
中原黄金冶炼烟气超低排放与资源综合利用
2020-02-06 02:50朱兴荣
硫酸工业 2020年12期
朱兴荣
(河南中原黄金冶炼厂有限责任公司/河南黄金资源综合利用重点实验室,河南三门峡 472000)
河南中原黄金冶炼厂有限责任公司(以下简称中原黄金)通过2015年升级改造搬迁项目,建成了以火法炼铜为主,通过造锍捕金工艺进行金精矿处理,产铜370 kt/a。作为国内大型铜冶炼企业,中原黄金同样面临日趋严格的环保排放要求,2020年生态环保部发布《重污染天气重点行业应急减排措施制定技术指南 (2020年修订版)》 (环办大气函〔2020〕340号)(以下简称技术指南),其中要求以企业所能达到的排放限值为依据,分为A类企业[即 :颗粒物 (ρ)≤ 10 mg/m3、ρ(SO2)≤ 50 mg/m3、ρ(NOx)≤60 mg/m3、酸雾(ρ)≤10 mg/m3],B类企业[即:颗粒物(ρ)≤10 mg/m3、ρ(SO2)≤100 mg/m3、ρ(NOx)≤100 mg/m3、酸雾(ρ)≤20 mg/m3],C类企业满足国家和地方对行业排放限值标准要求。达到A类企业排放限值标准,如遇重污染天气,鼓励企业结合实际,自主采取减排措施。达到B类企业排放限值标准,如遇橙色预警及以上预警期间,生产系统限产20%。达到C类企业排放限值标准,如遇橙色预警及以上预警期间,生产系统限产30%。为满足生产系统连续稳定运行,结合中原黄金绿色环保发展理念,中原黄金决定按照A类企业排放标准进行技术改造和工艺优化。经过多年的努力,中原黄金目前已实现冶炼烟气烟囱排放达到环保要求,为满足烟气治理工艺符合技术指南要求,中原黄金计划对阳极炉烟气进行单独治理,达到A类企业排放标准要求。
1 烟气流程阐述
中原黄金铜火法冶炼采用底吹熔炼+闪速吹炼+阳极炉精炼炼铜法。在火法冶炼过程中,主要产生以下烟气:熔炼炉和吹炼炉烟气、冰铜粒化烟气、阳极炉烟气及环集烟气。其中熔炼炉和吹炼炉烟气与阳极炉烟气经过混合后送入制酸系统[1]。冰铜粒化与环集烟气分别洗涤降温后混合送入脱硫系统。原设计中各具体生产流程如下。
1.1 熔炼炉+吹炼炉+阳极炉烟气
熔炼和吹炼过程中产生高温、高含尘、高浓度(SO2)烟气,该烟气是制酸系统生产硫酸的主要烟气来源,生产过程中,该烟气流量与 SO2浓度相对稳定,保障了制酸系统稳定运行。设计处理设施:分别先由余热锅炉进行降温,再由电收尘器进行除尘,然后由高温风机增压送至制酸烟气净化入口,混合后进入制酸系统,经制酸系统处理合格后,达标排放。
阳极炉作业因包含氧化、还原、保温等阶段,造成该烟气流量与 SO2浓度不稳定。设计处理措施:该烟气通过高温排烟风机直接送至制酸烟气净化入口,与熔炼和吹炼烟气混合后进入制酸系统,其目的是利用该烟气温度较低的特点,控制混合烟气进净化入口温度(≤320 ℃)在合适范围内。工艺流程见图1。
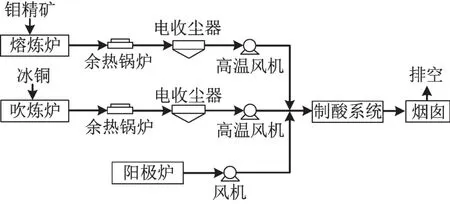
