
车身镀锌板与冷轧板材质共用情况下涂装前处理电泳适应性研究
2020-03-02 19:00刘元劭
时代汽车 2020年18期
刘元劭


摘 要:文章对汽车车身同时采用镀锌板及冷轧板零件时,对在涂装前处理电泳过程中产生的漆膜弊病进行了分析研究,给出相应解决方法,为问题解决提供思路。
关键词:汽车车身 电泳涂装 镀锌板 冷轧板 前处理电泳 脱脂
Study on the Electrophoretic Adaptability of Coating Pretreatment under the Condition of Material Sharing between Body Galvanized Sheet and Cold-rolled Sheet
Liu Yuanshao
Abstract:This paper analyzes and studies the defects of paint film in the process of coating pretreatment electrophoresis when both galvanized sheet and cold-rolled sheet is used in the body of an automobile, and gives the corresponding solutions, providing ideas for solving the problems.
Key words:automobile body, electrophoresis painting, galvanized sheet, cold rolled sheet, pretreatment electrophoresis, degreasing
1 引言
镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄钢板称为镀锌板。镀锌是一种经常采用的经济而有效的防腐方法。锌的抗大气腐蚀机理包括机械保护及电化学保护,在大气腐蚀条件下锌层表面有氧化锌、氢氧化锌、碱式碳酸锌保护膜,一定程度上缓解锌的腐蚀,这层保护膜(也称白锈)收到破坏又会形成新的膜层。当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护作用,锌与铁形成微电池时,锌作为阳极被溶解,铁作为阴极被保护。随着汽车行业对于车身的防腐能力需求越来越高,镀锌板开始逐步取代冷轧板应用于各新车型,且存在热镀锌板、电镀锌板、冷轧板几种材料同时存在于同一车型的情况。因此,需要进行前处理电泳工艺参数、材料上的调整,以适应多种板材材质混合过线的情况。避免出现镀锌板在前处理电泳过程中出现磷化膜刻蚀、电泳膜斑印等问题。
2 现状
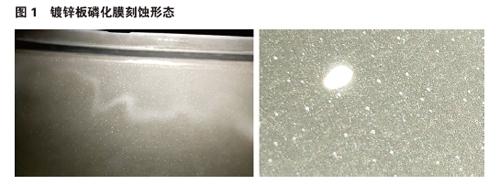
2.1 镀锌板磷化膜刻蚀形态(图1)
3 与前处理电泳适应性验证
3.1 热镀锌板与前处理-电泳材料适应性验证
本司前处理材料供应商为汉高、凯密特尔,电泳材料供应商为PPG、关西。热鍍锌板与前处理电泳槽液适应性验证通过在实验室进行脱脂率、刻蚀量、膜重、晶像等测量及磷化膜外观评估进行确认。基本确认在凯密特尔前处理线上,热镀锌板存在较高的刻蚀量,需通过调整脱脂液PH改善;在汉高前处理线上,存在磷化膜外观发花现象,需用过调整磷化液阳离子、氟离子浓度改善,见表1。
3.2 镀锌板磷化膜重对漆膜性能的影响
将不同梯度的磷化膜重下(1.0~1.5g/m2、1.5~1.2g/m2、2.0~3.0g/m2、3.0~4.0g/m2)的镀锌板经电泳上膜烘烤后,进行电泳漆膜性能检测,发现在1.0~1.5g/m2的磷化膜重范围内的电泳漆膜耐水性能不达标。故针对公司实际匹配情况,将磷化膜膜重标准进行重新修订为1.8~4.0g/m2,见表2。
3.3 电镀锌预磷化板涂装脱脂刻蚀问题解决
电镀锌预磷化板材在涂装前已有一层磷化膜(晶相2-4μm,膜重2.1g/m2),涂装前处理后不会再重新上磷化膜;但涂装前处理过线中原底材磷化膜被腐蚀(膜重下降0.1 g/m2),主要产物为锌腐蚀形成的氧化锌,表现在涂膜表面的缺陷即刻蚀。虽然磷化膜重下降轻微,但腐蚀不均匀会引起凹坑状电泳斑印质量问题。
3.3.1 脱脂剂材料进行切换
白点和电泳条状斑印问题,经分析原因是电镀锌预磷化板材在脱脂剂型号S5176中产生腐蚀。现场试验确认,在冷轧板和镀锌板混线生产兼容性方面,H10037/2脱脂剂表现更好,且与后序磷化、电泳工艺性能配套,因此进行材料切换。
3.3.2 脱脂工艺参数调整
原脱脂液控制参数及范围为:游离碱6~12ml,碱比<2.3。采用新材料后,为解决镀锌板刻蚀问题,根据现场参数调整验证,确定为取消“游离碱”、“总碱/游离碱”两项参数的检测,增加“总碱”,“PH”两项参数检测。参数范围为:总碱:8~20ml,PH:9.5~11.5,在此工艺条件下,刻蚀问题可完全消除。以下为不同参数状态下的验证结果,见表3:
4 结束语
热镀锌板、电镀锌板、冷轧板几种材料同时存在于同一车型的情况,需要进行实验室模拟验证、前处理电泳材料方面的调整、工艺范围调整等。根据验证结论,重新输入新的工艺参数控制项及工艺控制范围,完善工艺控制体系。
参考文献:
[1]张召恩,刘利,李学涛.热镀锌板表面控制技术[J].表面技术,2009(05):97-99.
[2]刘立建,史金重,赵旭星.热镀锌板涂装前处理缺陷分析及对策[J].涂料工业,2015(08):87-92.
[3]谭海林,潘肇基,李新立.Fe~(2+)对电镀锌板磷化的影响[J].材料保护,2003(07):42-44.
[4]谭海林,李新立,李安忠.电镀锌板的磷化[J].汽车工艺与材料,2004(03):21-26.
[5]史秋月,颜士杰,彭虎.镀锌板焊接件磷化工艺研究[J].材料保护,2017(06):71-73.
猜你喜欢
发明与创新·大科技(2021年2期)2021-04-20
企业文化·下旬刊(2016年12期)2017-04-06
科技创新与应用(2017年3期)2017-02-18
科技创新与应用(2017年2期)2017-02-09
东方教育(2016年9期)2017-01-17
科学与财富(2016年28期)2016-10-14
健康女性(2016年7期)2016-09-28
故事会(2016年9期)2016-05-06
中国高新技术企业(2015年12期)2015-03-31
中国高新技术企业(2014年6期)2014-03-31
