
烟箱一号工程码粘贴不牢问题的改进
2020-03-05 02:36:16肖二凯
设备管理与维修 2020年3期
肖二凯
(河南中烟工业公司漯河卷烟厂,河南漯河 462000)
0 引言
一号工程码标签位于箱装卷烟正面(最大面)右下角,距底边及右侧边各(455)mm。工程码黏度比较大,清除过程中会粘上灰尘、纸箱沫之类的杂物。为避免烟箱在运输途中粘连,在工程码粘贴处抹上一层滑石粉,由于不能完全清理干净而且打码又在同一位置,造成一号工程码粘贴后有松边、翘起、脱落、丢失现象,严重影响产品质量,给产品出库造成困难。在条烟出现质量问题需要追溯时,由于工程码丢失而造成质量缺陷和隐患。
1 问题分析
回收烟箱的再利用造成一号工程码粘贴的原因有3 个:淤回收的烟箱平整度较低。原因是烟箱在使用、存放、运输过程中存在变形现象(图1);于由于生产出来的每件烟都需要粘贴一个工程码,烟箱回收时,旧的工程码需要去掉;盂由于工程码背面有胶且黏度较大,处理时通过吹风机对码进行加热,工程码就可以轻松去掉,但黏度比较大的胶会粘上灰尘、纸箱沫之类的杂物。为避免烟箱在运输途中粘连,在工程码粘贴处抹一层滑石粉,滑石粉不能完全被清理(图2),烟箱工程码有严格的国标规定:贴标打码标签位于箱装卷烟正面(最大面)右下角,距底边及右侧边各(455)mm(图1)。标签文字要求清晰、规范、无污染,粘贴平整、牢固、无褶皱,不得错贴,倒贴,标签粘贴位置偏离水平线5 mm。
2 改进方案

图1 不平整的烟箱
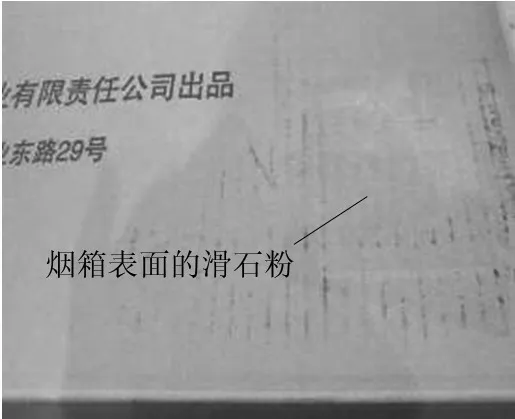
图2 带有滑石粉的烟箱
拟安装工程码压紧装置,压码装置的横架上安装电磁阀和光电检测,当烟箱顶部到达压码装置的下方时,光电检测检测到烟箱通过,电磁阀带电,气缸压辊下落,与烟箱上的条码接触,烟箱向前运行压辊逆时针转动,将烟箱上的工程码压紧并保持平整。确保条烟、烟箱的工艺质量,提高设备的稳定保障能力。
3 改进措施
烟箱一号工程码压紧装置为门形框架,横架上安装压紧装置,压紧装置组成:型材、不锈钢直角连接板、压辊支架、气缸、检测、电磁阀、气缸固定座、压辊及轴等。
3.1 工程码压紧装置(图3)
(1)型材和固定板(固定板是紧固立柱型材的连接板)。型材为方形立柱形状,分为左右2 根,长510 mm,宽40 mm,中间凹槽用来安装紧固螺母。以立柱形状通过直角连接板,一端通过M1020 mm的螺钉与机架连接,另一 端 通 过M815 mm的螺钉与型材连接。不锈钢连接板长110 mm、宽40 mm、厚mm,分别打孔,一端孔径11 mm,两孔中心距70 mm,与机架连接;另一端孔径9 mm,两孔中心距50 mm,与立柱型材连接。
(2)连接板。中间型材长560 mm,宽40 mm,通过4 件内、外不锈钢直角连接板连接。内连接板长55 mm,宽40 mm,在不锈钢上面打4 个孔,直径9 mm,两孔中心距25 mm,通过M815 mm 的外六方螺钉与型材连接。外连接板长95 mm,宽40 mm,在不锈钢上面打4 个孔,直径9 mm,两孔中心距25 mm,通过M815 mm 的外六方螺钉与型材连接。
