电弧停滞时间对交流断路器电寿命性能的影响研究
2020-04-01 08:52杨义政杨文学李惠敏
电器与能效管理技术 2020年2期
杨义政, 杨文学, 杨 园, 李惠敏
(上海良信电器股份有限公司,上海 200137)
0 引 言
断路器能接通、承载及分断正常工作电流,也能分断过载电流及短路电流[1-4]。低压断路器的灭弧系统一般都采用栅片切割电弧和冷却电弧原理,并依靠触头导电回路产生的磁场驱使电弧进入灭弧室[5-8]。
为了让试验样机能够满足AC 415、690、800 V不同电压下高的电寿命指标,同时也为了提升对开关电弧和灭弧系统的理论水平,对电弧停滞现象进行了有针对性的研究。
1 电弧停滞现象机理
电弧停滞时间的定义[2]:低压开关电器在开断过程中,电弧在触头间呈现到电弧开始运动,需要一定时间,这段时间称为电弧停滞时间ti,电弧停滞时间的定义如图1所示。从电弧电压波形来看,ti是指从触头开断瞬间to到电弧电压波形突然上升的时刻t1之间的时间间隔,即ti=t1-to。
电弧停滞时间对电寿命性能的影响:断路器触头的电寿命决定于触头的电弧侵蚀。这主要是由于开断时电弧的高温所造成的,所以当触头开断时,使电弧斑点迅速移动并离开触头转移到弧角上,即减小电弧停滞时间,将大大有利于提高触头的寿命。若触头开断有效值为I的正弦交流电,则电弧停滞时间ti与触头侵蚀量M的关系可表示为
(1)
式中:k——与材料有关的常数,取1.14×10-8(银合金)。
若取to=0,对于银合金材料,电弧停滞时间与触头间侵蚀量的关系如图2所示,计算值是由式(1)计算所得,与试验结果的变化趋势是一致的。
2 触头灭弧系统的电场仿真
对触头灭弧系统进行电场分析,从电场的角度详细分析现有的灭弧系统和触头系统设计,查找出能够改善的技术突破点,并依据仿真结果进行相应的试验验证,希望最终实现预期的电寿命指标。文献[3]给出了利用Ansys进行电磁学有限元分析的具体方法,现有的触头灭弧系统不配备增磁块,新设计了U型增磁块的技术方案,通过仿真来对比两种不同的技术方案,在电寿命条件下,电弧在银点区域(位置1)、电弧转移到动触头弧角区域(位置2)、动触头打开1 mm开距、2 mm开距、3 mm开距不同情况下,电弧受到的磁场力的对比情况,并根据仿真结果,指导后续的试验验证。触头灭弧系统的材料配置如表1所示。10#钢磁化曲线如表2所示,材料的导电率如表3所示,其中银合金按照纯银导电率处理。
