连杆柱塞式热轧卷筒胀缩与缓冲原理分析及设计
2020-03-15 10:21胡世标徐天佑
中国科技纵横 2020年18期
胡世标 徐天佑
(1.湖南科美达重工有限公司,湖南岳阳 414000;2.湖南科美达电气股份有限公司,湖南岳阳 414000)
0.引言
热轧卷取机是热连轧或连铸连轧的带材卷取设备[1],一般卷取温度在550℃~850℃[2]。卷取机应有良好的性能,稳定可靠的工作状态,以减轻卷取开始时带头对助卷辊与卷筒的碰撞冲击,从而减少维护工作量,延长卷筒使用寿命,提高成材率,防止带钢损伤,包括带头冲撞压痕和层间滑动划伤等。
1.卷筒的胀缩与缓冲原理
连杆柱塞式热轧卷筒主要由空心轴、扇形板、芯轴、连杆、柱塞等组成[3],如图1所示。卷筒传动侧的胀缩油缸在液压系统作用下往传动侧拉动芯轴,芯轴上的四棱锥面推动柱塞沿空心轴轴向布置的三组的柱塞孔向外顶开扇形板,实现卷筒张大,胀缩液压缸将芯轴推向操作侧时,带动连杆拉着扇形板向卷筒中心收缩,实现卷筒缩小[3]。
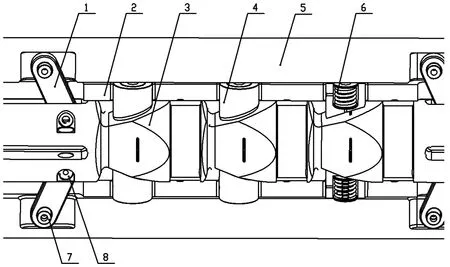
图1 连杆柱塞式热轧卷筒结构形式
为了保证扇形板,柱塞和芯轴表面之间能够贴紧,在柱塞中装有圆柱弹簧,在任一自由状态下,扇形板与柱塞并不直接接触,而是有0.5mm~3mm的间隙,这样有效减少了带头的冲击。在任一自由状态下,连杆都拉住扇形板,使得连杆的运动与斜面机构运动之间不会产生干涉。
2.卷筒胀缩核心零件的设计
柱塞装配体内部有圆柱弹簧5,如图2所示,自由状态下,弹簧上座2的B面对扇形板有一个向外的推力,弹簧上座2与弹簧下座3通过螺钉4连接,弹簧上座的最大行程为5mm[4];连杆上与芯轴连接处的孔为圆孔,与扇形板连接处的孔为腰形孔。