(3)压辊支架。压辊支架长175 mm,高47.5 mm,在支架上打孔,用M10 螺钉紧固。两孔中心距50 mm。支架顶部焊接2 个M10 螺母,一边连接气缸,一边连接滑杆。辊子为直径25 mm 的圆柱形,外面是一层软聚氨酯,轴长165 mm,辊长144 mm,通过6001 轴承与滚筒连接。轴两端通过M615 mm 的螺钉和压辊支架连接。
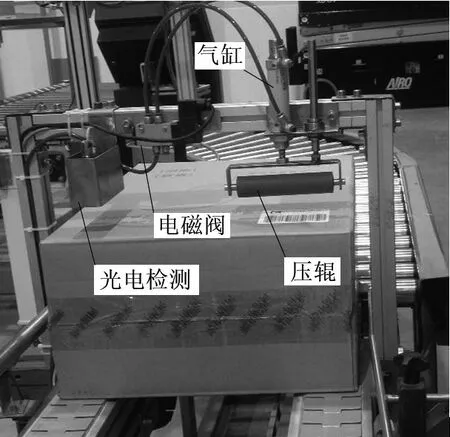
图3 烟箱一号工程码压紧装置
(4)气缸固定座和压辊轴。气缸(DGS-25-80-PPV)固定座为直角形,长110 mm,高60 mm。固定座上有2 个直径9 mm安装孔,通过M820 mm 的内六方螺钉与横向型材连接。气缸安装孔直径26 mm,通过32 mm 螺母紧固在气缸固定座上,气缸连杆通过M10 螺母与压辊支架连接,气缸上安装2 个M8的单向节流阀。气缸右侧安装滑杆为组合件,滑座焊接在固定座上,滑座外径30 mm,内径27 mm,通过直线轴承LM12UU(121232)与轴连接。
压辊轴165 mm,辊子长144.3 mm,轴直径(100.005)mm,左右两端利用10 mm 卡簧定位,凹槽深1.1 mm。轴两端打孔攻丝,通过M615 mm 螺钉紧固。
3.2 压码装置工作原理
压码装置的横架上安装有电磁阀和光电检测,当烟箱顶部到达压码装置的下方时,光电检测检测到烟箱通过,电磁阀带电,气缸压辊下落,与烟箱上的条码接触,烟箱向前运行压辊逆时针转动,将烟箱上的工程码压紧,并保持平整。烟箱通过后,光电检测发出指令,电磁阀断电,气缸退回。
3.3 压码装置的特点
(1)机械结构简单。只用一个气缸和一个压紧滚轮,当烟箱经过双链板输送机输送到压码装置下方时,感应到光电开关,经过延时100 ms 后下压气缸工作,滚轮压紧条码滚动,由于压紧滚轮是滚动状态,对烟箱上的条码进行压紧、平整,不会对烟箱内的条烟造成损伤。
(2)工作状态参数可调。由于不同烟箱条码粘贴的位置略有不同,容易造成条码压紧装置下压时间不对,不能更好地对条码压紧、平整。对此,可以通过PLC 模拟电位器SMB28 调整时间参数,可以达到更好的整形效果。
4 结语
通过对烟箱一号工程码粘贴不牢问题的分析,设计使用工程码压紧装置,经过安装试用效果良好,压贴紧实平整,扫描顺畅。避免了烟箱回收使用过程中,一号工程码粘贴后的翘起、脱落、丢失现象;避免了条烟出现质量问题追溯时,由于工程码丢失造成质量缺陷和隐患。确保条烟、烟箱的工艺质量,提高了设备的稳定保障能力。
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
物流技术与应用(2022年11期)2022-12-01 08:20:22
现代制造技术与装备(2022年5期)2022-07-22 08:00:46
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
上海建材(2021年5期)2021-02-12 03:19:12
科学与信息化(2020年36期)2020-01-04 19:01:41
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
设备管理与维修(2017年10期)2018-01-03 06:19:25
山东工业技术(2016年15期)2016-12-01 05:31:44