在位置1的仿真中,将电弧模拟成三段,其中J1代表电弧靠近静触头区域段,H1代表动静触头中间区域段,D1代表电弧靠近动触头区域段。电弧位置1动触头开距分别为1、2、3 mm的磁吹力比对如图3~图5所示。位置1(即刚起弧的银点区域)磁吹力仿真如表4所示,磁吹力由于坐标系X轴设置关系,正面的磁吹力力值显示为负数;其中,在D1电弧段开距2 mm条件下磁吹力提升比例达到85.19%,配备导磁块与不配备导磁块相比,磁吹力得到了大幅提升。
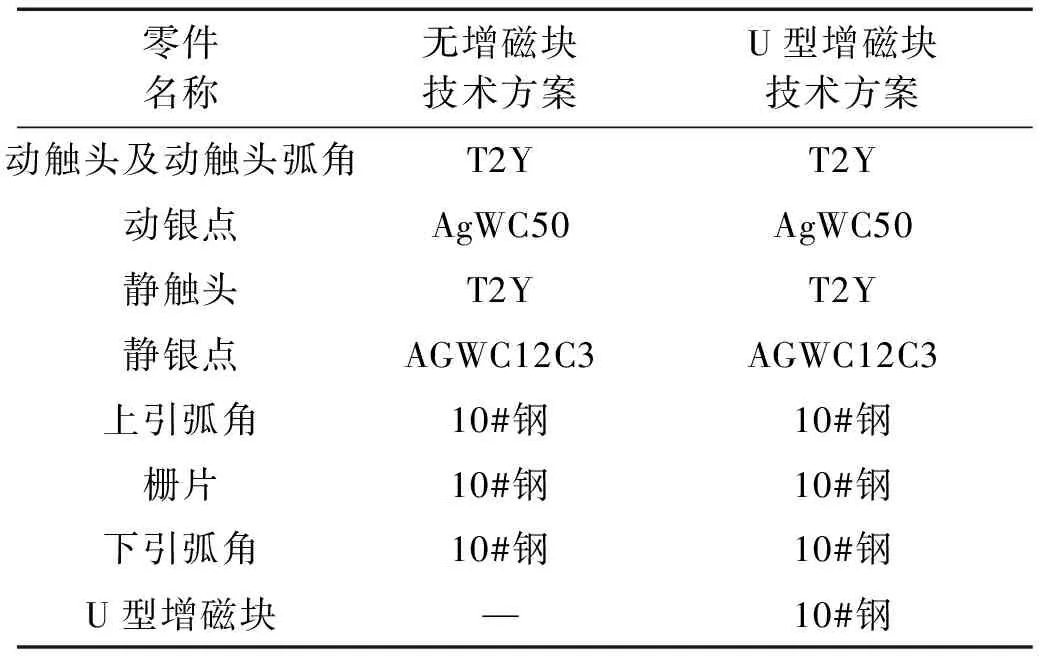
表1 触头灭弧系统的材料配置
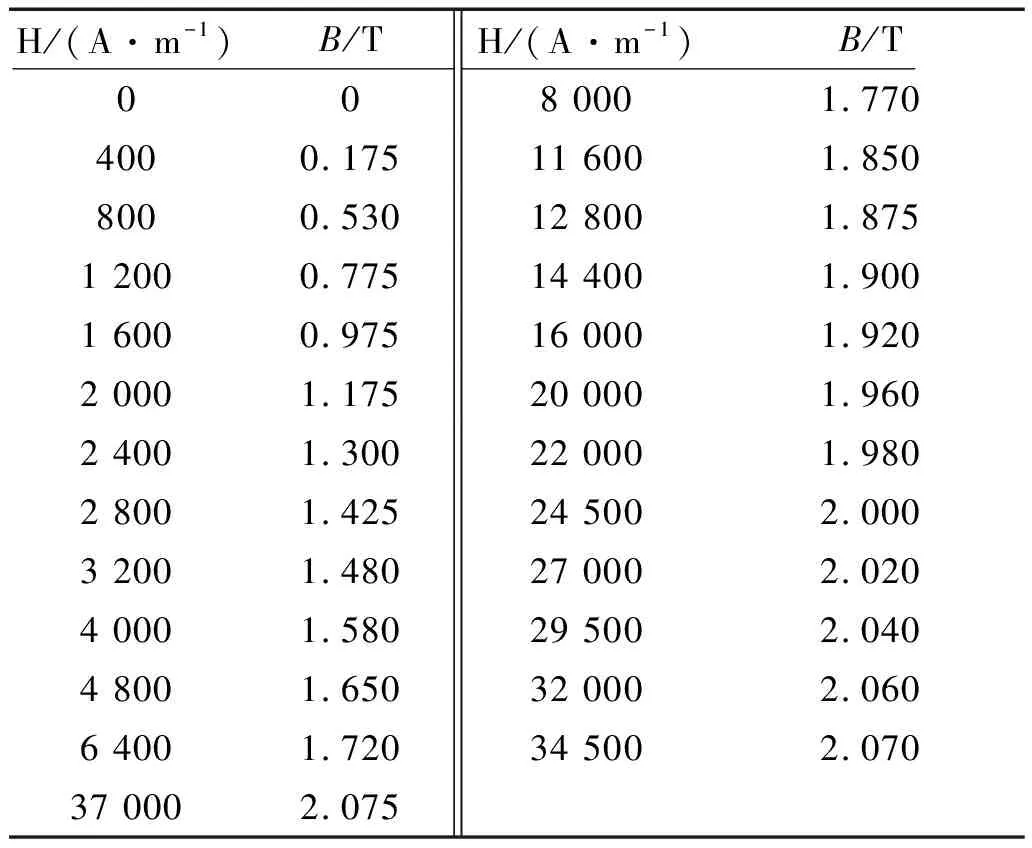
表2 10#钢磁化曲线
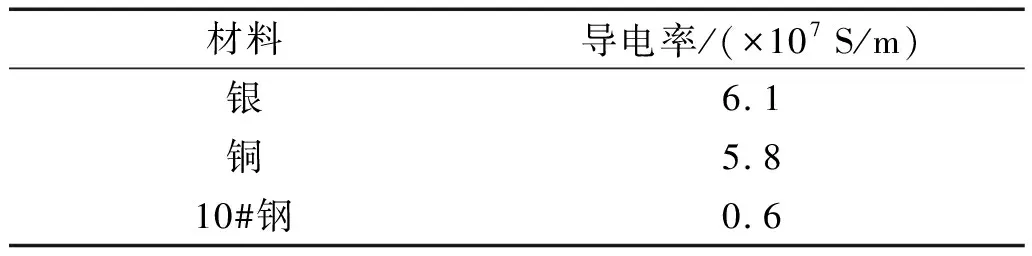
表3 材料的导电率

表4 位置1(即刚起弧的银点区域)磁吹力仿真
在位置2的仿真中,将电弧模拟成九段,其中J1代表电弧靠近静触头区域第一段,H3代表动静触头中间区域第三段,D2代表电弧最靠近动触头区域段,其他电弧段以此类推。电弧位置2动触头开距分别为1、2、3 mm的磁吹力比对如图6~图8所示。位置2(即电弧离开银点转移到动触头弧角区域)磁吹力仿真如表5所示,磁吹力由于坐标系X轴设置关系,正面的磁吹力力值显示为负数;由表5可知,当电弧离开了银点区域转移到动触头弧角区域时,U型增磁块对电弧磁吹力的影响已经很小。
无增磁块技术方案如图9所示。U型增磁块技术方案如图10所示。
比较以上磁吹力数据和可视化图形,可以看出:
表5 位置2(即电弧离开银点转移到动触头弧角区域)磁吹力仿真
(1) 在电弧刚起弧阶段,此时电弧处于银点区域,电弧会对银点产生强烈的损耗作用,配备了U型增磁块的技术方案,在D1电弧段开距2 mm条件下磁吹力提升比例达到85.19%,配备增磁块与不配备增磁块相比,磁吹力得到了大幅提升,能够有效的让电弧更快地离开银点,降低电弧停滞时间。
(2) 随着电弧从银点区域转移到动触头弧角区域,配备了U型增磁块的技术方案与原始技术方案比较,磁吹力无明显变化。
对于以上分析结果,U型增磁块技术方案相较于原方案电弧从银点转移至动触头弧角更快,利于保护银点,有利于降低电弧停滞时间,减少电寿命过程中银点损耗。
3 试验验证
3.1 高速相机拍摄电弧运动