在图1中以芯轴为参照物,假定芯轴静止,卷筒胀缩时,与连杆连接的销轴7绕销轴8作旋转运动,销轴7行走轨迹为弧线,柱塞在芯轴的楔形面上往返移动,柱塞行走轨迹为直线,两个零件运动不同步。扇形板下平面与柱塞之间(图2中A面)会产生间隙,且间隙量会随着连杆的摆动角度而变化,而柱塞中配置的圆柱弹簧可以弥补它们之间的间隙。弹簧在间隙变大而伸长时,弹簧力会减小,故超出弹簧上座允许的伸出量时,扇形板和弹簧上座之间会产生间隙,此时会影响卷筒的正常使用,所以要求柱塞和扇形板之间的最大间隙尽量小。
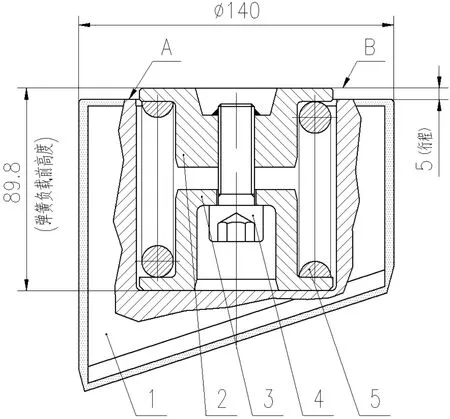
图2 柱塞装配体结构形式
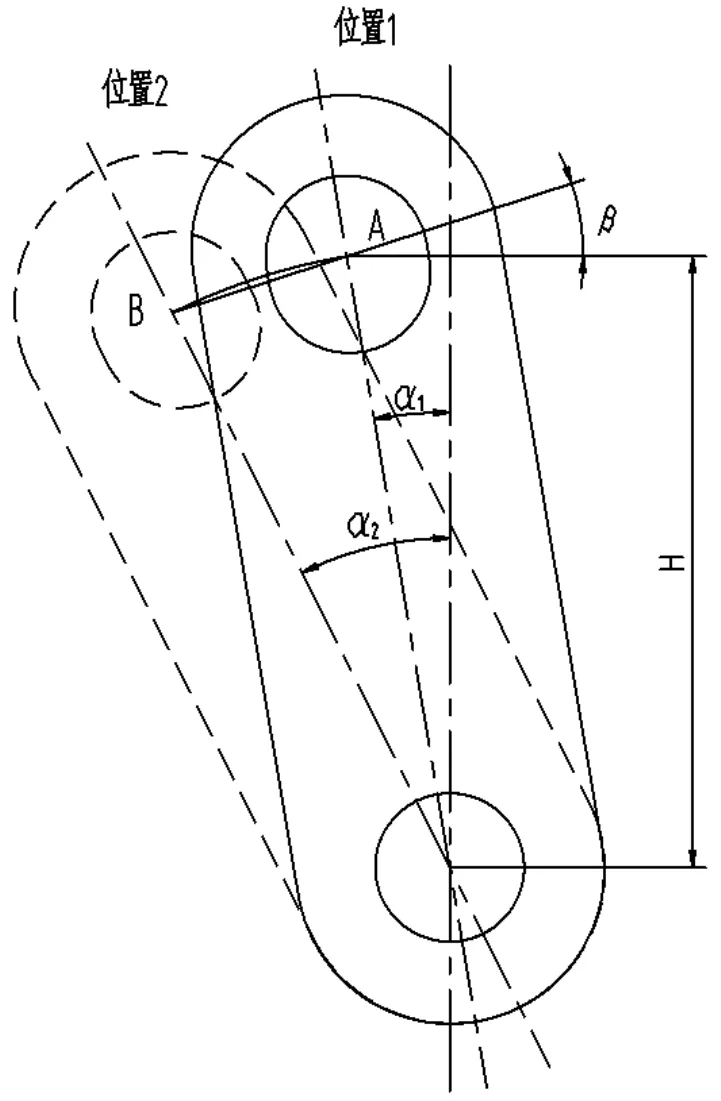
图3 连杆运动轨迹示意图
由于扇形板和柱塞只作径向运动,没有轴向位移,故我们假定芯轴静止,此时扇形板和柱塞相对芯轴产生水平位移,它们的位移量会始终一致,对于柱塞的相对于芯轴的任一位移X1(图4中所示),直线段GF值即为该位置的扇形板和柱塞的间隙,也就相当于芯轴轴向行程为X1时的扇形板和柱塞的间隙值。
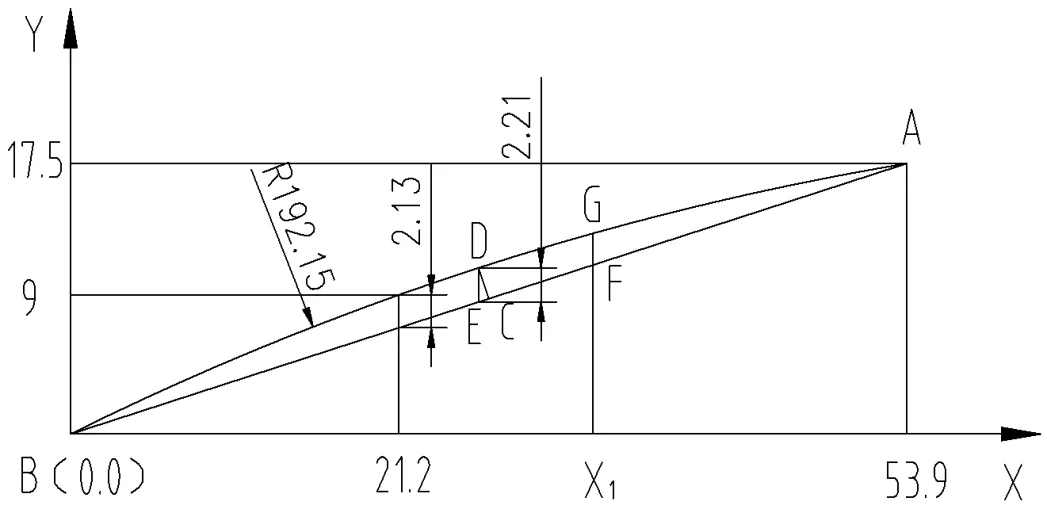
图4 连杆柱塞运动轨迹放大图
当连杆中心线与AB连线夹角成90°时,柱塞和扇形板之间的间隙值最大,其值即为图4中线段DE的长度。图4中的数据为某国际公司设计的连杆与柱塞运动的情形图,从图中可看出,卷筒芯轴的轴向行程为53.9mm,卷筒涨缩范围φ727mm~φ762mm,扇形板径向胀缩量为17.5mm,连杆的长度两销孔中心距为192.15mm[4](腰形孔以外圆弧中心考虑,以下简称连杆孔长度)。扇形板与柱塞之间的最大间隙值为2.21mm加上初始间隙0.5mm,即2.71mm。弹簧设计最大伸缩量(图2)为5mm,保证了卷筒在自由胀缩过程中始终有预压力存在。
