电炉垂直皮带机跑偏预防措施
2020-03-15 10:21
中国科技纵横 2020年18期
(安阳钢铁股份有限公司,河南安阳 455000)
0.引言
在电炉冶炼过程中,通过垂直皮带机向炉内和炉后钢包提供各种辅料,以满足电炉冶炼工艺的要求。出于安全考虑,垂直皮带机一般设计成全封闭式的,一旦发生了故障,处理时间通常会比较长,严重制约了电炉的正常冶炼节奏,甚至造成电炉热停。本文主要介绍了电炉垂直皮带机的结构及使用特征,并对照使用过程当中经常出现的皮带跑偏问题,提出了相应的预防及改进措施。通过这些预防措施,可大大降低电炉垂直皮带机的故障率,为电炉高效运行提供有力的设备保障。
1.电炉垂直皮带机
电炉垂直皮带一般位于电炉炉体一侧,靠旋转给料机向炉内及钢包加辅料(如图1所示),受限于旋转给料机的工作半径,电炉垂直皮带一般离炉子很近。电炉冶炼过程中工况非常恶劣,为了保护垂直皮带,必须将皮带进行全封闭(如图2所示);皮带机尾水平段末端装有张紧装置和改向滚筒;垂直段最下端装有压带轮和改向滚筒;垂直段最上端也有一个压带轮,还有多个凸弧段托辊;机头最前端装有驱动滚筒,驱动滚筒轴的一端插在驱动减速机输出轴上,驱动电机通过三角带为整条皮带运转提供动力。为了防止垂直皮带机倒转,驱动减速机都带有逆止器,只能往给料方向旋转。
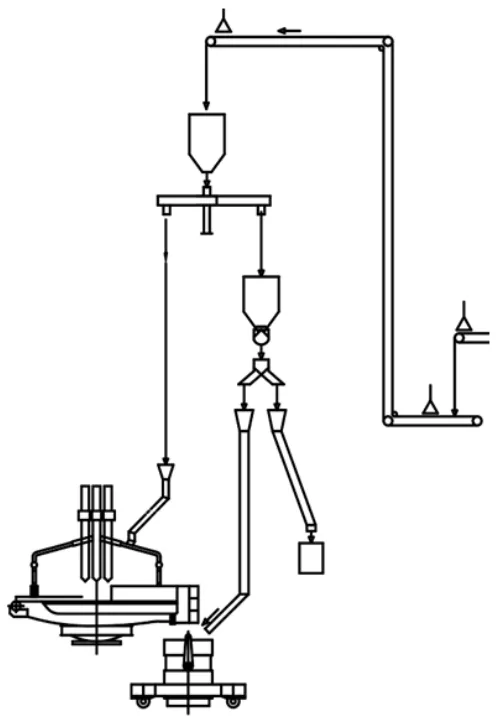
图1 电炉投料示意图
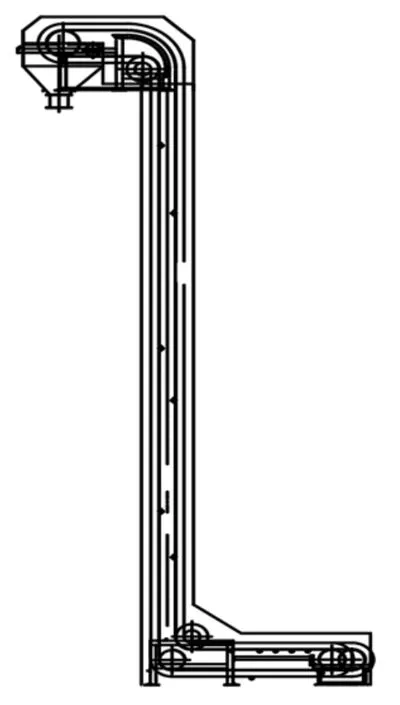
图2 电炉垂直皮带机示意图
电炉垂直皮带机的工作原理为电机、减速机驱动滚筒,通过滚筒与皮带之间的摩擦力带动输送带运行。滚筒按其作用一般划分为传动滚筒和改向滚筒两大类,传动滚筒是传递驱动力的主要部件,改向滚筒用于改变输送带的运行方向或增加输送带与传动滚筒的围包角。
2.电炉垂直皮带机常见故障
皮带输送机运行时,皮带跑偏是最常见的故障,理论上滚筒及托辊的回转中心必须与输送带的纵向中心成直角接触,而且滚筒及托辊必须具有以皮带中心线为对称的直径。皮带跑偏不仅会影响生产,损坏皮带,还会增加整机运行阻力。一旦皮带发生跑偏,如不及时处理,皮带就会逐渐偏离滚筒面,最终导致皮带挤死。由于电炉垂直皮带机不能倒转,且采用全封闭形式,处理皮带跑偏挤死事故非常困难,时间也相对较长,这样势必造成电炉热停。
3.皮带跑偏原因分析
(1)安装皮带基础框架时,皮带机头和机尾基础存在中心偏差,造成机头传动滚筒与机尾滚筒不平行,与机身中心不垂直;当皮带运转开后,由于皮带机头和机尾存在中心偏差,皮带左右两侧受力不均匀,势必出现跑偏现象[1]。
(2)滚筒在使用过程中,随着表面附着的小颗粒辅料越来越多,滚筒直径大小发生变化。由于附着物不可能均匀分布,因此滚筒两端直径出现偏差,皮带左右两侧受力不均匀,导致皮带出现跑偏现象。
(3)皮带机尾布料器布料方向不对,下料时辅料运行方向与皮带运转方向存在左右方向的夹角,导致皮带在下料时受到侧向冲击力,破坏了皮带的动平衡状态,最终发生皮带跑偏现象。
