通过低压渗透法制备SiC长纤维强化Al基合金的复合材料及其弯曲强度的研究
2020-02-11 04:40章环孙佳瑞杨建斌敖东董桂馥王通
机械工程师 2020年1期
章环, 孙佳瑞, 杨建斌, 敖东, 董桂馥, 王通
(大连大学 机械工程学院,辽宁 大连116622)
0 引 言
近年来,轻金属材料在电子、航空、机动车等领域里得到了广泛应用。随着涂层技术的开发,通过涂层工艺的加工使得基体材料的表面硬度得到大幅度提升已经成为了主流趋势[1-2]。但是,在机车、飞机的轴承部位、飞行器的动力装置等领域,轻金属材料在结构刚度、弯曲强度、弹性模量等力学性能上有许多不足之处。因此,随着对轻金属材料性能要求的提高,通过添加陶瓷纤维、颗粒与轻金属复合,达到一个高弹性模量、高强度的轻量化金属基复合材料(MMC,Metal Matrix Composite)被开发出来[3-5]。然而,S.F. Bartolucci[6]曾指出石墨稀加入使铝材料的强度降低了18%,主要由于制备过程中过多的界面反应Al4C3的形成损伤了强化材料。哈尔滨工业大学的武高辉教授[7]阐述了界面产物可使基体与增强体的物理性能(如热膨胀)有梯度过渡,界面产物的适度使用将有利于提高强度。因此,如何解决或利用好界面反应物成为了首要难题。本文开发了一种新成型工艺低压渗透法(LPI,Low Pressure Infiltration),在非常低的压强下(0.2 MPa)[8]即可完成。改善了传统工艺中加压铸造法需以过大的压强(~50 MPa)[9]为条件从而引发强化纤维的移动性和强化粒子的沉积等问题。在LPI工艺中,将金属颗粒(Al颗粒)作为渗透促进剂添加到纤维坯体中,通过与液体Al基合金熔化,形成间隙以降低所需要的最小临界渗透压力[8-10]。另一方面,强化纤维的体积充填及分布对复合材料的整体性能有很大的影响。我们的研究表明,通过不同尺寸的Al粒子与SiC长纤维混合,在模拟其表面分布形态时,Al粒子的尺寸与SiC长纤维的尺寸呈一个线性关系。通过计算模拟其分布率并观测发现,表面组织对长纤维的均一分布有着很大的影响。而长纤维的分布对复合材料的整体力学性能起着决定性因素。
本文将以SiC长纤维作为强化材料,Al粒子作为渗透材料,Al基合金作为基体合金,利用Al粒子与长纤维表面积模拟其分布情况并通过低压渗透法成型后,测试其弯曲强度。
1 实验方法
1.1 Al粒子与SiC纤维尺寸模拟计算
如图1(a)、图1(b)所示,当长纤维完全紧密堆积时,从表面看为3个紧密连接的圆形。在该状态下纤维的体积占有率等于表面积占有率(为半圆面积)除以三角形面积(约等于90%);当紧密堆积发生一定变形时,可以把该状态的表面看作4个紧密连接的圆形。其体积占有率等于表面积占有率(1个圆面积)除以正方形面积(约等于78.5%)。然而,为使液体合金与强化纤维复合,强化纤维间必须有一定的空隙,否则成型后将形成缺陷。因此,使用Al粒子作用渗透剂,如图1(c)、图1(d)所示。在理想状态下,当添加了同样大小的Al粒子后,在三角形紧密堆积的状态下纤维与粒子的表面积占有率比为1/3,纤维的体积占有率约为22%;从表面积上看,四边形下进行紧密充填,纤维与粒子的表面积占有率比为1/1,纤维的体积占有率约为39%。因此,该种理想状态下纤维的最大充填量可达到39%。Al粒子与长纤维的体积占有率比等于表面积占有率的比,相当于半径之比的平方,等式为2πr2/(2πR2)=(r/R)2。式中:r为Al粒子半径;R为SiC纤维半径。要想增加纤维的充填体积量可以通过降低Al粒子的尺寸来实现。