假定卷筒预胀工作直径为745 mm,此时自然状态卷筒的单边胀缩量为9mm(如图4所示),间隙为2.13+0.5(初始间隙)=2.63mm,卷筒在卷取带钢时,带钢张力对扇形板产生的径向压力会消除扇形板和柱塞之间的间隙,即卷筒外径变为745-2.63×2=739.74mm,卷筒收缩量为5.26mm。
3.卷筒缓冲核心零件的计算
连杆柱塞式热轧卷筒主要是通过柱塞与芯轴配合斜面来承受卷取钢带的径向压力,柱塞内置圆柱弹簧的作用主要是为缓冲带头对扇形板的冲击,使卷筒胀缩平稳,延长柱塞和扇形板的使用寿命。
当卷筒空载预胀大至最大直径时,扇形板未受径向压力,柱塞与扇形板间的初始间隙约为0.5mm。负载后,因每块扇形板承受的径向压力远大于3组弹簧组的弹力,柱塞与扇形板间的间隙将被消除。径向压力由柱塞传至芯轴,最终由胀缩油缸所产生的轴向力来承担。
扇形板与柱塞间的间隙在卷筒工作时总是变化的,并且直接影响弹簧的压缩量。弹簧在工作行程的弹力大小,会影响卷筒工作时扇形板与柱塞间缓冲效果,弹簧的弹力不足会加大扇形板对柱塞的冲击,降低卷筒的使用寿命。因此,弹簧是否满足设计要求,关系着卷筒的正常使用。
以1780热连轧机组为例,对连杆柱塞式热轧卷筒的柱塞内置圆柱弹簧进行理论核算。每块扇形板重量为650kg,1780热轧卷筒布置三组柱塞装配体,也就是每块扇形板由三个弹簧承受载荷。弹簧的最小工作载荷下的高度和最大工作载荷下的高度必须满足扇形板的结构要求,同时要求最小工作载荷P1至少大于每块扇形板重量的1/3。
圆柱弹簧根据卷筒结构选定规格为:钢丝直径d=14mm;弹簧中径D=70mm;弹簧自由高度H0=88.5mm。

式中:R—弹簧刚度,N/mm;
G—弹簧材料剪切弹性模量,MPa;
D—弹簧中径,mm;
D—弹簧丝直径,mm;
N—弹簧有效圈数。
