
板形调控工艺对轧辊间接触及磨损的影响
2020-03-12 13:00秦晓峰
太原理工大学学报 2020年2期
吴 琼,秦晓峰
(1.宝山钢铁股份有限公司中央研究院,上海 201900;2.太原理工大学 机械与运载工程学院,太原 030024)
高品质冷轧带钢产品作为汽车、航天、家电生产的主要消耗钢种,其消费需求量巨大,虽然国内生产厂家众多,但市场竞争异常激烈;因此,提高带钢产品的质量、降低生产成本成为提高相关企业产品竞争力的主要任务。
在生产高质量带钢产品方面,六辊UCM冷轧机因其良好的凸度和平坦度调控能力在冷轧带钢生产中得到了广泛的应用[1-2],如我国的宝武钢铁集团和鞍钢股份公司等均有采用。为了进一步提高六辊UCM冷轧机板形调控能力,国内针对六辊UCM冷轧机的板形调控策略如辊形设计、工作辊弯辊、中间辊横移和弯辊等进行了针对性地研究,如牛山等[3-4]为提高六辊UCM冷轧机的板形调控能力,设计了不同的工作辊、中间辊和支承辊辊形曲线并对辊形曲线进行了综合优化;戴竞舸[5]通过设计中间辊6次曲线端部辊形,有效的改善了轧制带钢的横向厚差,且一定程度上降低了辊间接触应力分布的不均匀性。吕翔[6]对工作辊弯辊及中间辊弯辊、横移对板形的调控能力进行了研究;张世权等[7]对UCM冷轧机中间辊的最优轴向横移进行了研究。张殿华等[8]研究并确定了UCM冷轧机中间辊横移阻力、横移速度与轧制力之间的关系,并利用中间辊横移控制模型实现了对冷轧带钢板形的高精度控制。郑见等[9]对轧辊偏移条件下六辊冷轧机的板形调控特性进行了研究,分析了窜辊对板凸度等的影响规律。基于已有对板形调控策略的优化研究成果,UCM冷轧机的板形调控能力得到了一定程度的提高。在生产成本控制方面,主要通过不同的降本增效措施以降低生产成本,人力资源成本、设备折旧以及资源消耗等影响带钢生产成本的因素逐渐受到各大钢铁生产厂的关注;由于人力资源和设备折旧等因素的可控性较低,因此作为影响生产成本因素的轧辊消耗受到了越来越多的关注。
目前在正常的带钢生产中,轧辊的消耗主要包含生产性磨损和下机修磨两部分[10]。下机修磨的主要目的在于去除生产过程中辊间交变接触载荷作用引起的接触疲劳损伤层,恢复原始辊形;辊间接触应力的大小是影响轧辊磨损和接触疲劳损伤的关键因素之一[11-12],因此在采用不同的板形调控策略保证板形质量的同时,分析调控措施对辊间接触应力的影响,对分析现有生产工艺条件下工艺参数对轧辊磨损和接触疲劳的影响,制定合理的控制策略,以降低轧辊的磨损和疲劳损伤具有重要指导意义。
