
汽车用电机铁心加工技术的发展
2020-03-14 08:45:20董辉
汽车电器 2020年1期
董 辉
对汽车电机来说,铁心是其上的一个重要部件。其加工技术不仅对电机的性能有一定影响,而且还与电机的生产、制造成本、交货期及材料利用率都密切相关。纵观50多年来,随着机械加工技术的进步,汽车电机铁心的加工技术也在不断地改进与提高,即在不断地改进铁心的加工工艺、缩短加工工时、提高材料的利用率。
1 电机铁心发展回顾
回忆汽车电子技术的历史,一般都从20世纪60年代开始装用交流发电机谈起,因为交流发电机上装有电子元件二极管。而交流发电机上较大且较重的部件是定子铁心。传统制作铁心的方法是利用模具冲出所谓的定子冲片 (散片),经过理片、再经铆接或焊接等工序制成铁心。交流发电机定子冲片的示意图如图1所示。

图1 交流发电机定子冲片的示意图
采用这种方法制造定子冲片的材料是冷钆电工钢板或卷料,显而易见的缺点是材料的利用率很低,材料的利用率大约为20%。对此问题的一项改进措施是采用套裁,即将定子冲片的中间要费掉的部分冲出其它产品的部件。原长沙汽车电器厂在20世纪70年代就引进了外国的冲压设备与模具,同时加工出交流发电机的定子冲片和起动机的电枢冲片。一个工厂既生产交流发电机又生产起动机且都采用同样厚度的电工钢板采用这种工艺才比较方便。但采用这种工艺需要大型的冲压设备及级进模。
采用套裁在一定程度上提高了材料的利用率,材料的利用率大约为30%,仍然是偏低的。从20世纪80年代起,外国很多厂家及国内的一些厂家开始采用螺旋式卷绕铁心。螺旋式卷绕铁心的示意图如图2所示。

图2 螺旋式卷绕铁心的示意图
螺旋式卷绕铁心的加工方法是将钢板加工成带齿状的薄片,然后在卷绕机上将其自动卷绕成形,经叠压、整形及焊接工序,制成定子铁心总成。材料利用率得到大幅度提高。
螺旋式卷绕铁心可以达到的加工精度为:内径精度±0.02mm,内外径偏心度0.05mm以内,轴向垂直度0.015/叠厚25mm,两端面的平行度0.03mm以内,槽的成形精度0.03mm以内。这样的精度可以满足燃油车用交流发电机的要求。
螺旋式卷绕铁心加工工艺主要用于外径Φ200之内的燃油车用交流发电机的制造。目前还难以用于新能源车驱动电机定子铁心的制造。其原因可以从两个角度认识,一个问题是电动汽车及混合动力车上所装备驱动电机多数场合下内外径尺寸较大、轴向长度较短,因此,与通用电机相比,其材料利用率较低。对混合动力车,则期望其电机耗电较低才好;电机的磁路损耗较高的话,消耗的电力就多,这与新能源车是不相称的。
第二个问题是:若采用螺旋式卷绕铁心加工工艺,因驱动电机内外径尺寸较大,在卷绕工序完成之后,钢板的厚度将发生变化,由此造成叠厚精度恶化;此外,卷绕工序后所形成的应力造成电损增加,导致驱动电机的定子铁心难以采用这种工艺。
于是,许多企业与院所的相关人员在21世纪初研发出两种新型的电机定子铁心,并首先在汽车上得到了运用,即拼块式定子铁心与铰链式定子铁心;利用这两种铁心制成的电机电枢可以提高材料的利用率,降低成本,改善电机产品的性能。
2 新能源车用驱动电机铁心的结构
铰链式定子铁心的电枢冲片不是传统电枢的整圆结构,而是由一整串的T形片相互衔接而成。铰链式定子铁心电枢冲片的示意图如图3所示。采用这种结构的电枢冲片可以将绕制好的电枢线圈安放到槽中或将导线直接绕在电枢冲片的槽中,即为嵌线。燃油汽车上有多种电机采用这种结构的定子铁心。

图3 铰链式定子铁心电枢冲片的示意图
拼块式定子铁心的电枢冲片不是传统电枢的整圆结构,而是由数个T形冲片分总成 (也称为扇形冲片)组合而成。拼块式电枢冲片的形式多种多样,其中的一个例子如图4所示。

图4 拼块式T形冲片定子铁心与T形冲片的示意图
采用拼块式定子铁心制造电机定子总成有两种方案。第一种方案是将线圈元件插入铁心中,即将分段的扁铜线插入经红套等方法制成的铁心中。这种方案的示意图如图5所示。
第二种方案是事先将铜线绕制成形,即绕成鸟笼状的定子线圈总成,鸟笼状的定子线圈总成的示意图如图6所示,再从外侧插入T形冲片分总成。最后固定铁心,制成定子,其示意图如图7所示。丰田公司的Aqua车用驱动电机采用的就是这种工艺制造的驱动电机。