图1 Al 粒子与SiC 纤维的表面模拟
1.2 低压渗透法的压力计算
如图2所示,加压渗透成型时,所需要的最小渗透压ΔP等于毛细管压力Pc[11]和液体合金与增强体Pf[12]之间的黏性抵抗之和,其关系为:
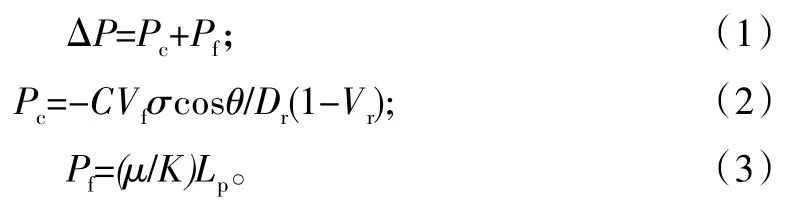
式中:σ为液-汽界面能;Vf为黏度系数;Dr为纤维直径;θ为合金熔体与增强体的接触角;μ为液体合金的动态黏度;K为填充层的渗透率;LP为渗透深度;Vr为渗透率(观测值为~5 mm/s);C为常数[13]。当Al粒子与液体合金接触后立即熔化,形成空隙,提高了渗透率Vr,以此降低了渗透时所需的最小压强。

图2 加压成型时渗透压示意图
1.3 复合材料成型
本试验使用SiC纤维强化金属基复合材料按如下方法进行制备:使用Al粒子为SiC长纤维尺寸一半及相同的两种尺寸颗粒,分别制作纤维体积充填率为15%、30%的两个试样。向装有一定量的乙醇的烧杯中加入黏合剂聚乙烯乙二醇(PEG),待完全溶解后,添加适量的Al粒子。通过磁力搅拌器使混合液形成漩涡搅拌。把计算好的长纤维浸泡在液体中,30 min后取出。将试料放入试管内,在温度773 K的电炉内加热1 h,使PEG完全分解后取出,使SiC纤维坯体成型,如图3所示。通过高周波加热器加热到1173 K使Al基合金完全熔化后,从试管上方加入氩气0.2 MPa到液体合金表面,使合金渗透到陶瓷坯体中。当液体合金从试管尖口中缓慢流出后停止加压。待到冷却后得到FRMMC试料如图4所示。

图3 纤维坯体的制作
1.4 显微组织观察与弯曲强度测量
利用光学显微镜(OM)和扫描电子显微镜(SEM)观察了FRMMC样品在渗透面上的微观结构。利用透射电子显微镜(TEM)观察SiC/Al间的界面反应。弯曲试验采用三点弯曲法测试复合材料整体的弯曲强度。

图4 低压渗透法成型示意图
2 结果与讨论
2.1 Al粒子尺寸与SiC纤维的分布
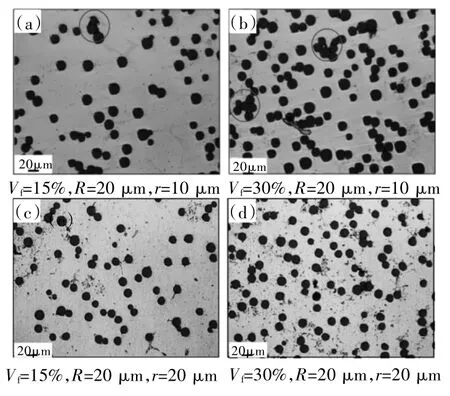
图5 FRMMC 纤维分布的微观组织
使用SiC长纤维尺寸20 μm,分别与20 μm、10 μm的Al粒子制作了纤维体积充填率为15%、30%的MMC试样。从渗透方向上通过金相显微镜200倍下观测其纤维分布的微观组织,如图5所示。图5中:黑色的圆点为SiC纤维,Al粒子与Al基合金融合消失;圆圈内的部分为SiC 纤维发生堆积现象。当Al 粒子尺寸为SiC 纤维尺寸的一半时,15%充填、30%充填的纤维都发生了堆积的现象。随着纤维充填量的增加,堆积增多。当使用Al粒子的尺寸与SiC纤维尺寸一致时,纤维的堆积现象消失。符合与本次实验过程中所模拟推演的强化材料排列分布,通过FRMMC试样的表面微观组织的观测证实了前面1.1节实验的推论。
2.2 三点弯曲实验检测
对制作厚度为1 μm、两点间长度为15 μm的标准件进行弯曲强度测试。如图6所示,通过比较可以得出,随着纤维体积充填率的增加,复合材料的弯曲强度得到提升。然而,在r/R=1的场合下,15%充填、30%充填的FRMMC的强度都高于r/R<1的场合,其应变也超过了r/R<1的场合。由于SiC纤维拥有很高的强度,即使加载力超过了Al基合金的抗拉强度,试样仍不会断裂。当SiC纤维断裂后,FRMMC的强度开始降低。本实验所使用的SiC纤维抗拉强度为3200 MPa,Al基合金的弯曲强度不超过400 MPa。当填充量为30%,根据复合法则,其理论值应为(3200×30%+400×70%)/2=620 MPa。在Al粒子与SiC纤维尺寸一致时,最大弯曲强度达到757 MPa。高出了理论范围,因此推论:通过低压渗透所形成的界面反应将会提高强化材料与基体合金间的界面结合力,从而提高整体材料的力学性能。而FRMMC的弯曲强度变化与2.1节中纤维的均一性相对应。