图1 熔炼炉+吹炼炉+阳极炉烟气工艺流程
1.2 环集烟气+冰铜粒化烟气
环集烟气来源于熔炼、吹炼、精炼过程中,是在排渣、放铜、加料操作中随物料弥散到环境中的低浓度烟气,通过环保风机和集气罩,利用负压在各操作口收集的烟气。该烟气的特点:气量大、浓度低( SO2与粉尘)、温度低。设计处理设施:该烟气通过环保风机送至动力波洗涤器进行湿法洗涤后,然后进入离子液脱硫吸收塔,最后由环集增压风机增压后,达标排放。
中原黄金开创性地使用底吹熔炼+闪速吹炼铜冶炼生产工艺,为保障闪速吹炼稳定运行,使用祥光铜业冰铜粒化技术[2],利用压缩氮气冲击熔融冰铜液,使冰铜变成颗粒状,再用水喷淋冷却。该烟气特点:高含尘、高SO2浓度 、高水分。设计处理措施:该烟气通过高效洗涤器进行湿法洗涤除尘后,再进入冷却塔进行降温,最后通过铜锍粒化增压风机输送,与环集烟气混合后进入离子液脱硫吸收塔。工艺流程见图2。

图2 环集烟气+冰铜粒化烟气工艺流程
火法冶炼过程中产生的2大类,5种烟气都经过各自的设计处理措施得到了较大程度的处理,处理后的烟气都达到了当时的国家与地方排放标准。但由于环保政策日趋严格,为满足技术指南的改造要求,中原黄金超低排放改造势在必行。
2 超低排放设计
2018年环保部印发《关于京津冀大气污染传输通道城市执行大气污染物特别排放限值的公告》[2018年第9号](以下简称公告)即:尾气排放限值ρ(SO2) ≤ 100 mg/m3,ρ(NOx) ≤ 100 mg/m3,粉尘(ρ)≤10 mg/m3。中原黄金早在2018年前就着手进行尾气超低排放改造。后为满足技术指南超低排放标准,即排放尾气中颗粒物(ρ) ≤10 mg/m3、ρ(SO2)≤50 mg/m3、ρ(NOx) ≤60 mg/m3、酸雾 (ρ) ≤10 mg/m3,中原黄金进行了一系列超低排放设计,具体设计如下。
2.1 制酸尾气超低排放
硫酸尾气来源于熔炼炉+吹炼炉烟气(不包含阳极炉烟气),经过烟气制酸生产工艺处理,二吸塔出 口ρ(SO2)< 300 mg/m3,ρ(NOx)< 100 mg/m3,酸雾(ρ)<30 mg/m3。该烟气特点:干燥烟气、气量稳定。因制酸尾气为生产系统主烟气对烟囱尾气排放影响较大。从二吸塔出口各项指标可以看出,为保障超低排放目标完成,有必要对脱硫、脱硝、除雾工序进行进一步改造,2018年进行了脱硫与除雾改造,增加了碱液吸收一体塔,保障了生产系统全天候尾气指标合格(系统急停时 SO2和酸雾含量会出现波动)。2019年进行了脱硝改造,增加了臭氧脱硝流程。其工艺流程见图3。

图3 制酸尾气处理工艺流程
如图3所示,制酸尾气经二吸塔吸收后,先用离子液脱硫塔进行脱硫,再进入臭氧脱硝反应器进行脱硝,最后进入碱液吸收塔+高效电除雾的塔电一体式保险塔进行吸收与除雾,尾气送烟囱达标排放。
2.2 阳极炉烟气超低排放
2.2.1 阳极炉烟气条件