(4)如果个别托辊报死后不转圈,也可能导致皮带发生跑偏。特别是凸弧段托辊,一旦出现抱死情况,皮带立马会发生跑偏现象。
(5)皮带本身存在问题,也可以引起跑偏。如果皮带基带一侧出现棉线层撕裂,在皮带运转受力过程中,棉线层撕裂一侧的皮带圆周就会变长,致使皮带两侧受力大小不同,引起皮带出现跑偏现象。
4.皮带跑偏预防措施
4.1 消除皮带基础框架中心线偏差
如果电炉垂直皮带经常发生跑偏现象,首先考虑基础框架中心线是否存在偏差。基础框架中心线一旦存在偏差,就必须重新对基础框架进行校正,以保障皮带机头、机尾基础在同一个中心线上。
4.2 增加防皮带跑偏预报警系统
为了能够第一时间发现皮带跑偏,我们可以在电炉垂直皮带机机头和机尾两侧各安装一组防皮带跑偏限位装置(如图3左侧所示),并将现场信号实时传送到电炉主控室投料系统画面上,一旦皮带发生跑偏,画面就会显示垂直皮带机跑偏报警(如图3右侧所示,绿色按钮就会变红)。报警分为1度报警和2度报警,2度报警直接强制停机;只要发生1度报警,就应立即通知维修人员去现场检查,及时发现并解决问题,避免恶性设备事故的发生。
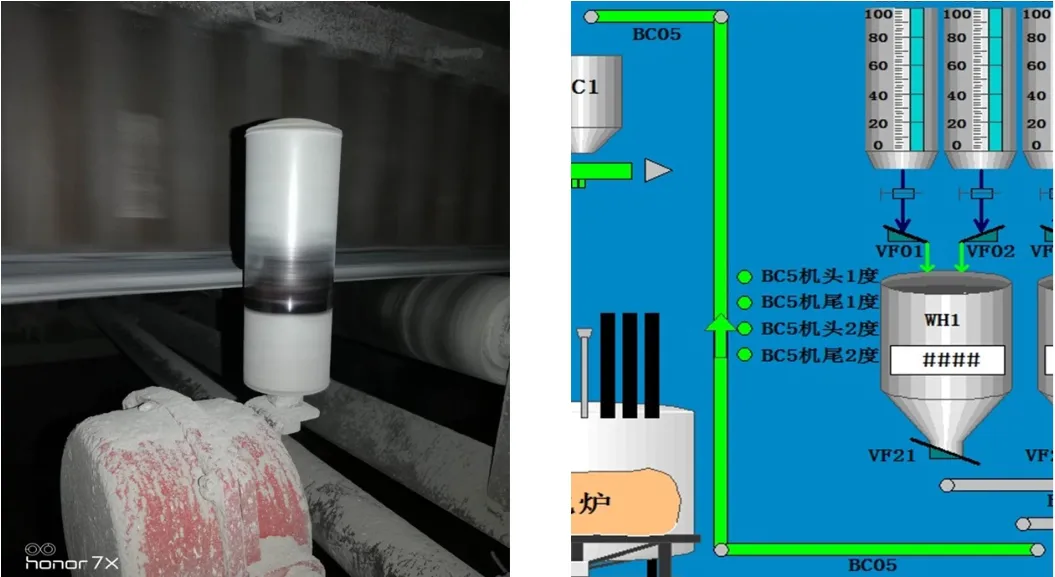
图3 防皮带跑偏预报警系统
4.3 定期清理滚筒表面粘料
由于电炉垂直皮带机采用的是挡边带,在上料过程中难免会出现漏料,皮带滚筒表面就会不断附着小颗粒辅料,致使滚筒直径大小发生变化,最终引起皮带跑偏。因此,要定期清理滚筒表面粘料。
4.4 改善布料器布料方向
如果机尾布料器布料方向与皮带运转方向存在左右方向的夹角,就必须对布料器进行改造,调整布料器内部结构,使布料器的布料方向尽量与皮带运转方向一致,且布料落点要尽量靠近皮带中心线位置。
4.5 定期检查
定期对所有托辊、压带轮、滚筒及驱动减速机进行检查、加油,发现不转的要及时更换。对皮带进行周期管理,出现明显变形或损坏的就必须更换,保证不因皮带自身问题引起跑偏。
5.结语
本文对电炉垂直皮带机的跑偏问题从多方面进行了分析,并提出了相应的预防措施。参照本文的预防措施,一定能够提高电炉垂直皮带机的可靠性,为电炉高效运行提供有力的设备支撑。电炉垂直皮带机跑偏预防措施具有广泛的通用普及性,同类型电炉炼钢厂都可以借鉴使用,有一定推广应用价值。
猜你喜欢
山东冶金(2022年4期)2022-09-14
锻压装备与制造技术(2021年3期)2021-08-13
山东煤炭科技(2021年4期)2021-05-13
机械管理开发(2020年11期)2020-04-15
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
大型铸锻件(2015年5期)2015-12-16
同煤科技(2015年2期)2015-02-28
电力需求侧管理(2014年5期)2014-03-20
有色金属设计(2014年4期)2014-03-11