本文针对某厂2130冷轧产线六辊UCM冷轧机所采用的板形调控策略,通过采用有限元法研究板形调控工艺对六辊UCM冷轧机辊间接触的影响,分析所采用的板形调控工艺在保证板形质量的基础上对轧辊磨损的影响规律。
1 六辊UCM冷轧机辊系有限元建模
某厂2130冷轧产线采用五机架六辊UCM冷轧机串列方式配置,其辊系中各轧辊采用的辊形曲线分别为:工作辊采用中间平辊身与端部L×θ为40 mm×15 °直线倒角组合的辊身曲线;支承辊采用中间平辊身与端部两段式L×θ为30 mm×3 °加10 mm×45 °直线倒角组合的辊身曲线;中间辊采用中间平辊身与端部L×R为50 mm×1 000 mm圆弧倒角组合的辊身曲线。机组采用UCM冷轧机常用的工作辊窜辊、中间辊窜辊和弯辊等板形调控手段对所轧制板形调控,其工作辊、中间辊和支承辊辊身尺寸如表1所示;板形调控工艺参数范围如表2所示。

表1 辊系中不同轧辊平辊身段尺寸Table 1 Length of different roll’s flat body

表2 板形调控工艺参数Table 2 Parameters of plate shape control process
利用弹塑性有限元法,以所研究六辊UCM冷轧机组为研究对象,考虑采用上述板形调控措施等边界条件,建立如图1(a)所示的六辊UCM冷轧机辊系1/2接触计算有限元模型。同时,综合考虑辊系接触计算的精度和计算效率,在辊身心部采用六面体结构化网格划分技术,接触区网格如图1(b)所示,采用精细化扫略网格划分技术,并采用文献[13]所述有限元网格的三维体单元多级细化技术过渡连接心部粗网格和接触区细化网格单元,既保证了接触区计算的精度,亦一定程度上提高了计算效率。

图1 六辊UCM冷轧机辊系有限元模型Fig.1 Finit element model of roll system of UCM six high mill
计算中考虑辊系的对称性,建立了六辊UCM冷轧机辊系的1/2模型,板宽尺寸为1 000 mm,厚度为2 mm,模型中支承辊承受轴承鞍座力的辊肩处、中间辊和工作辊两端轴肩轴径中心分别设置约束参考点,并分别与支承辊辊肩、中间辊和工作辊轴径端部耦合连接,同时约束支承辊辊肩、中间辊和工作辊两端辊间轴径中心沿轧材移动方向的位移和绕各辊轴线的转动自由度;所轧制带钢中间平面处施加全约束;然后通过支承辊辊肩约束参考点施加大小为2 000 t的轧制力。