中原黄金阳极炉共3台,进行交叉生产。由于阳极炉存在氧化、还原、浇铸等不同生产阶段,造成不同生产阶段烟气成分变化较大,阳极炉各阶段平均烟气条件见表1。
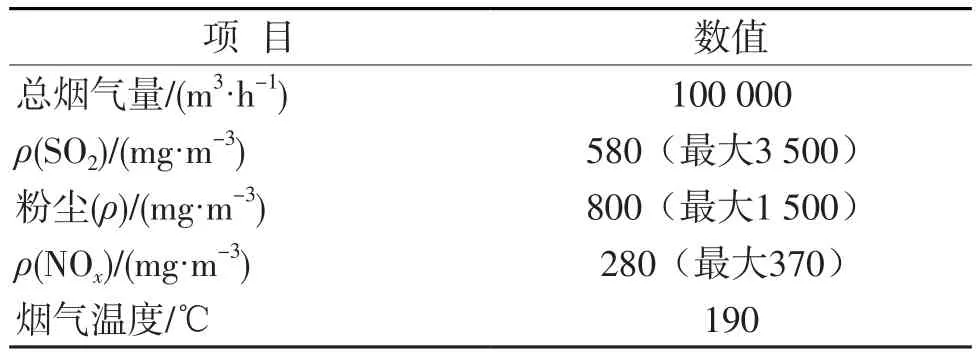
表1 阳极炉烟气条件平均值
2.2.2 阳极炉烟气超低排放工艺选择
阳极炉烟气处理原始设计为氧化与还原阶段烟气送制酸系统处理,浇铸与保温阶段烟气送环集系统处理,在实际运行过程中存在烟气 SO2、NOx、粉尘控制不稳定,容易造成烟气处理系统的操作波动。且为满足2020年技术指南的改造要求,阳极炉烟气需与制酸尾气和环集烟气分开排放。经过综合考虑,中原黄金2020年对阳极炉烟气进行流程改造,烟气单独治理后达标排放。
根据烟气条件,阳极炉烟气需经过除尘+脱硝+脱硫后方可实现超低排放。各节点工艺具体如下:
1)除尘工艺。阳极炉烟气经过管束与管道辐射降温后,与其他阳极炉低温阶段烟气进行温度调节,保障烟气温度控制在150~190 ℃,选择布袋收尘器进行烟尘回收,并为后续烟气处理创造条件。
2)脱硝工艺。通过对比不同烟气脱硝工艺的优缺点,中原黄金选择臭氧氧化法脱硝工艺,其原理为:利用臭氧的强氧化性,将烟气中NO与NO2氧化成更高价的NOx,然后利用NaOH与NOx反应,将气相中的NOx转变为液相的NO3-,实现 NOx的消除。该方法只需在常温下即可进行,并且通过臭氧发生装置负荷的调整,可控制尾气NOx含量,基本满足工业化生产要求。
3)脱硫工艺。因脱硝工艺需使用NaOH进行吸收,结合阳极炉烟气条件(SO2浓度较低),为降低建设成本与运行成本,脱硫选用液碱吸收法,该方法对SO2吸收具有反应速率快、脱硫效果好、操作灵活等特点。
根据以上所述,阳极炉烟气先用布袋收尘器进行除尘,再用湿法洗涤进行降温净化,然后用臭氧脱硝法脱硝,最后用液碱吸收脱硫,工艺流程见图4。
阳极炉烟气经过管束与管道辐射降温后控制烟气温度在150~190 ℃,然后烟气进布袋除尘器进行除尘,再经风机送入洗涤填料组合塔。组合塔采用洗涤除尘、填料塔降温一体化结构设计,经过一级洗涤器除尘、降温后的烟气温度约为50 ℃,经气液分离器初步气液分离后进入上部的填料冷却塔,通过外置板式换热器将系统内的热量移去,同时使烟气降温至40 ℃后,经上部的捕沫器除去大部分液滴后进入后续接力风机,同时臭氧发生器产生的臭氧也在风机入口通过臭氧反应器与烟气充分混合,使烟气中的NOx及少量 SO2发生氧化反应,生成高阶酸性氧化物。
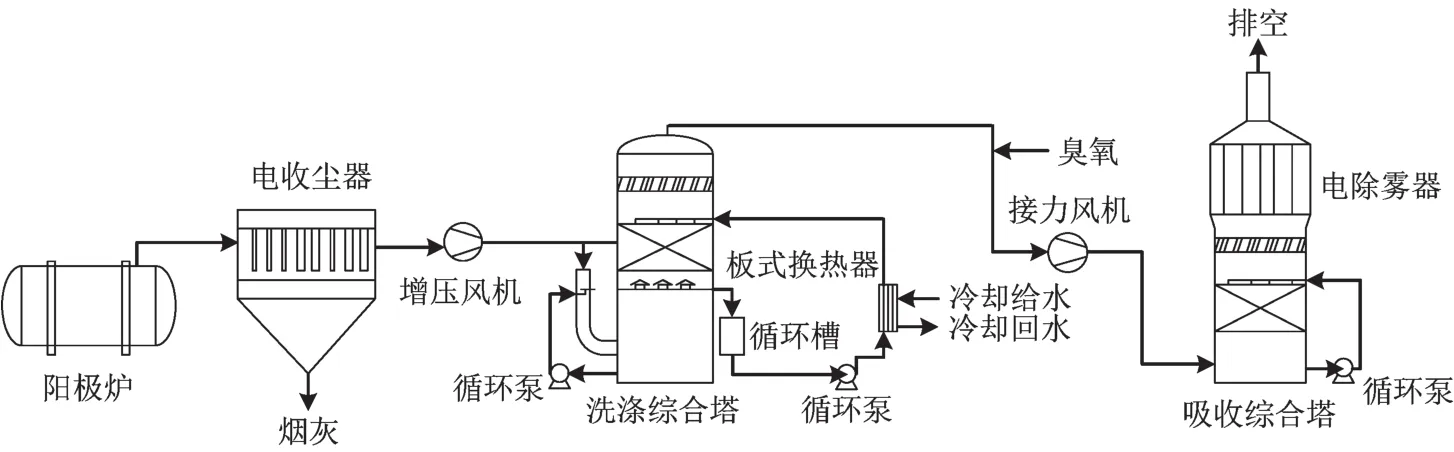
图4 阳极炉烟气超低排放工艺流程
反应后的烟气经引风机送入吸收除尘组合塔,首先在吸收塔内与氢氧化钠溶液反应脱除烟气中SO2及NOx,脱除 SO2及NOx的烟气经上部的捕沫器脱除烟气中夹带大颗粒的液滴后,进入顶部的高效湿式电除尘器并除去剩余的颗粒直径较小颗粒物及酸雾,达到排放指标后进入顶部烟囱排放。由于采用的2个塔集成度较高,因此占地面积小,一次投资成本低,并且可以达到较高的脱硫、脱硝、除尘、除雾效率。
