
步进式加热炉跑偏值的一种有效测量方法
2020-02-20 09:31:54张建辉
工业炉 2020年1期
张建辉
(宝武集团 鄂钢公司,湖北 鄂州436000)
步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退等动作把坯料一步一步地移送前进的连续加热炉。步进梁在正常出钢时的运动轨迹是矩形运动。
步进梁的正循环矩形运动轨迹如图1 所示(图中步进梁的步距数值来自鄂钢棒三加热炉)。
步进梁在运行中还有停中位、 逆循环和踏步功能,以免钢坯在保温或待轧时间较长时钢坯产生较大的变形。
1 步进梁跑偏产生的原因分析
1.1 钢坯跑偏的现象
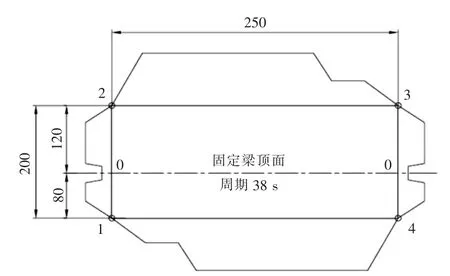
图1 步进梁的正循环矩形运动轨迹示意图
步进梁式加热炉钢坯跑偏,即钢坯上料后从炉尾一步一步地走到炉头的过程中,钢坯偏离加热炉中心线的现象,跑偏分为两种(见图2),一种是横向跑偏(标注坯料纵向中心线垂直于加热炉中心线放置,由装料端步进至出料端时,坯料中点在垂直于加热炉中心线方向的偏移),一种是纵向跑偏(标准坯料纵向中心线垂直于加热炉中心线放置,由装料端步进至出料端时,坯料在其纵向中心线上的两端点沿加热炉中心线方向的位移)。
一个步进机构调校理想的加热炉,在理论上钢坯从入炉侧走到出炉侧无论是在纵向还是横向上均无跑偏,在实际生产过程中,所有的加热炉均存在跑偏现象,只是跑偏数值的大小区别。横向跑偏数值过大就会导致钢坯在炉内擦炉墙; 纵向跑偏数值过大就会导致钢坯在炉内呈倾斜状态,钢坯的头部或者尾部先上出炉辊道,出钢的过程中出现钢坯卡在炉门无法出钢的现象。
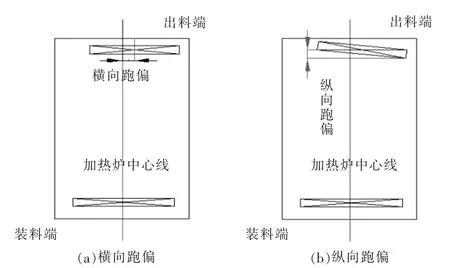
图2 横向跑偏及纵向跑偏示意图
1.2 引起钢坯跑偏的主要原因
1.2.1 步进机械安装尺寸不合格
步进机械中的斜轨座纵向中心线与加热炉纵向中心线的距离偏差大于1 mm,轨面与水平面倾斜度公差大于0.02 mm/m,轨面基准点标高偏差大于±0.5 mm,都会导致整个步进框架在运动过程中出现偏心现象。另外,步进框架本身的安装尺寸如果在各点的标高公差大于1 mm 或框架的对角线差值大于4 mm,也会导致钢坯在炉内以倾斜轨迹运动。
1.2.2 水梁滑块磨损不均
水梁的滑块磨损不均,钢坯在炉内与水梁的接触面不平,在升降过程中,钢坯落在定梁或者动梁上产生不规则的滑移,都会导致坯料在炉内的不规则排列,形成跑偏。
1.2.3 步进梁在运动过程的抖动