2 板形调控工艺对辊间接触应力的影响
基于建立的六辊UCM冷连轧机辊系接触计算有限元模型,在所轧制板材尺寸参数和轧制力确定的情况下,分析了采用不同板形调控工艺时的辊间接触应力分布。
2.1 工作辊窜辊对辊间接触应力的影响
图2(a)和2(b)所示分别为采用表2中不同工作辊窜辊量的板形调控工艺时,中间辊与工作辊、中间辊与支承辊间接触应力沿轴向的分布。
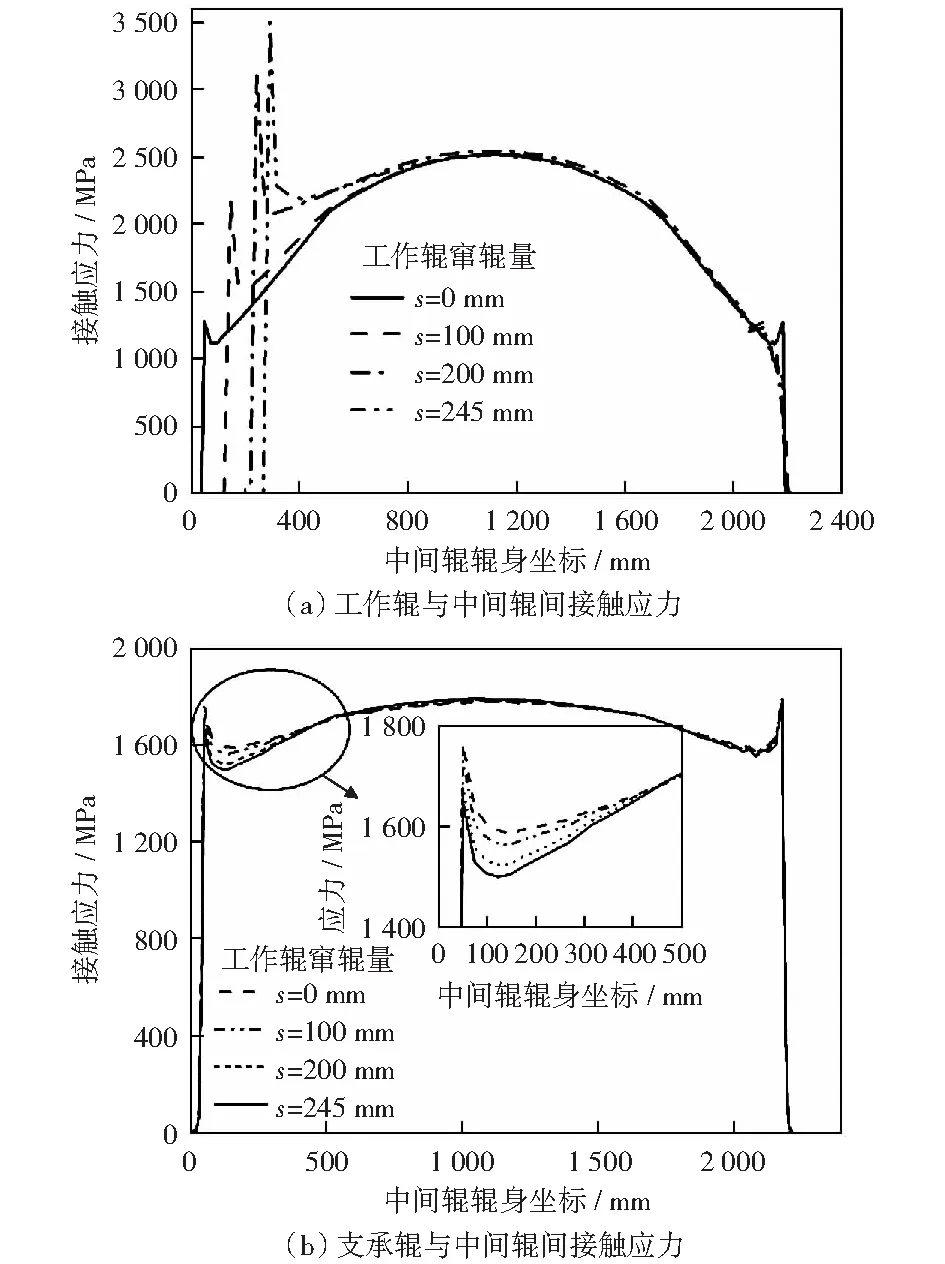
图2 工作辊窜辊时辊间接触应力沿中间辊辊身轴线方向的分布Fig.2 Distribution of the content stress between the mork rolls along the axis of the intermediate rolls
图2(a)为采用不同工作辊窜辊量时中间辊与工作辊间接触应力沿中间辊辊身轴线方向的分布。由图2(a)可知,工作辊窜辊量为0 mm时,工作辊与中间辊间接触应力沿中间辊辊身轴线方向的分布相对于中间辊辊身中截面对称分布,最大值位于辊身中截面位置;在辊身中截面至距辊身端部约50 mm范围内,随着接触点远离辊身中截面,接触应力逐渐减小;而在距离辊身端部约50 mm处出现突然增大的峰值。当采用工作辊窜辊的板形调控工艺后,在中间辊中截面至窜辊方向同侧辊身端部间的接触应力分布不变;在中截面至与窜辊方向相反一侧辊身端部间的接触应力随窜辊量的增加而增加,且增加幅值与工作辊的窜辊量成正比;当工作辊窜辊量增加到一定值时,中间辊辊身与工作辊窜辊方向相反一侧端部附近的应力峰值超过原辊身中截面处的最大值。
图2(b)为采用不同工作辊窜辊量时中间辊与支承辊间接触应力沿中间辊辊身轴线方向的分布。由图2(b)可知,中间辊与支承辊间接触应力在中间辊辊身轴线方向的分布相对于中间辊辊身中截面对称,接触应力的峰值分别位于距中间辊辊身两侧端部约50 mm处;中间辊辊身与窜辊方向相反一侧端部附近的接触应力峰值随着工作辊窜辊量的增加而减小。
2.2 中间辊窜辊对辊间接触应力的影响
图3(a)和图3(b)分别为采用表2所示的不同中间辊窜辊量的板形调控工艺参数时,中间辊分别与工作辊、支承辊间接触应力沿其辊身轴线方向的分布。
