
镍基耐热合金材料的加工与焊接
2020-02-25 07:07龚建东
世界有色金属 2020年22期
龚建东
(中铝山东工程技术有限公司,山东 淄博 255052)
镍基耐热合金能够在650℃~1000℃高温下仍然具有较高的强度和较好的抗氧化性能,在现代工业中得到了广泛地应用,除了能够制造蒸汽轮机和承受高温的石油化工设备以外,近年在工业窑炉上也有了较好的应用,山东某大型冶金机械厂就采用了Inconel 系列镍基合金制造了工作温度为950℃~1050℃的燃气式焙烧炉,成功的应用于某催化剂行业。本文以镍基耐热合金Inconel 617 为例,详细阐述该系列材料在焊接过程中经常产生很多焊接问题,结合生产实际,采取有效措施来保证焊接质量。
1 材料使用过程中影响质量的因素与处理
(1)在下料或吊装过程中钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面;另外低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在镍基合金部件及设备附近对非碳钢制品进行修磨以及采用普通碳钢钢丝刷清理也会导致镍基合金污染;同时环境中的游离铁也会使镍基合金产生污染导致生锈;环境中的粉尘中也经常含有碳钢浮粉。基于以上因素,必须对镍基合金采取保护措施,除了做好与碳钢部件的隔离工作完,还应及时清理材料上的粉尘。
(2)镍基合金板材加工过程中油脂、油漆、切削液、蜡笔和标记油墨中含有的杂质均有可能会给焊接带来负面影响,焊接过程高温、镍及其合金容易脆化的硫、磷、铅、和其他一些低熔点的物质也会影响焊接质量,杂质影响的深度与随脆化的元素及其浓度、合金系统,加热时间和温度有密切关联。
而这些物质往往出现在材料在正常生产过程中,因此要求焊接前必须对金属焊接部位及附近进行彻底的清洗,清洗介质可以选择易挥发的丙酮、酒精等有机溶剂。
2 焊接坡口设计与加工
(1)通常情况下金属厚度、坡口型式、焊缝位置、施工条件、施焊能力等必须整体进行考虑。焊缝开口宽度为坡口设计优先考虑的因素,其宽度必须满足焊条或焊丝能够接触至焊缝底部。
(2)镍基合金与常用的碳钢材料焊接特点有较大的差别,焊接熔深只有低碳钢的50%,只有奥氏体不锈钢的60%。镍合金焊缝熔池金属流动性较差,通过增大电流改善熔池流动性效果不明显,因此坡口设计宽度必须满足填充焊缝金属能够流动到适当位置,通过增加根部间隙或增加夹角。较为典型的坡口形式如下图所示。
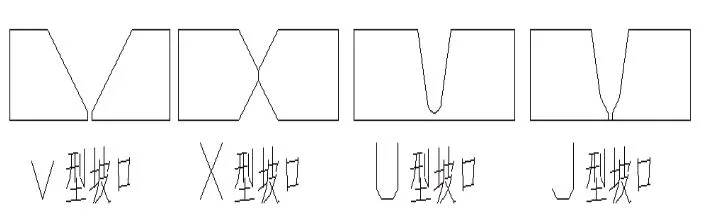
图1 镍基合金典型的坡口型式
(3)焊接坡口的制作宜采用机械方法加工,采用铣刀或刨刀加工坡口质量较好,而碳弧气刨或等离子加工的坡口智联较差,切削刀具应该锋利并有正前角以减小材料的加工硬化,坡口加工完成后应对表面进行检查,坡口表面不得有裂纹、分层等缺陷,当设计对探伤有要求宜采用渗透检测,若检测有缺陷应该处理好后再进入下一道工序。下图为不同加工方法的切割面对比。
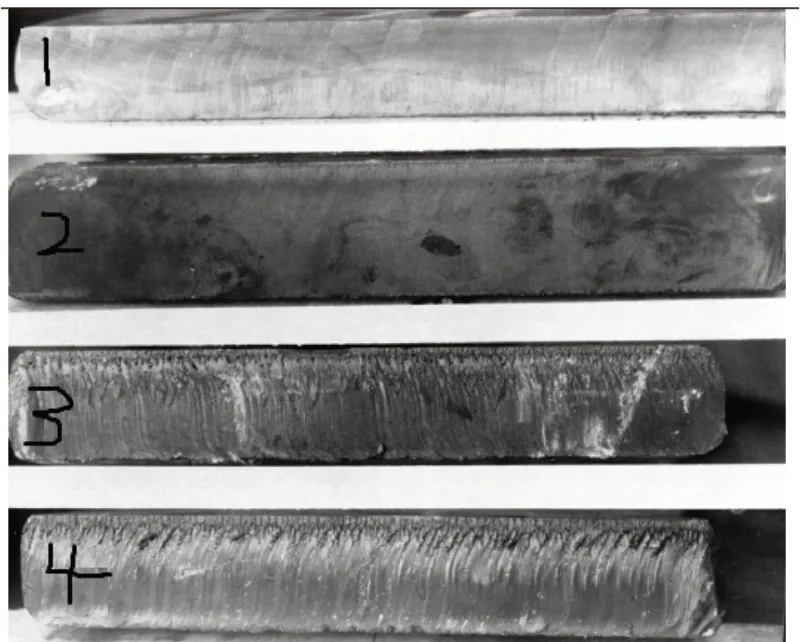
图2 不同加工方法的切割面对比
(4)在材料组对前应打磨坡口及两侧各范围内油污、铁锈等,直至磨出金属光泽,且焊前相应打磨范围的表面应用有机溶剂清洗,待溶剂挥发后在坡口两侧范围内还应涂上防飞溅涂料,切记防飞溅涂料不能污染已经清理干净的坡口。
3 材料焊接
3.1 焊接材料选用
对于大多数焊接应用中,焊材的选用按照等强度、同成分、抗裂性、抗气孔的原则进行选用。最终使焊缝满足机械使用性能和抗腐蚀性能。例如对Inconel 617 合金的焊接采用手工电弧焊时可以选用Inconel 117 焊条,其焊缝金属具有高强度、高冶金稳定性、耐蚀和耐高温氧化的优点。且该焊条能够适用于全位置焊。