步进机构的平移缸关节轴承的销轴磨损,销轴与关节轴承之间的间隙过大,会导致整个步进机构在前进到位或者后退到位时出现强烈晃动,导致钢坯在炉内滑移,造成不规则的运动。另外液压站供油压力不稳或步进机构驱动系统压力不够,将会引起步进机构运行过程中产生抖动,从而使钢坯在步进运行中产生位移。
2 步进梁跑偏数值的测量方法
钢坯在炉内跑偏值较小时并不影响步进式加热炉的正常使用,但是当跑偏值超标较大时就会造成炉内擦墙、卡钢的现象,严重时必须停炉处理,影响较大。如果准确地测量出横向跑偏或纵向跑偏的数值,就能有效地反推出步进机构是在哪个环节存在问题,从而进行针对性的整改。
通过长时间在多座加热炉进行检修后的跑偏测试实验,总结出一套执行简单、方便操作、测量准确的加热炉跑偏值测量方法。
2.1 跑偏测试前需要具备的条件
(1)加热炉检修或安装完成。
(2)入炉辊道及装料端悬臂辊单体试车完毕。
(3)加热炉缓冲挡板安装完毕。
(4)步进梁试车完毕。
(5)配备对讲机,炉内、炉外人员能即时通话。
2.2 测试步骤
为了便于理解,测量一座如图3 所示的步进式加热炉的跑偏值。
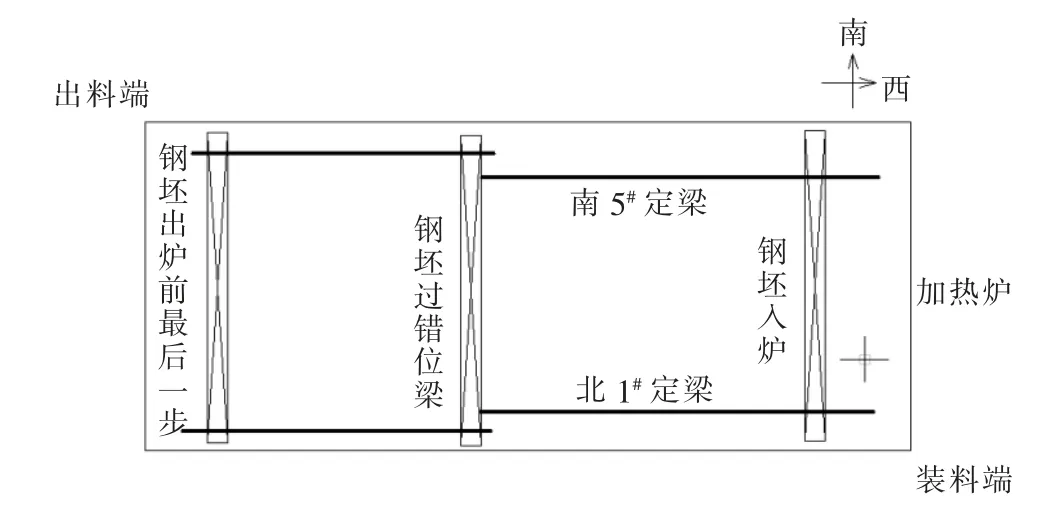
图3 钢坯在炉内的运行位置示意图
(1)准备好4 根标准(与加热炉设计相符合的)钢坯。
(2)先将步进梁走三个正循环和三个逆循环。
(3)将第一根钢坯进入炉内,分别测量出钢坯北端与北1#定梁距离、 钢坯南端与南5#定梁距离、北1#定梁西端与钢坯距离、南5#定梁西端与钢坯距离。
(4)第一根钢坯向前走三步后,将第二根钢坯进入炉内,分别测量出钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离、 北1#定梁西端与钢坯距离、南5#定梁西端与钢坯距离。
(5)待第一根钢坯走过错位梁后,测量钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离
(6)待第二根钢坯走过错位梁后,测量钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离。
(7)待第二根钢坯走过错位梁后、进第三根钢坯,分别测量出钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离、 北1#定梁西端与钢坯距离、南5#定梁西端与钢坯距离。
(8)第三根钢坯向前走三步后,将第四根钢坯进入炉内,分别测量出钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离、 北1#定梁西端与钢坯距离、南5#定梁西端与钢坯距离。