图3(a)为采用不同中间辊窜辊量的板形调控工艺参数时,中间辊与工作辊间接触应力沿中间辊辊身轴线方向的分布。由图2(a)和图3(a)可知,当采用中间辊窜辊工艺时,随着中间辊窜辊量的增加,中间辊与工作辊间接触应力沿中间辊辊身轴线方向的分布逐渐发生偏转,以中间辊中截面为分界线,在中截面靠近窜辊方向一侧辊身的接触应力随窜辊量增加而逐渐减小;在窜辊相反方向一侧辊身的接触应力随窜辊量的增加而增大。
图3(b)为采用不同中间辊窜辊量的板形调控工艺参数时,中间辊与支承辊间接触应力沿中间辊辊身轴线方向的分布。由图2(b)和图3(b)可知,当采用中间辊窜辊工艺时,随着中间辊窜辊量的增加,中间辊与支承辊间接触应力分布逐渐发生偏转,以中间辊中截面为分界线,中截面靠近窜辊方向一侧辊身的接触应力分布随窜辊量的增加而逐渐减小,在窜辊相反方向一侧辊身接触应力随窜辊量增加而增大,且辊身端部附近峰值的增加与窜辊量呈线性关系。

图3 不同中间辊窜辊量时辊间接触应力沿中间辊 辊身轴线方向的分布Fig.3 Distribution of the contact stress between rolls along the axis of the middle roll body with different roll displacement
2.3 中间辊弯辊对辊间接触应力的影响
图4采用中间辊弯辊板形调控工艺,中间辊与工作辊和支承辊间接触应力在中间辊辊身沿轴线方向的分布。
图4(a)为不同中间辊弯辊力情况下,中间辊与工作辊间接触应力沿中间辊辊身轴线方向的分布。由图4(a)可知,中间辊弯辊对中间辊与工作辊间接触应力沿中间辊辊身轴线方向的分布形式没有影响,仅对辊身两端部附近的接触应力峰值有影响,应力峰值随中间辊弯辊力的增加而逐渐减小。
图4(b)为不同中间辊弯辊力情况下,中间辊与支承辊间接触应力沿中间辊辊身轴线方向的分布。由图4(b)可知,中间辊弯辊对中间辊与支承辊间接触应力沿中间辊辊身轴线方向的分布形式没有影响,仅对接触应力分布的均匀性及辊身两侧端部附近的接触应力峰值大小有影响;辊身两侧端部接触应力峰值随弯中间辊弯辊力的增加而增加,且辊身轴线方向接触应力分布的均匀性随弯辊力的增加而增加。
3 板形调控工艺对轧辊磨损的影响