为增大吸收效率,脱硫、脱硝塔采用填料塔形式,填料既可以达到气流分布的作用,又可以增大气液接触的面积,需脱硫、脱硝的烟气在塔内与吸收液经过一段时间的接触,完成脱硫、脱硝的吸收反应。
洗涤降温采用的是高效洗涤器,高效洗涤器具有除尘、降温效果好,适应烟气波动范围广等特点。
2.3 环集烟气+铜锍粒化烟气超低排放
环集烟气主要来源于熔炼炉、吹炼炉、阳极炉放铜和放渣等集气罩收集的烟气,铜锍粒化烟气来源于熔炼冰铜粒化时产生的烟气。经过检测,环集烟气主要含粉尘 (ρ)为 200 mg/m3,ρ(SO2)为500 mg/m3,铜锍粒化烟气主要成分粉尘(ρ)为500 mg/m3,ρ(SO2)为2 g/m3。在运行过程中,环集烟气和铜锍粒化烟气经过湿法洗涤后,混合进入离子液吸收塔。在实际运行中,存在铜锍粒化时粉尘与SO2指标不易控制问题,经过分析,原因是铜锍粒化时产生浓度较高的含尘和 SO2烟气,粒化时短时间内加大了系统处理负荷,造成粉尘和 SO2排放指标波动不易控制。
为保障尾气指标合格,根据“源头控制,过程管理,末端治理”原则,自2016年开始,在离子液吸收塔后先后添加2套高效电除雾器进行酸雾与粉尘控制,经过技术改造,环集与铜锍粒化混合烟气排放粉尘(ρ)低于10 mg/m3。为保障环集尾气SO2指标全天候合格,在铜锍粒化烟气增加离子液喷头进行预吸收,在环集吸收塔后增加碱液吸收保险塔。改造后流程见图5。
图5 环集烟气+冰铜粒化烟气超低排放工艺流程
3 超低排放情况
中原黄金烟气超低排放处理系统自2016年陆续改造,其2大类烟气已经全部完成改造,投入使用,目前系统运行稳定,尾气排放指标达到技术指南分级排放要求。
3.1 各烟气工艺参数控制
3.1.1 粉尘的控制
制酸尾气经过烟气净化、转化、吸收工序后主要存在酸雾影响,经过检查,二吸塔出口酸雾(ρ)达到40 mg/m3,通过硫酸尾气高效湿式电除雾器控制酸雾排放,在日常运行过程中,由于电除雾器进口酸雾量低,电除雾器二次电压控制在55 kV,二次电流控制在500 mA,当吸收效果差时,二次电流会上升到1 000 mA。平时检查电除雾器内部阴极线无结垢,说明硫酸尾气只存在酸雾影响粉尘值。
环集烟气经过湿法洗涤和吸收后,经过2级高效电除雾器进行除尘[3],2级电除雾器分别在2016年与2018年建成投入使用。2016年一级电除雾器投入使用后,环集烟气粉尘(ρ)由35 mg/m3下降到12 mg/m3,2018年二级电除雾器投入使用后,环集烟气粉尘(ρ)由12 mg/m3下降到3 mg/m3。日常运行过程中,2级电除雾器二次电压控制在40 kV,二次电流控制在1 500 mA以上,保障电除雾器正常运行。由于环集烟气粉尘值主要是固体颗粒,二级电除雾器运行一段时间后存在阴极线积灰,做功下降等现象,需要进行定时冲洗,以保障电除雾器正常使用。
3.1.2 脱硫的控制