表1 Inconel 117 焊条的化学成分及机械性能。
3.2 焊接电流确定方法
每种焊芯直径都有一个最佳的操作电流。在规定的电流范围内操作时,电极具有良好的电弧放电特性并且燃烧飞溅最少。然而超出范围的使用时,电弧会变得不稳定,焊材在整个电极消耗之前往往会过热。焊接电流过大也会导致孔隙度、破坏特性和弯曲试验失败,因为合金元素和脱氧剂是在融化之前先被破坏。对于特定焊缝所需的电流密度受到材料厚度、焊接位置、类型等变量的影响,而焊接线能量受焊接电压、电流及焊接速度影响,通常需要进行综合考虑。当其它条件相同时,一遍垂直焊接比平焊电流应低10%~20%,焊接电流操作范围一般按照厂家使用说明和焊接工艺评定进行确定,下表为Inconel 117 焊条的推荐电流操作范围。实际工作电流水平应通过在具有指定接头设计的相同厚度的废料上进行试焊来确定。

表2 Inconel 117 焊条的推荐电流操作范围
3.3 镍基合金焊接过程控制
(1)是否进行焊前预热镍合金应该根据环境问题及焊接环境确定,一遍应该保证焊材表面温度高于露点温度10℃以上。以防止冷凝水的形成,水分会导致焊缝气孔。
(2)镍合金焊接的焊接程序类似于用于不锈钢。而合金的热膨胀特性却近似于碳钢,应该根据其热膨胀特性趋势来在焊接过程中控制焊接变形。
(3)所有焊缝应该略凸于焊材平面,焊缝与焊材平齐时应该添加焊材补足焊缝余高。余高能够增加焊缝的截面积从而增加焊缝承载能力,但是余高也不宜过大,会导致焊脚处应力集中,降低焊缝的疲劳寿命,因此一遍焊缝应该高于焊材1mm~1.5mm。
(4)由于镍基合金焊缝熔融金属流动性差,需要施焊者引导焊水的流动,使焊接金属熔覆至接缝的侧壁,并适当地填充接缝,通常采用短弧轻微摆动来实现,操作幅度取决于接头设计、焊接位置和电极类型等因素。操作得当时,焊接处应显示出平滑的电弧,并且没有明显的飞溅,当发生过度飞溅时,通常表明电弧太长,电流强度太高,或焊材已吸收水份。当操作者准备断开电弧时,应首先控制断弧长度,并提高行进速度以减小弧坑尺寸。这种做法减少了焊缝开裂和氧化的可能性,消除了弧坑的滚动前缘,并为再次起弧做好准备。焊缝起弧点会影响焊缝的美观,通常采用反向起弧或“T”形起弧。即电弧应在弧坑的前缘打,然后以正常的拉珠速度返回弧坑的最后方,然后继续焊接。它使已焊接和未焊接接头部位的电弧长度适中,从而不会将气孔带入焊缝中。而快速冷却的第一滴焊接金属沉积在将要重熔的位置,从而将孔隙率降至最低。
4 焊后检验
焊后检验是检验焊接质量的必要工序,通常根据设计要求以及焊接结构件的尺寸形状等方面,来检验焊接质量是否符合设计要求及规范要求,目前使用较多的方法为射线检测,工件厚度较大时通常采用超声波检测,检验表面时通常采用渗透检测。
5 结论
镍基高温合金材料在应用范围较广,本文通过列举焊接方法,使操作者能够掌握镍基高温合金的焊接技术,能够较好的实现高质量的焊接,使工件性能符合设计和使用要求。
猜你喜欢
材料保护(2022年1期)2022-12-07
节能与环保(2022年3期)2022-04-26
煤气与热力(2021年4期)2021-06-09
电焊机(2021年12期)2021-01-03
发电设备(2020年5期)2020-10-09
装备维修技术(2020年36期)2020-09-28
表面技术(2019年6期)2019-06-27
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
魅力中国(2017年48期)2017-12-16
有色金属材料与工程(2016年6期)2017-05-31