轧辊的磨损和下机修磨是引起轧辊消耗的主要原因,在机磨损会破坏轧辊的原始辊型,进而影响辊间接触应力分布和轧制板形。实际生产中,钢铁生产厂通常依据事先制定的换辊策略对轧辊进行更换和修磨,以恢复因磨损而破坏的辊形,同时去除因接触疲劳引起的微裂纹。轧辊的表面磨损受辊间接触应力、轧制板材类型和规格、轧制环境等影响。文献[14]提出了如下的轧辊磨损深度计算模型:
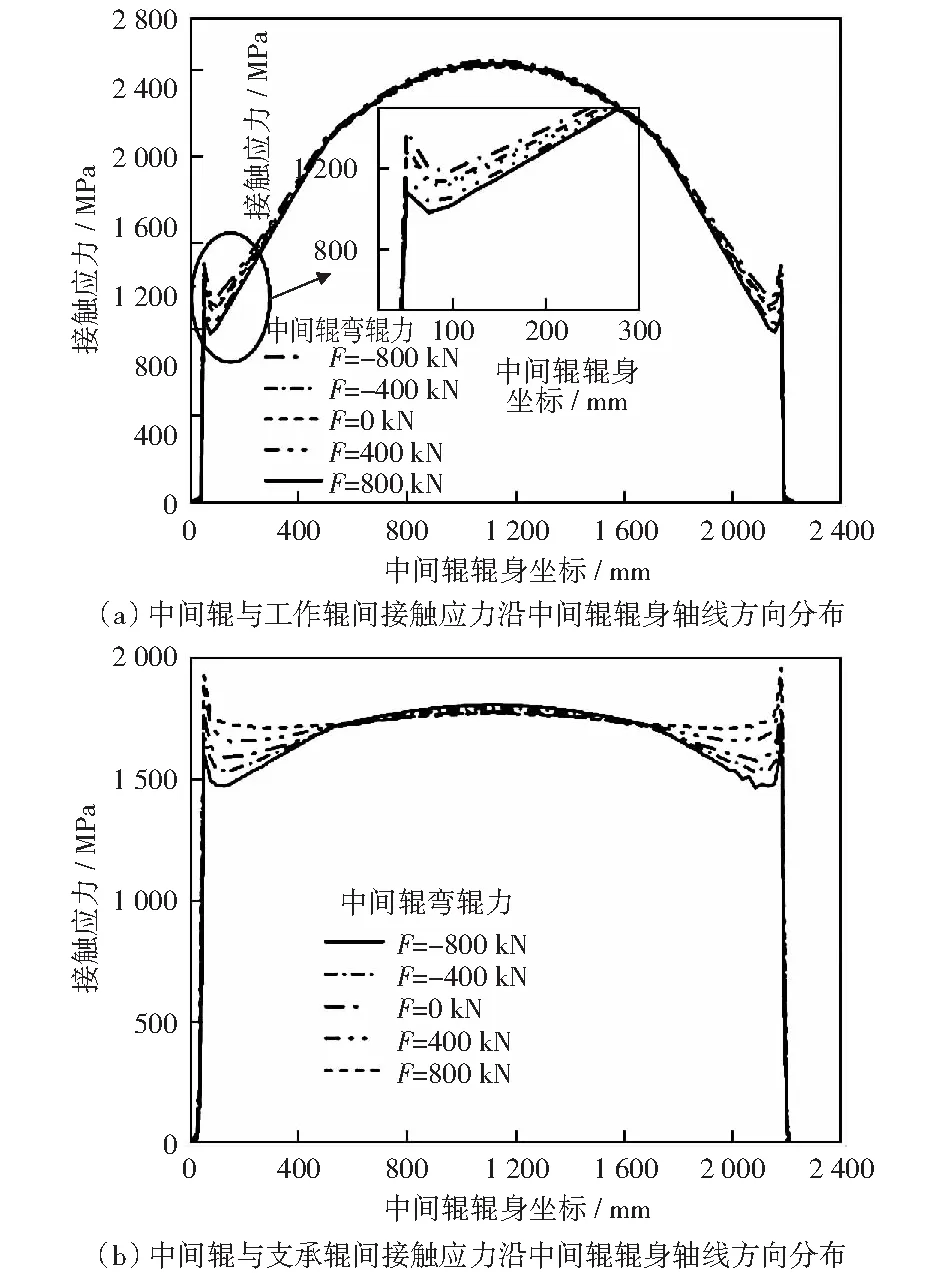
图4 不同中间辊弯辊力时辊间接触应力沿中间辊 辊身轴线方向的分布Fig.4 Distribution of the contact stress between rolls along the axis of intermediate roll body under different bending forces
式中:h为轧辊沿径向的磨损厚度;Kabr为粘着磨损系数;σ0为轧辊表面接触应力;x为接触点的相对滑动距离;D1为磨损分析目标轧辊的直径;D2为配对轧辊的直径;H为配对轧辊的硬度比。
由上式可知:轧辊的磨损深度与粘着磨损系数、辊间接触应力、滑动距离以及直径比成正比,与两轧辊间的硬度比成反比;当轧辊材质确定时,其粘着磨损系数及两轧辊间的硬度比确定。根据已有文献对辊间接触应力与轧辊直径比间关系的分析可知:辊间接触应力随直径比增加而增加;根据上式及前述轧制过程中六辊UCM冷轧机工作辊与中间辊间接触应力、中间辊与支承辊间接触应力分析结果,以及如图5中所示,在相同轧制参数情况下未施加板形调控工艺时工作辊与带钢之间接触应力沿工作辊辊身轴线方向的分布可知:轧辊转动一周时工作辊辊身表面磨损由工作辊与带钢及工作辊与中间辊间的接触引起,中间辊辊身磨损由中间辊与工作辊及中间辊与支承辊间接触引起,而支承辊辊身表面的磨损由支承辊与中间辊间的接触引起。因此三者在转动一周引起的工作辊辊身最大磨损深度最大,中间辊次之,支承辊最小。
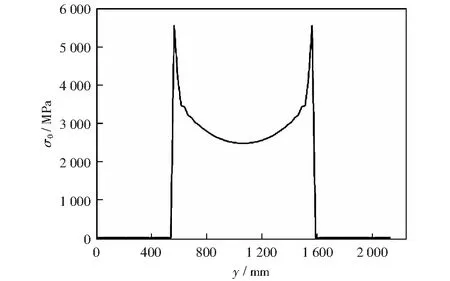
图5 工作辊与带钢间接触应力沿工作辊辊身轴线方向的分布Fig.5 Distribution of contact stess between work roll and strip along the axis of work roll body