其中:弹簧材料选取高温弹簧钢,G=79000MPa[5]。
弹簧中径D=70mm;
弹簧丝直径d=14mm ;
弹簧有效圈数n=2.7。
代入公式(1)得出:弹簧刚度接近R≈410N/mm。

式中:R—弹簧刚度,N/mm,
F—弹簧变形量,mm,
P—弹簧负荷,N。
其中:最小变形量F1=88-77.8=10.2mm;最大变形量Fn=88-72.8=15.2mm。
根据公式(2)计算得出的:
圆柱弹簧最小变形下最小负荷P1≈4200N;
圆柱弹簧最大变形下最大负荷Pn≈6200N。
圆柱弹簧最小变形下最小负荷P1约4200N>每块扇形板的重量6500/3≈2167N,满足设计要求。
上述计算结果如图5所示,基本满足某国际公司原弹簧设计要求。
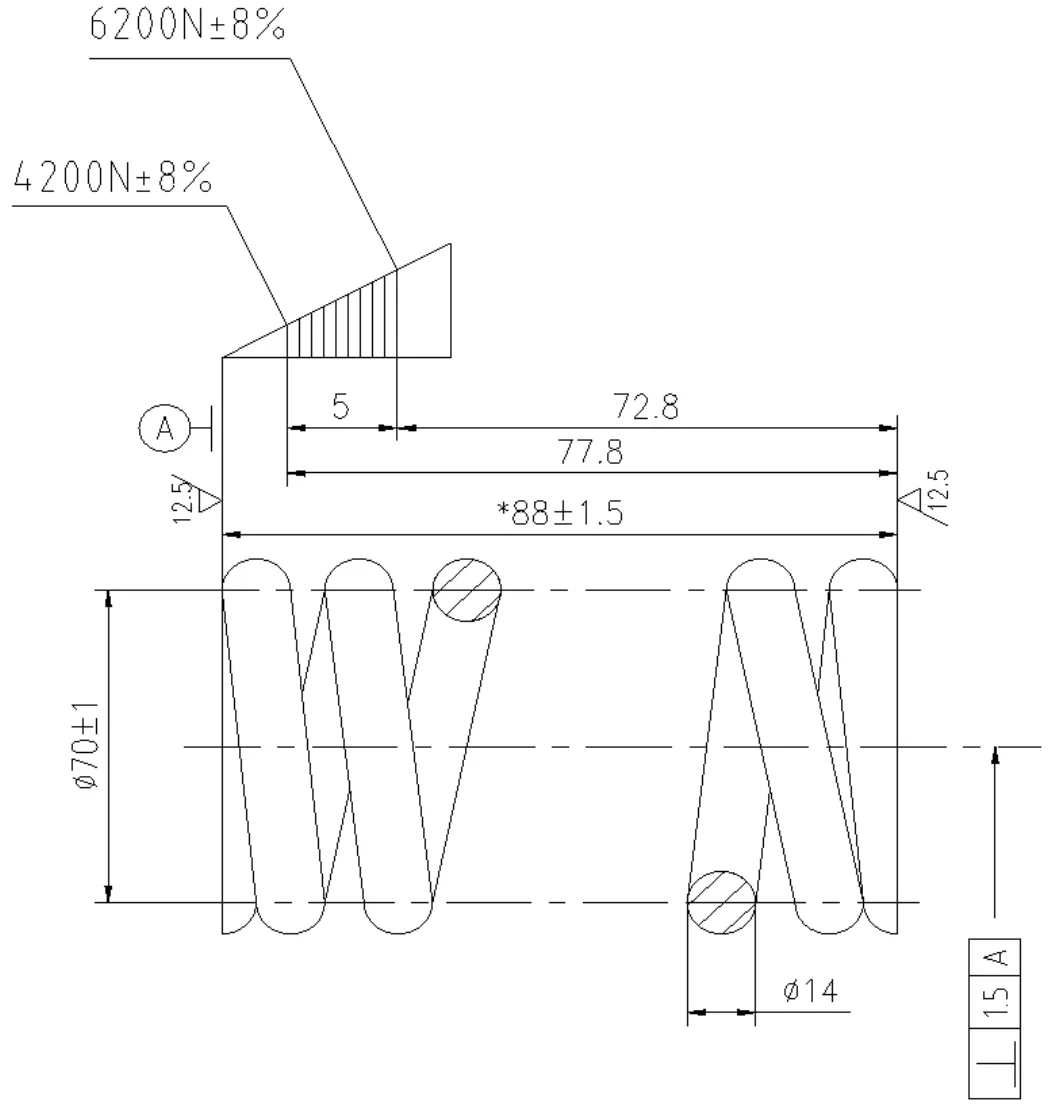
图5 所选圆柱弹簧结构及参数
4.结语
热轧卷筒是热连轧或连铸连轧生产线的核心设备,直接关系着整个生产线的正常运转,只有正常理解和熟悉其工作原理,才能在制造、修复、维护中有的放矢,精准到位,确保设备正常运行,满足生产工艺要求。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
装备制造技术(2020年11期)2021-01-26
重型机械(2020年2期)2020-07-24
钻采工艺(2020年1期)2020-07-21
经济技术协作信息(2018年11期)2019-01-14
新疆钢铁(2016年1期)2016-08-03
装备制造技术(2015年7期)2015-02-20
设备管理与维修(2014年8期)2014-12-25
机电产品开发与创新(2014年4期)2014-03-11
中国重型装备(2013年3期)2013-11-18