MTBE装置全流程模拟与运行分析
2020-01-17 01:57朱南南刘先红孙国梁王春忠
山东化工 2019年24期
朱南南, 刘先红, 孙国梁 ,王春忠
(山东汇丰石化集团有限公司企业技术中心,山东 淄博 256414)
甲基叔丁基醚(MTBE)是一种不可或缺的化工原料,是优良的汽油辛烷值改进剂,其含氧量高所以添加在汽油中可以提高汽油中氧的含量和辛烷值,促使汽油充分燃烧,作为汽油添加剂已经在世界范围普遍使用[1]。
本文利用Aspen Plus化工流程模拟软件对公司MTBE装置进行全流程模拟和运行分析,重点从设计角度研究甲醇甲醇水洗塔进料温度、塔顶压力、萃取水量等对产品质量的影响,通过操作条件的优化,在保证产品质量的前提下探索最优工艺参数,据此指导实际生产,降低生产成本,增加企业效益。
1 工艺流程描述
甲醇与含异丁烯碳四混合进入固定床反应器,在反应器内甲醇与异丁烯反应生成MTBE,两台反应器串联操作,反应产物自压进催化蒸馏塔进行MTBE和碳四的分离,同时异丁烯进一步转化,塔底MTBE产品送至罐区,塔顶含甲醇的碳四进入甲醇水洗塔,甲醇水洗塔所用萃取剂为水,水自上向下、碳四自下向上逆流,塔顶得到甲醇含量合格的醚后碳四,塔底甲醇水溶液进入甲醇回收塔回收甲醇,塔底水去甲醇水洗塔循环使用。
2 模拟计算
2.1 输入条件
MTBE装置原设计加工负荷26.25t/h(碳四进料量),按照每年开工8000小时计算,操作弹性60%~110%。本文按照C4进料量26.25t/h进行模拟,具体原料组成及产品要求见表1,表2。
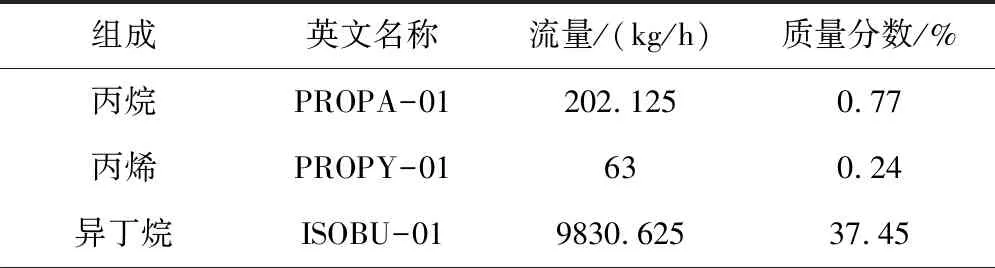
表1 醚前C4进料组成

表1(续)
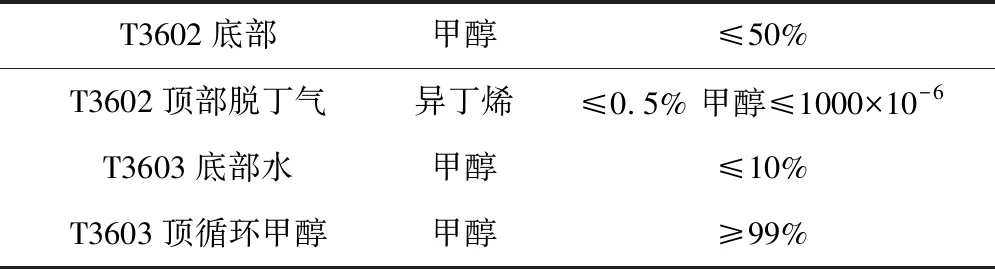
表2 产品质量要求
2.2 物性方法及模型选择