由施加不同板形调控工艺时辊间接触应力的分布可知,工作辊窜辊时会引起工作辊与中间辊间接触应力分布发生偏转,且反窜辊方向中间辊与工作辊间接应力峰值随窜辊量增加而急剧增加,在周期性轧制过程中将导致中间辊与工作辊接触引起的中间辊辊身磨损深度分量在中间辊辊身轴线方向的分布产生不对称性,进一步引起接触应力分布不均匀性增加和磨损量增加;采用中间辊窜辊工艺时,中间辊与工作辊和支承辊间接触应力均发生偏转,导致反窜辊侧接触应力沿中间辊辊身轴线方向接触应力峰值急剧增加;在周期性轧制过程中,由于中间辊窜辊、工作辊、中间辊和支承辊辊身轴线方向的磨损量深度均会在中间辊反窜辊方向发生急剧增加,进而导致辊间接触应力分布不均匀性和磨损的不均匀性进一步增加;而中间辊弯辊工艺的施加使得中间辊与工作辊和支承辊间接触应力分布均匀性增加,有助于改善辊间接触引起的辊身方向磨损量分布的不均匀性。
4 结论
不同轧制产线通过优化辊型,采用不同的板形调控工艺以保证轧制板形质量。在六辊UCM冷轧机中通常采用工作辊窜辊、中间辊窜辊和弯辊等用于调控冷轧板材的板形质量,但采用不同的板形调控工艺会对辊间接触应力分布及大小产生不同的影响,本文以某冷轧厂六辊UCM冷轧机及轧制所采用板形调控工艺参数为基础,分析了板形调控工艺对辊间接触应力分布及轧辊磨损的影响,主要结论如下:
1) 六辊UCM冷轧机中,工作辊窜辊和中间辊窜辊均会导致其自身及与其直接接触轧辊表面接触应力沿辊身轴线方向的分布发生偏转,且不均匀性增加;轧辊弯辊工艺实施会引起与其余两接触轧辊间表面接触应力沿轴线方向分布的均匀性增加。
2) 在正常轧制过程中,六辊UCM冷轧机中工作辊辊身轴线方向磨损量分布的最大值最大,中间辊次之,支承辊最小。
3) 六辊UCM冷轧机中,工作辊和中间辊窜辊会引起窜辊轧辊表面磨损的不均匀性,且不均匀性随窜辊量增加而增加;中间辊弯辊不仅有助于提高轧制板形质量,同时能够增加轧辊表面磨损的均匀性。
猜你喜欢
科技视界(2022年10期)2022-05-20
理财周刊(2022年4期)2022-04-30
能源工程(2022年1期)2022-03-29
昆明医科大学学报(2022年1期)2022-02-28
文萃报·周五版(2021年35期)2021-09-13
大型铸锻件(2020年5期)2020-12-04
中国金属通报(2020年22期)2020-03-09
学苑创造·A版(2020年12期)2020-01-07
中国外汇(2019年15期)2019-10-14
智富时代(2018年7期)2018-09-03
