
燃气轮机用GH4698合金涡轮盘锻造工艺
2020-04-17 06:16宗师李辉张凯西安三角防务股份有限公司
锻造与冲压 2020年7期
文/宗师,李辉,张凯·西安三角防务股份有限公司
燃气轮机涡轮盘材料GH4698是一种特殊的镍基高温合金,其合金化程度较高,锻造时具有较高的变形抗力和较窄的变形温度范围,所以要满足锻件的内在质量要求,必须制定合理的工艺路线。本文从材料的化学成分、锻造工艺、数值模拟和试制生产等方面介绍了涡轮盘的生产过程。经验证通过热处理固溶、时效后的涡轮盘锻件,显微组织、力学性能完全达到使用要求,并且已批量生产,效果良好。
GH4698合金是以γ'相为强化相的沉淀强化型难变形镍基合金,主要强化元素为铝、钛、钼、铌、铬等,其合金化程度较高,锻造时具有较高的变形抗力和较窄的变形温度范围,给锻造带来困难。主要用作大型燃气轮机涡轮盘材料,使用条件恶劣,性能要求苛刻。
锻件的化学成分及性能要求
该涡轮盘锻件的原材料采用牌号为GH4698的高温合金,化学成分要求见表1,力学性能要求见表2。
锻件不得存在过烧、过热组织,表面不得存在空洞、针孔、裂纹、分层、疏松、环形偏析和外来夹杂等缺陷。GH4698属镍基高温合金,该材料锻造温度范围窄,为了获得最佳使用性能,必须精确控制锻造温度,当锻件温度降至再结晶温度以下进行锻造时,会对内部组织造成严重影响,形成混晶。所以要满足锻件的质量要求,必须合理分配镦饼及模锻过程中坯料的变形量,控制在50%~70%,模锻过程中对坯料进行硬包套,保证坯料能够有较高的始锻温度,严格控制坯料在锻造过程中的转移时间及终锻温度。

表1 锻件的化学成分(wt%)

表2 锻件的力学性能
锻造工艺方案
主要工艺路线
从下料开始直至锻件的最终理化完成,确定了以下主要工艺路线,见图1。
主要工艺过程
⑴下料。

图1 锻造工艺路线
用线切割对棒材进行下料,车棒料两端面、倒角,要求两端面垂直度≤0.5°,线切割下料热影响区单边加工量1~2mm,倒角R20~R30mm,不允许打顶尖孔,每段棒料需标记熔炼炉(代)号、锭节号、锻件图号,检验人员需对棒料的尺寸、表面质量、标记内容进行核对。
⑵镦饼。
锻造设备为400MN液压机,加热设备为高温电炉(炉温均匀性±10℃),加热规范见图2。

图2 锻件镦粗加热规范
1)硬包套:保温材料、高温合金粘结剂、石墨粉、0.8~1.5mm厚的1Cr18Ni9Ti不锈钢板,常温下对坯料进行硬包套并做标记;
2)炉温均匀性校准后须在有效期内,毛料必须装在控温合格区内。加热前清扫炉膛,按锭节号装炉,并记录装炉位置,毛料必须单层摆放,且料间距≥100mm。
锻造技术要求:
1)坯料转移时间≤30秒,镦饼前坯料两端面应垫上撒有石墨粉的保温材料;
2)终锻温度≥1000℃;
3)冷却方式:去掉包套散开空冷;
4)吹砂、打磨:排除表面缺陷,其宽深比≥10。
锻造工艺参数:将坯料镦饼至φ775mm×(375±10)mm,详细工艺参数如下。
1)空程阶段:距零点1500~1300mm,速度110mm/s;
2)压制阶段:距零点1300~375mm,速度5mm/s。
⑶模锻。
在400MN液压机上进行模锻,加热设备为高温电炉(炉温均匀性±10℃),模具预热温度250~350℃,预热时间≥12小时,模具润滑采用水基石墨;坯料同样采用硬包套,模锻加热规范见图3,锻造技术要求同镦饼工序,模锻工艺参数如下。
1)空程阶段:距零点950~350mm阶段,速度110mm/s;
2)压制阶段1:距零点350~70mm阶段(欠压50mm),速度 5mm/s;
3)压制阶段2:距零点70~25mm阶段(欠压5mm),速度 1mm/s。
模锻完成后对锻件进行首次粗加工、热处理前探伤、热处理(固溶+时效)、粗加工、最终探伤、理化检测等工序。
数值模拟验证
运用Simufact有限元分析软件对工艺规程进行数值模拟验证,按照工艺规程选定数值模拟参数,分析模锻温度、压制速度、荒形尺寸对最终锻件的成形效果、应变场及温度场的分布影响,最终验证工艺规程的可行性,模拟结果见图4~6。
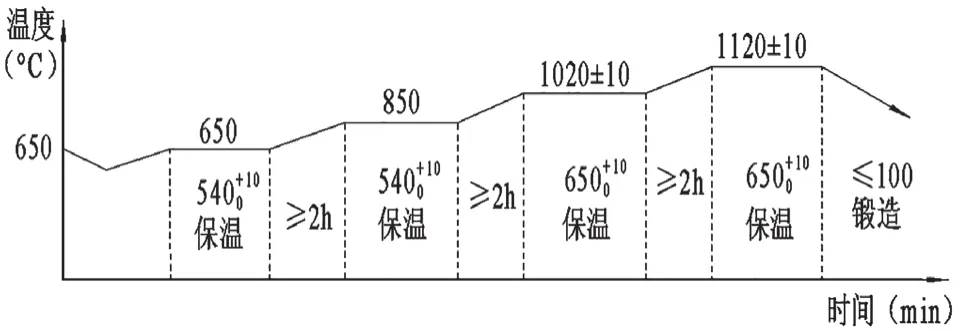
图3 锻件模锻加热规范