图5 分段扁铜线插入铁心中
3 T形冲片分总成的制作
T形冲片也要经过理片、叠片才能制成T形冲片分总成。其制作方法大致有3种,下面分别加以介绍。

图6 鸟笼状的定子线圈总成的示意图
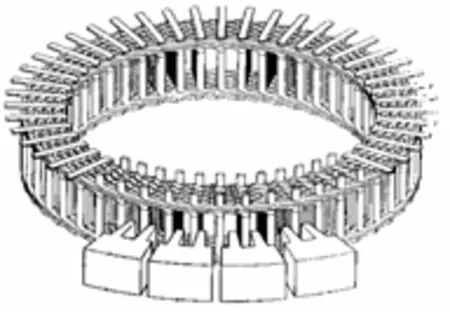
图7 T形冲片分总成插入鸟笼状定子线圈示意图
3.1 叠铆法
这种方法是在T形冲片的适当部位上冲出一定的几何形状,将这些几何形状称为叠铆点,如图8所示。T形冲片的上部是凹坑,下部是凸起,在加工过程中,将同一名义尺寸的上一冲片的凸起部分嵌入到下一冲片的凹坑中,在模具落料凹模收紧圈内自然形成过盈,达到紧固连接的目的。如图9所示。在模具内铁心形成的过程是:在冲片落料工位上,上一冲片叠铆点的凸起部位与下一冲片的凹坑部位准确地重合在一起,当上面一片受到落料凸模的压力作用时,下面一片借助其外形与凹模壁所产生的反作用力使两片形成叠铆。
T形冲片叠铆点的几何形状有:①圆柱形叠铆点,其特点是定位精度高,占地少,即在狭小的场所就可以事先叠铆,叠铆力较低,但需要较高精度的模具;②V形叠铆点,其特点是可以实现叠层的扭斜,叠铆力较大,叠铆位置易于重合;③L形叠铆点;④梯形叠铆点。这几种叠铆点几何形状示意如图10所示。
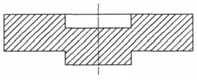
图8 T形冲片叠铆点的示意图

图9 铁心自动叠铆结构
3.2 激光焊接叠片法
这种方法适用于小型电机且采用薄钢板的定子铁心。激光焊接叠片法的示意如图11所示。
3.3 粘接法
这种方法适用于大型电机且采用薄钢板的定子铁心。粘接法的示意如图12所示。
T形冲片分总成的这3种加工方法,如果采用的是级进模的话,在连续冲压的过程中就可以完成冲片分总成的紧固工序。
近几年以来,叠铆法难以适用或者根本不适用于薄、硬钢板的冲片分总成加工,所以,在制造高效电机的定子铁心时,更青睐选用激光焊接叠片法或粘接法。
T形冲片分总成的这些加工方法对电机的主要特性会有一定的影响。影响较大的项目有铁损、表明传热程度的散热性以及耐振性能。因此,对损耗要求较高以及高效率电机来说,必须根据电机的规格选用冲片分总成的加工方法。

图10 叠铆点几何形状示意图
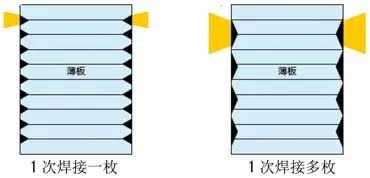
图11 激光焊接叠片法示意图
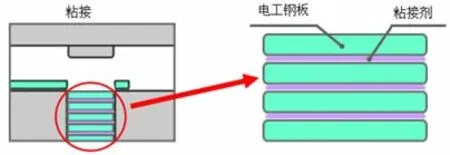
图12 粘接法示意图
4 冲片分总成加工方法的损耗
4.1 冲片分总成不同加工方法时电机的铁损
在生产电机的过程中,电机的铁心要经过退火、压轴、嵌线、螺栓紧固及压入外壳等一连串的工序,各个工序都是造成铁损增加的原因。在审核电机的铁损时,这些都是不可遗漏的项目。但是,在实际工作过程中,往往都是采用不同加工方法制造出冲片,利用这些分总成制造出参数、外形、规格等相同的样品电机,再对电机的铁损加以比较,得出冲片分总成加工方法的优劣。
粘接法与叠铆法冲片分总成制得电机的铁损对比如图13所示,从图中可以看出,在整个转速范围里,与叠铆法相比,粘接法电机的铁损要低10%~15%。从损耗的分类来看,在高转速区,涡流损耗的比例较高。
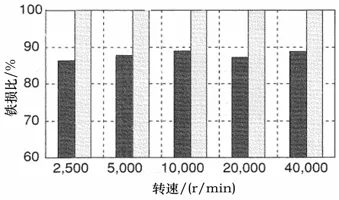
图13 粘接法与叠铆法冲片分总成制得电机的铁损对比
4.2 冲片分总成不同加工方法时电机的散热性能
对比叠铆法与粘接法冲片分总成的散热性能可知,与叠铆法相比,粘接法电机的散热性能更好。散热性的对比就是测试两种冲片分总成的温升随着时间的变化状况,测试结果如图14所示。
测试时,将冲片分总成置于有一定温度的平板上,根据冲片分总成表面温度变化的曲线计算出热时间常数,并加以对比,可知粘接法冲片分总成的散热性要比叠铆法冲片分总成的高25%。其原因是:冲片分总成的各层间空隙充填了粘接剂,其热传导性能得到了改善。

图14 冲片分总成散热性能的对比
5 结语
本文回顾了交流发电机定子冲片加工工艺的发展,介绍了当代新能源汽车用驱动电机定子铁心的现状,其中主要介绍了T形冲片分总成的加工方法,不同加工方法的试验对比数据来自国外厂家资料。另据其它资料介绍,粘接法不仅在电动汽车、混合动力车上得到应用,而且在氢燃料电池汽车上也得到了应用。
猜你喜欢
火力与指挥控制(2022年5期)2022-07-25 03:50:10
防爆电机(2021年3期)2021-07-21 08:12:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
防爆电机(2021年1期)2021-03-29 03:02:46
弹箭与制导学报(2020年1期)2020-07-09 10:52:00
弹箭与制导学报(2019年6期)2019-06-24 08:40:20
上海大中型电机(2017年3期)2017-11-13 03:38:46
中国环境监察(2017年8期)2017-10-23 05:25:24
上海大中型电机(2017年4期)2017-02-06 05:27:05
电测与仪表(2016年18期)2016-04-11 11:29:46