Aspen Plus中可采用的物性方法有多种,物性方法的选择取决于物系的非理想程度,一般可以根据物系的特点和操作温度、压力进行经验选择。本装置中涉及烃类气液平衡,所以全局选择使用UNIFAC模型,该模型是基于基团贡献的理论模型,它应用范围广,不需要实验数据配合,既能处理气-液平衡,又能处理液-液平衡[2];除了使用UNIFAC模型之外,由于模拟过程中涉及到甲醇回收塔,而且进料中基本只包含甲醇和水,二者属于极性非电解质体系,所以在模拟甲醇回收塔的时候选择NRTL方程、甲醇水洗塔选择UNIF-LL方程。多状态方程的混合使用,使整个流程模拟更加贴近实际。
醚化装置模拟涉及反应、精馏、萃取、反应精馏过程,反应器选择化学计量反应器RStoic模型,甲醇甲醇水洗塔采用Extract模型,为简化计算共沸精馏塔、催化蒸馏塔合二为一,采用RadFrac模型,换热器采用Heater模型。本文冷凝器为第一层塔盘,再沸器为最后一层塔盘。MTBE装置模拟流程见图1。
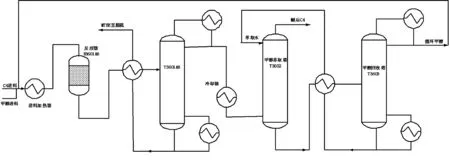
图1 MTBE装置模拟流程图
2.3 模拟结果与实际对比
各塔顶压力、初始回流比为根据现场DCS数据的给定值,产品质量指标参考LIMS数据。具体模拟结果见表3。从表3可以看出反应器出口MTBE含量及副反应产物实际值与模拟值有一定偏差,这可能是由于反应器中化学反应转化率设定与实际有一定差距;循环甲醇含量90.2%,其中含有4%左右的液化气组分,与实际有一定偏差,这与有关论文的[3]模拟结论是一致的。其他数据模型能较好地模拟装置的实际工况。模型准确可靠,可用于进一步应用分析。
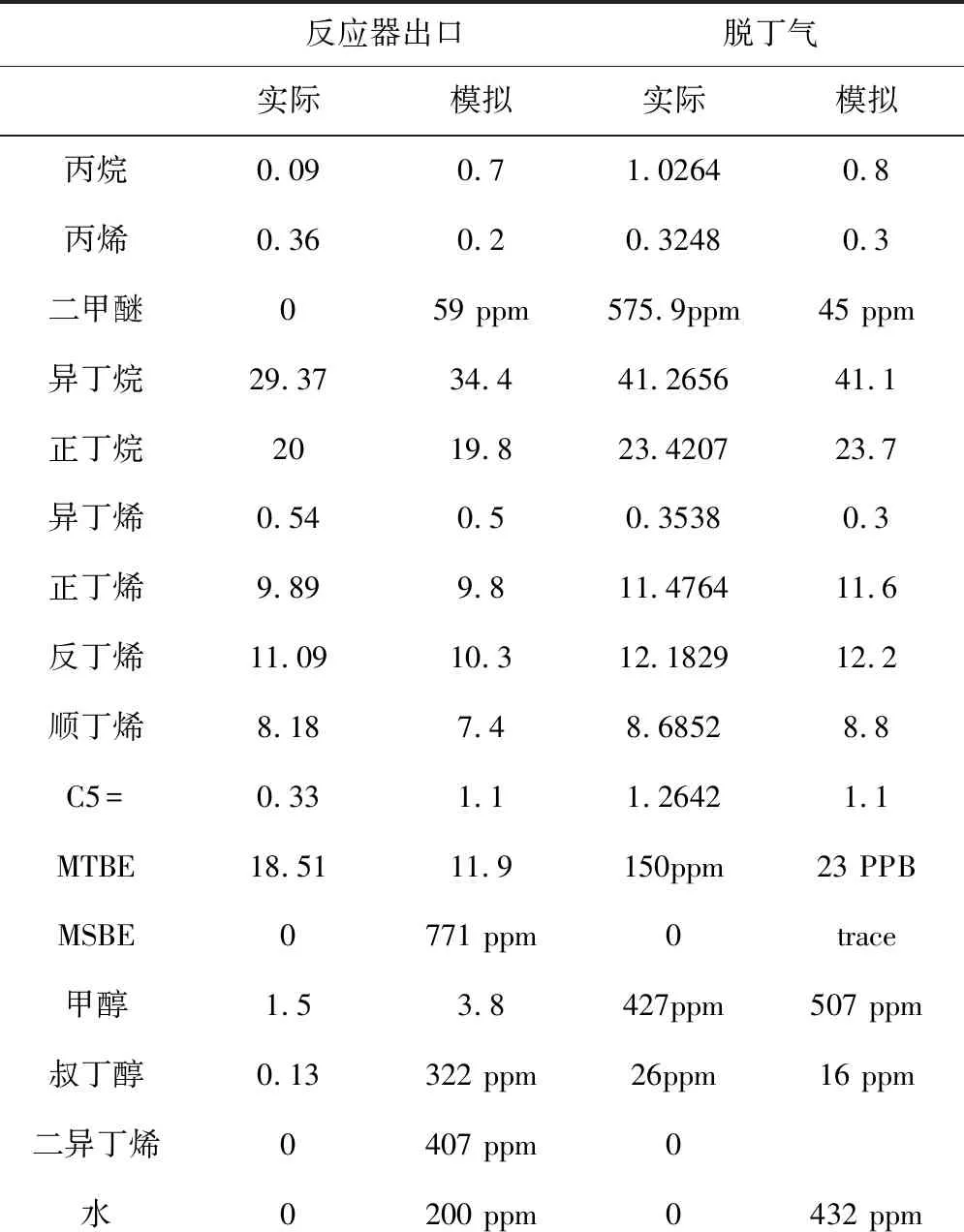
表3 模拟结果与实际化验结果对比
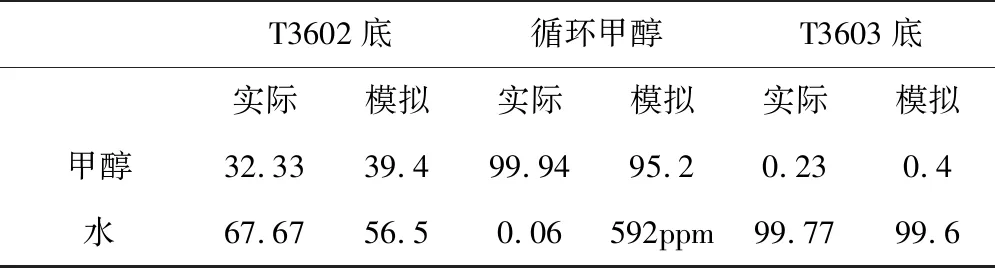
T3602底循环甲醇T3603底 实际模拟实际模拟实际模拟甲醇32.3339.499.9495.20.23 0.4水67.6756.50.06592ppm99.77 99.6
3 灵敏度分析
3.1 T3602洗涤水量对脱丁气中甲醇含量的影响