图4 应变场模拟结果
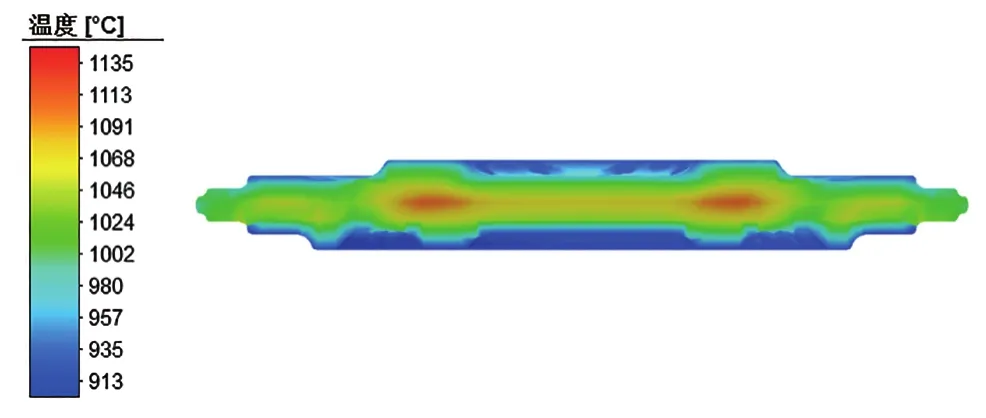
图5 温度场模拟结果
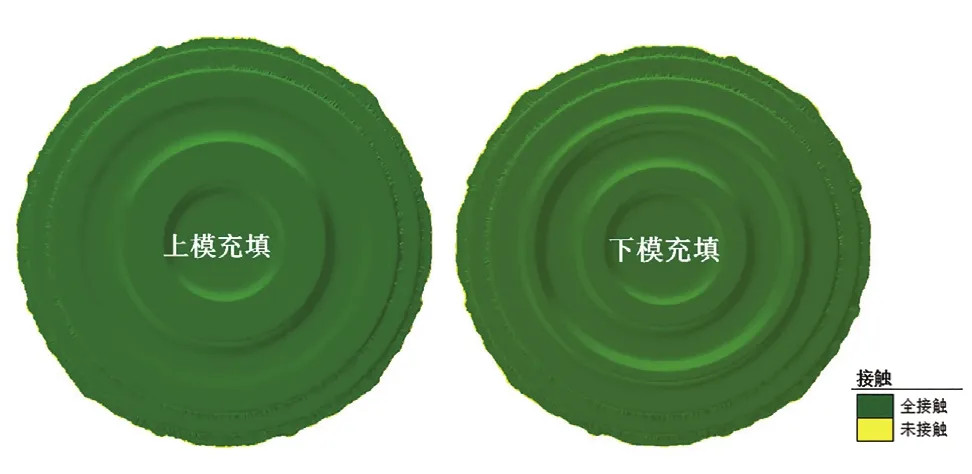
图6 成形效果模拟结果
通过分析图4~6模拟结果,可以发现终锻完成,涡轮盘锻件除表面局部存在温降区域,内部其他部分温度均在1000℃以上,锻件内部最高温度1135℃,内部最大温升15℃;涡轮盘锻件内部所有区域等效应变均在0.7以上,变形充分;成形过程未见异常,锻件上下模充填良好,毛边均匀。
以上数值模拟结果验证了该工艺规程的可行性,为后续试制生产提供了理论基础。
试制生产
按照制定好的工艺方案进行试制生产,具体生产过程见图7。终锻完成后锻件上下模充填良好、毛边均匀,达到了锻件图的外形尺寸要求,最终粗加工交付件如图8所示。

图7 锻件试制生产

表3 锻件的力学性能

图8 粗加工件

图9 锻件显微组织
理化检测
锻件经热处理固溶、时效后,其力学性能见表3,显微组织见图9。锻件经理化检测无过热、过烧组织,晶粒度为2~3级,各项性能指标满足技术条件要求。
结束语
经首批试制及小批量生产证明,该工艺方案生产的涡轮盘锻件满足产品设计及使用要求,现已批量生产,效果良好。
猜你喜欢
铝加工(2022年1期)2022-11-24
铝加工(2022年1期)2022-11-24
金属热处理(2022年7期)2022-11-16
科学技术与工程(2022年25期)2022-10-12
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
锻压装备与制造技术(2021年6期)2022-01-17
锻压装备与制造技术(2021年1期)2021-03-24
民用飞机设计与研究(2020年4期)2021-01-21
大型铸锻件(2020年3期)2020-05-18