图6 FRMMC的弯曲强度变化
2.3 界面反应对材料的影响
本次实验所使用的Al基合金为Al-4%Cu合金。当液态合金与SiC接触后将会形成反应生成Al4C3。3SiC (S) +4Al (L) →Al4C3(S)+3Si (L)[14]。SiC/Al间的界面反应及组织如图7(a)~图7(c)所示。图7(a)为SEM的组织观测图片。通过表面衬度可以看到SiC纤维,基体合金Al基和第二相CuAl2(θ)的存在。在SiC纤维与Al基体之间可以看到有深色的界面反应形成,SEM图片无法给出界面反应物质的成分。图7(b)、图7(c)为TEM的明暗场图片,通过TEM确认了在SiC与Al基合金之间存在着界面反映Al4C3的形成。根据角标可以得出,通过低压法形成的界面反应层厚度不会超过1 μm。
M.Russell-stevens等[15]已经报道了碳/镁削弱了界面强度,60%碳纤维复合材料的弯曲强度为775 MPa。在本次工作中,SiC/Al的弯曲强度为757 MPa,其纤维的体积充填量为30%,具有了60%碳纤维复合材料的弯曲强度。综上所述,通过低压法形成的薄膜状界面反应可以有效地提高强化材料和基体之间的界面结合力,从而增强复合材料的整体力学性能。其结论与T. Wang[16]提出的SiC/Al间界面反应对复合材料的摩擦性能的影响相一致。
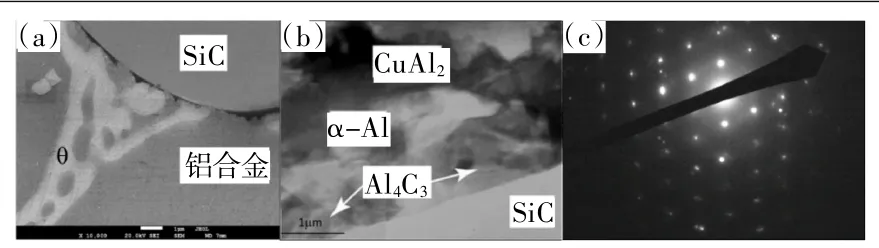
图7 SiC/AL 间界面观测
3 结 论
通过以上试验,本文研究了通过低压渗透法成型的SiC纤维增强Al基合金的复合材料在弯曲强度上的优越性,得到以下结论:1)通过模拟SiC纤维与Al粒子的堆积,可以得出强化纤维的体积充填量与Al粒子和SiC纤维的尺寸有关,当r/R=1时,形成正态分布,强化纤维将会形成均一分布。2)通过渗透压与毛细管压强和黏性抵抗的关系可以得出,通过Al粒子渗透剂的添加可以有效地降低渗透时所需要的最小压强。3)当Al粒子与纤维的尺寸一致时r/R=1,SiC纤维在集体中均匀分布;当r/R<1时,SiC纤维发生积聚现象,从而降低了复合材料的整体性能。4)低压渗透法形成的SiC/Al界面反应为一层不超过1 μm的薄膜。通过弯曲实验证实,该反应层不仅不会降低材料的整体性能,而且提高了强化材料和基体间的界面结合力,从而提高整体材料的力学性能。
猜你喜欢
山东冶金(2022年1期)2023-01-14
铝加工(2022年3期)2022-11-24
粉末冶金技术(2021年3期)2021-07-28
金属加工(热加工)(2020年12期)2020-02-06
现代家电(2019年21期)2019-12-28
制造技术与机床(2018年9期)2018-09-19
中国有色金属学报(2018年2期)2018-03-26
电子技术与软件工程(2017年4期)2017-03-27
少年体育训练(2015年7期)2015-12-05
中国服饰(2014年11期)2015-04-17