中原黄金烟气脱硫主要使用离子液脱硫工艺。环集烟气和硫酸尾气离子液脱硫共用1个再生塔进行离子液再生,使用离子液脱硫工艺,可回收低浓度烟气中的 SO2资源,将其富集成高浓度 SO2气体,供需要的车间使用,节省了生产系统采购液化SO2的费用。平时生产过程中,离子液pH值控制在4.5以上,通过脱盐系统连续置换离子液中的不稳定性盐,通过降温系统进行离子液钠盐脱除,通过日常稳定添加新离子液,保障离子液有效浓度控制在12%以上,经离子液脱硫,烟气中ρ(SO2)可控制在50 mg/m3以内。
3.1.3 脱硝的控制
臭氧脱硝工艺通过臭氧氧化NO和NO2,将其变成易被碱液吸收的高价态NOx。臭氧脱硝系统主要包括:臭氧发生器、臭氧反应器、碱液吸收塔等三部分,分别达到了臭氧生产、氧化反应、吸收脱除等目的。由于碱液吸收装置和电除雾器配套使用,环集烟气和硫酸尾气碱液吸收塔液位随电除雾器收集烟气水气而增加,在日常生产中,碱液吸收塔因补碱而盐分增加,吸收泵运行电流会随循环液盐分增加(密度增加)而电流增加,需要定期进行换液,以保障吸收泵运行电流在额定范围内。外排液送废水处理站进行中和处理。尾气ρ(NOx)控制在20~50 mg/m3,NOx浓度高时,加大臭氧发生程度,保障臭氧参与反应,NOx浓度低时,减少臭氧发生程度,保障臭氧不过量。
3.2 尾气排放指标
经过系统运行与人工比对检测,中原黄金烟气排放指标达到设计值和超低限值。各烟气排放指标见表2。

表2 各烟气处理系统监测与设计数据 ρ:mg/m3
由表2可知,经过一系列工艺改造与设备升级,各烟气主要污染物得到有效处理,尾气中粉尘(ρ)控制在10 mg/m3以下,SO2与NOx排放浓度满足技术指南要求,实现了烟气超低排放设计,为中原黄金评定A类排放企业奠定基础。
3.3 粉尘与废水处理
烟气处理过程中,随湿法烟气洗涤和湿式电除雾器收集的粉尘,通过压滤机过滤后,返回原料仓,作为配料使用。间接地提高系统金属平衡回收率。
系统脱硝碱液吸收塔产生的废碱和离子液脱盐产生的脱盐清洗液,送水处理中和,中和后的液体供生产系统补水循环使用。
4 结语
中原黄金作为国内大型铜冶炼厂,始终坚持绿色、清洁、环保、高效的生产理念。结合冶炼烟气特点,采用针对性的治理方案,在满足排放限值要求前提下,减低烟气处理成本,达到节能减排的目标,为企业健康可持续发展奠定坚实基础,其烟气治理方案值得同行业参考借鉴。
猜你喜欢
农机科技推广(2022年7期)2022-08-16
矿业工程(2022年3期)2022-06-22
硫酸工业(2021年4期)2021-12-25
湿法冶金(2021年6期)2021-12-09
磷肥与复肥(2021年8期)2021-09-28
中国现代中药(2021年7期)2021-09-06
河南农业科学(2020年7期)2020-07-22
环境与发展(2020年6期)2020-07-17
环境监控与预警(2020年2期)2020-04-06
广西农学报(2019年4期)2019-11-26