根据经验萃取水用量越多,剩余碳四中甲醇含量越低。在实际运行过程中,由于萃取水不断循环,逐渐溶解其他杂质,补水量较小,导致萃取剂品质发生波动,从而影响甲醇萃取效果;另外由于甲醇水洗塔进料碳四中的甲醇含量不断变化变化,也会影响甲醇萃取效果[4]。在操作压力0.54MPa(表压,下同),C4进料温度32℃条件下考察了洗涤水量对产品质量影响,见图2。从模拟结果可以看出,随着洗涤水量增加,醚后碳四中甲醇含量逐渐降低。在洗涤水1700kg/h时甲醇含量84ppm,满足后续烷基化装置进料要求,当烷基化不开工时,可以适当降低洗涤水量,降低能耗。洗涤水量控制在950kg/h左右即可满足醚后碳四产品质量要求。
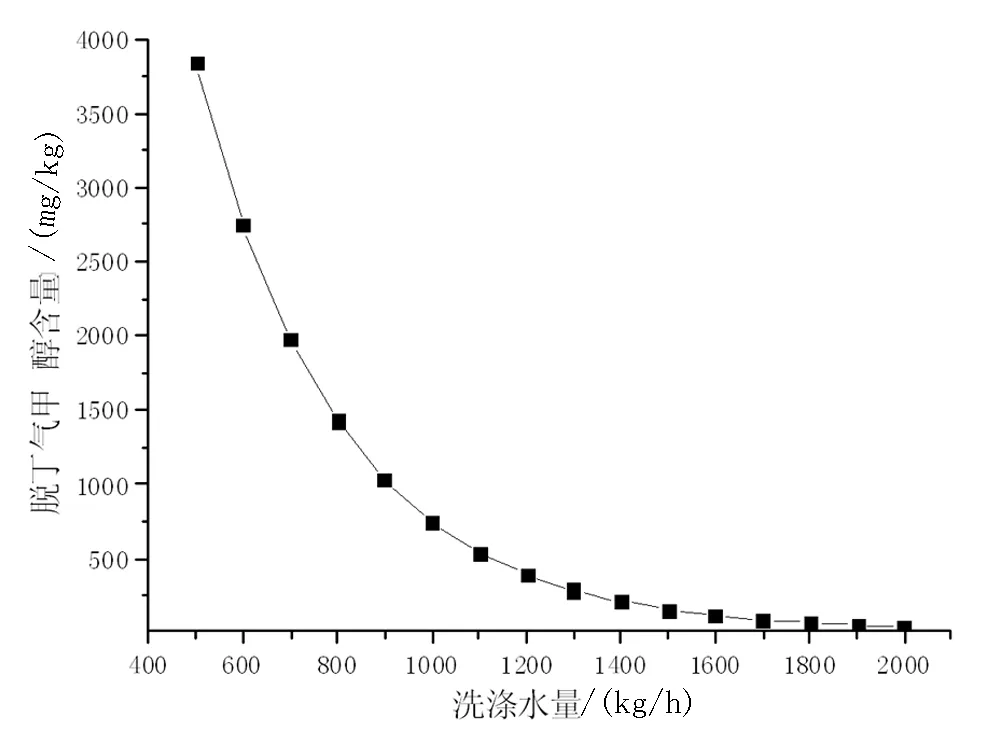
图2 T3602洗涤水量对醚后碳四中甲醇含量的影响
3.2 T3602压力对脱丁气中甲醇含量的影响
在洗涤水量950kg/h,C4进料温度32℃条件下考察了塔操作压力对产品质量影响。由图3可以看出,甲醇甲醇水洗塔压力调整后塔顶碳四出料中甲醇含量并没有大的变化,考虑到碳四在较低的操作压力下会气化,从而导致物料在塔内流速增加,所以在保证碳四物料维持液相的情况下,甲醇水洗塔的压力不需要严格控制。将操作压力由0.54MPa提高至0.7MPa产品可以自压进入罐区,停醚后碳四外送泵,经计算每年可以节约费用17万元。
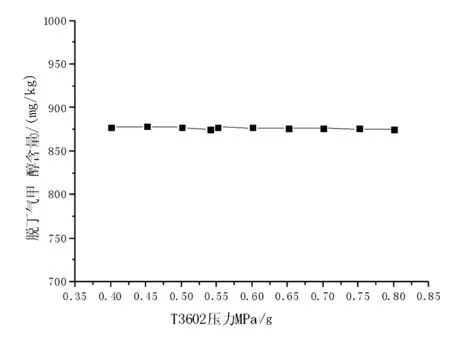
图3 T3602压力对醚后碳四中甲醇含量的影响
3.3 T3602进料温度对脱丁气中甲醇含量的影响
在洗涤水量950kg/h,操作压力0.54MPa的条件下考察了C4进料温度对产品质量影响。由图4可以看出,碳四出料甲醇含量与进料温度呈接近线性关系,随着进料温度升高,碳四出料中甲醇含量也逐步上升。C4进料温度应控制在30~35℃。

图4 T3602进料温度对脱丁气中甲醇含量的影响
另外也有学者研究了萃取水温度对塔釜碳四含量的影响,水温升高,塔底碳四含量增加,分离效果变差。水温高于32℃,塔釜碳四含量变化不大。因此,装置萃取水进料温度,可以根据季节适当调整循环水用量。降低循环水用量,可在一定程度上降低装置能耗[5]。
4 MTBE禁用后碳四资源的利用