结合仿真结果,设计了4种对比技术方案,其中序号1为使用U型增磁块和不配备增磁块的技术方案对比,目的是对仿真结果进行试验验证;序号2为常规的产品与拆除1相动触头后的产品,目的是验证降低动触头转动惯量从而加快动触头打开速度的效果;序号3为常规2.0 mm 15片栅片和2.5 mm 13片栅片的对比技术方案,比对相同灭弧室空间不同厚度栅片配置的效果;序号4对机构进行优化设计,消除触头停滞,并进行试验验证;使用高速相机拍摄电弧运动轨迹,记录不同对比技术方案的电弧停滞时间如表6所示。
表6 记录不同对比技术方案的电弧停滞时间
高速相机拍摄的电弧运动轨迹如图11所示。可知,U型增磁块对能小幅度降低电弧停滞时间;加快动触头动作速度,能小幅度降低电弧停滞时间;增厚灭弧栅片,能小幅度降低电弧停滞时间;消除触头停滞,能最大幅度降低电弧停滞时间。
3.2 电寿命试验验证
经过仿真计算和高速相机拍摄电弧运动轨迹后,改进了技术方案,根据仿真结果优化了灭弧室和动触头设计,优化了产品机构结构,消除了动触头打开过程的停滞问题,配置了U型增磁块,并进行了电寿命试验,产品的电寿命性能得到了大幅度的提升。电寿命性能对比如表7所示。通过对电寿命波形图分析得知,原始方案燃弧时间达到22.1 ms,电弧停滞时间达到11 ms。原始方案电寿命试验波形图如图12所示。改进方案燃弧时间缩短到6.34 ms,电弧停滞时间缩短到3 ms。改进方案电寿命试验波形图如图13所示。通过缩短电弧停滞时间和燃弧时间,大大减少银点损耗,提升电寿命性能。

表7 电寿命性能对比
4 结 语
通过对触头区域的磁场、触头的开断速度、灭弧室的结构、触头运动停顿这4个因素进行性能比对分析,发现配置有U型增磁块能够降低电弧停滞时间,触头开断速度越快,电弧停滞时间越短,较厚的灭弧栅片能够降低电弧停滞时间,触头停顿对电弧停滞时间影响极大。结果表明,电弧停滞时间越短,断路器电寿命性能越高。
通过对电弧停滞机理的分析阐述,使用磁场仿真手段分析不同技术方案的磁场分布差异对电弧运动的影响,借助高速相机拍摄电弧运动实现了理论与实际相结合的验证方法,为分析提升交流断路器电寿命提供了更加科学的方法。
猜你喜欢
电器与能效管理技术(2022年6期)2022-09-20
表面工程与再制造(2022年1期)2022-05-25
城市轨道交通研究(2022年4期)2022-04-16
中老年保健(2021年8期)2021-12-02
陶瓷学报(2021年4期)2021-10-14
云南电力技术(2021年2期)2021-05-10
军民两用技术与产品(2021年10期)2021-03-16
计算机测量与控制(2021年1期)2021-02-22
作文评点报·低幼版(2020年3期)2020-02-12
华人时刊(2018年17期)2018-12-07