(9)待第一根钢坯走到炉头后,分别测量出钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离、北1#定梁东端与钢坯距离、南5#定梁东端与钢坯距离。
(10)待第二根钢坯走到炉头后,分别测量出钢坯北端与北1#定梁距离、 钢坯南端与南5#定梁距离、北1#定梁东端与钢坯距离、南5#定梁东端与钢坯距离。
(11)待第三根钢坯走过错位梁后,测量钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离。
(12)待第四根钢坯走过错位梁后,测量钢坯北端与北1#定梁距离、钢坯南端与南5#定梁距离。
(13)待第三根钢坯走到炉头后,分别测量出钢坯北端与北1#定梁距离、 钢坯南端与南5#定梁距离、北1#定梁东端与钢坯距离、南5#定梁东端与钢坯距离。
(14)待第四根钢坯走到炉头后,分别测量出钢坯北端与北1#定梁距离、 钢坯南端与南5#定梁距离、北1#定梁东端与钢坯距离、南5#定梁东端与钢坯距离。
(15)做好相关测量记录(表1、表2 为鄂钢棒三加热炉数据),并整理成册。
通过测量并对表2 的数据进行计算,就可以得出钢坯在入炉时与出炉时相对水梁的位置差,从而得出钢坯在炉内的横向跑偏值为钢坯向南跑17 mm和纵向跑偏值钢坯尾部超前32 mm。
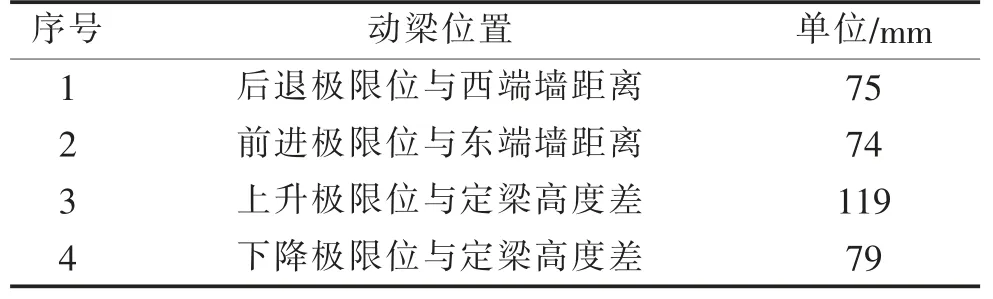
表1 炉内动梁位置关系检查数据
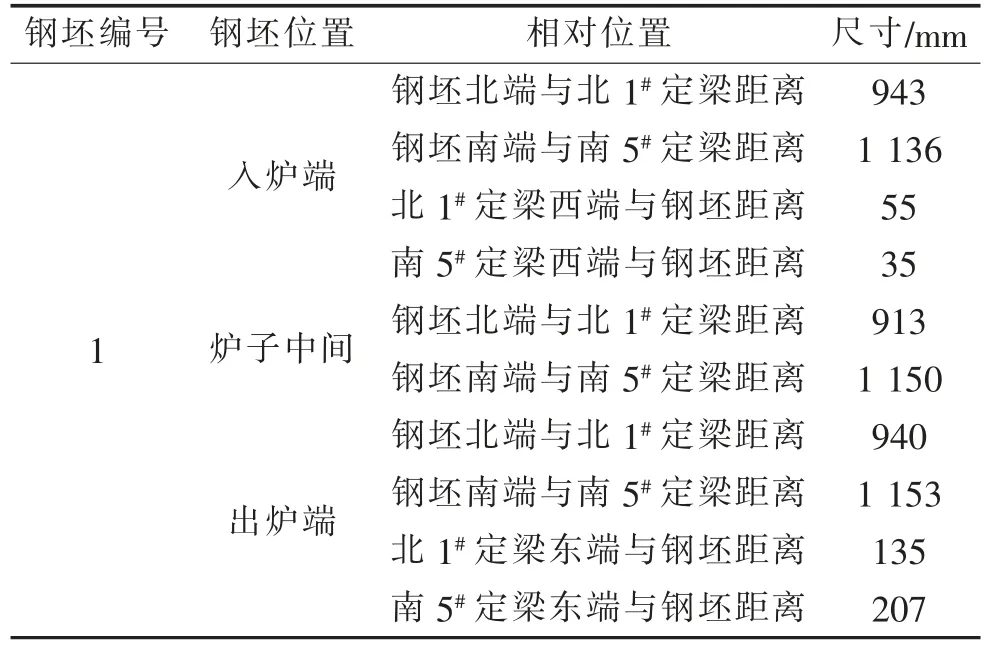
表2 走坯记录(第一根钢坯在炉内的测量数据表)
3 步进梁跑偏准确测量的意义
测量出相对准确的横向跑偏值和纵向跑偏值后,可以通过跑偏数值倒推出是哪个环节上造成的跑偏,以及了解钢坯在炉内运行的轨迹,从而有针对性地对步进机构进行调校。
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
重型机械(2020年2期)2020-07-24 08:16:14
文化交流(2019年3期)2019-03-18 02:00:12
——目镜套筒
上海计量测试(2016年1期)2016-08-03 11:30:56
中外医疗(2015年5期)2016-01-04 03:57:53
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:54:00
机械与电子(2014年3期)2014-02-28 02:07:53
河南科技(2014年8期)2014-02-27 14:08:08