2017年9月13日,国家发改委、能源局等十五部委联合制定发布了《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,明确到2020年,在全国范围内推广使用车用乙醇汽油,基本实现全覆盖。目前车用乙醇汽油最新标准已发布,其中要求不得人为加入含氧有机化合物,即MTBE等醚化组分将不能再作为汽油调合组分[6]。
在国外,尤其是美国已经开始使用不含甲基叔丁基醚的汽油,所以采用甲基叔丁基醚裂解制备高纯度异丁烯会越来越受重视[7]。结合目前的市场和政策环境,炼化企业应重点考虑精细化路线的碳四深加工产业链,主要考虑高纯异丁烯(MTBE裂解)、丁烯和正丁烷的利用。正丁烷下游考虑正丁烷法顺酐,而MTBE后续考虑裂解生产高纯度异丁烯及下游精细化产品,主要有丁基橡胶、甲基丙烯酸甲酯、聚异丁烯及其他精细化学品等。
3 结论
(1)应用Aspen Plus流程模拟软件,建立了我公司MTBE装置模型,模型可用于装置的模拟优化计算及技术人员学习使用。通过模拟结果与实际结果对比,反应器出口MTBE含量及循环甲醇量模拟值与实际值有一定偏差。
(2)在洗涤水1700kg/h时甲醇含量84ppm,满足后续烷基化装置进料要求。烷基化装置停工时,洗涤水量控制在950kg/h左右即可满足产品质量要求。
(3)将甲醇水洗塔的操作压力由0.54MPa提高至0.7MPa,停醚后碳四外送泵,产品自压进入罐区,每年可以节约费用17万元。
(4)C4进料温度越低,萃取后塔顶碳四出料甲醇含量越低,进料温度应控制在30~35℃。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
节能与环保(2022年3期)2022-04-26
科学家(2022年3期)2022-04-11
海洋石油(2021年3期)2021-11-05
化工管理(2021年23期)2021-08-25
中国眼镜科技杂志(2019年9期)2019-11-11
中国特种设备安全(2019年7期)2019-09-10
劳动保护(2019年7期)2019-08-27
质量技术监督研究(2018年1期)2018-03-26
山东工业技术(2016年15期)2016-12-01