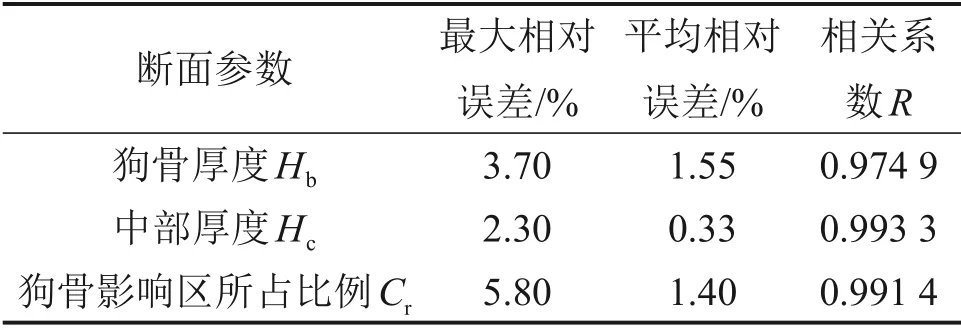
表3 模型参数拟合结果Table 3 Fitting results of model parameter
5 现场验证
为验证模型的预测精度,对现场实际的狗骨形貌进行测量。为减少测量误差的影响,将两侧的狗骨形貌测量值进行均值处理,来料板坯宽度为1 300 mm,厚度为260 mm,侧压量为260 mm,定宽后的现场验证如图15所示,现场各测量点的位置如图15(a)中红线标示,使用多个狗骨断面测量点平均值,得到稳定变形阶段的狗骨断面形貌;现场实测结果、有限元模拟得到断面曲线对比如图15(b)所示。从图15可以看出模拟曲线与现场结果吻合度高,曲线的相对误差为1.20%。
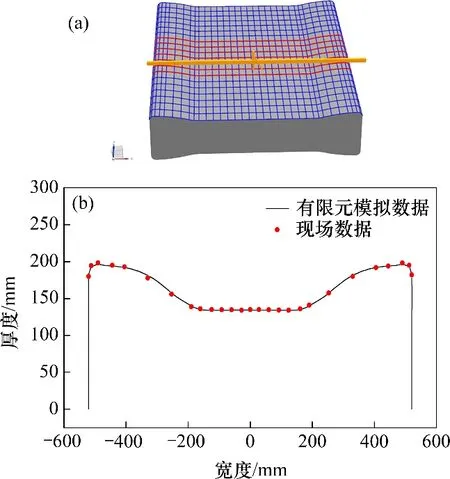
图15 现场验证Fig.15 Actual data certification
进一步将实测结果与拟合模型的计算结果进行比较,如表4所示。狗骨厚度、中间厚度和狗骨影响区所占比例的预测精度分别为98.78%,98.54%和98.10%,验证了所建立模型的准确性。

表4 断面参数预测精度Table 4 Prediction accuracy of section parameters
6 结论
1)建立了定宽压力机定宽过程有限元模型,给出SP 定宽后狗骨断面的划分方式,并给出了断面各部分参数的表述方式,确定了狗骨影响区的位置。
2)研究了不同的板坯初始宽度、厚度和侧压量对狗骨断面的影响规律。随着板坯厚度增加,狗骨高度增加,中部高度降低,狗骨影响区扩大;随着板坯宽度增加,狗骨高度减少,中部高度降低,狗骨影响区缩小;随着侧压量增加,狗骨高度增加,中部高度增加,狗骨影响区扩大。
3)对经典的Okado 公式进行优化,得到板坯初始宽度、厚度和侧压量等工艺参数对狗骨厚度、中部厚度和狗骨影响区的函数关系,并通过现场实际数据验证了所建立模型的有效性。
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
作文小学中年级(2021年6期)2021-12-26
作文小学高年级(2021年9期)2021-12-25
数字技术与应用(2021年10期)2021-11-19
作文·小学低年级(2021年6期)2021-11-02
天涯(2021年4期)2021-09-14
商品与质量(2021年17期)2021-04-23
鞍钢技术(2020年3期)2020-06-22
中国金属通报(2019年12期)2019-04-26
中国新技术新产品(2015年12期)2015-07-18