再生覆膜砂粉尘对硫氧镁发泡芯板的改性作用
2020-01-09 08:56:38彭敬东彭焕军龚成斌
云南化工 2019年12期
彭敬东*,彭焕军,张 浩,石 燕,龚成斌
(西南大学化学化工学院, 重庆 400715)
再生覆膜砂粉尘主要来源于覆膜砂再生工艺中的风选工艺。据有关统计,铸造行业每生产1吨铸件,就会产生1.2 吨覆膜砂废弃物[1]。我国铸件已连续多年产量居世界第一,2011 年中国铸件产量达4350 万吨,占全球产量1/3 以上,2011年全中国废砂生成总量约为5200 万吨,全国铸造产量还在以每年10%的速度增长[2]。据统计,每再生1 吨覆膜砂产生约为20kg 粉尘。我国铸造业每年排放总粉尘量巨大,约为100 万吨。随着国家对环境保护要求的逐步提高和除尘技术的进步,用除尘器收集的粉尘量越来越大,收集到的粉尘颗粒也比较小,比表面积大,成分复杂,且易飞扬,不易处理,不易运输[3]。大量废弃物粉尘并没有得到合理的利用,已经成为铸造企业很大的负担,不仅占用了大量的耕地,而且严重污染环境,造成沉重的经济、社会和环境负担[4]。
再生覆膜砂粉尘由于有颗粒细小、比表面积大、具有一定反应活性的特点,因此,再生覆膜砂粉尘具有资源化利用的潜在可能。当前,再生覆膜砂粉尘主要可以用于聚合物基废弃物复合材料[5]、水泥基废弃物复合材料[6]、陶瓷基复合材料[7]等材料的制作,现有利用途径并不能大量实现再生覆膜砂粉尘的资源化利用。
目前,国内外已有应用硫酸作为调和剂制备防火门芯板的相关研究报道,但是所取得的结果还不能满足实际使用的要求,主要表现为硫氧镁防火门芯板机械强度与防火性能不够[8-10]。本项目组的前期工作发现通过对硫氧镁防火门进行改性,可较大幅度提高硫氧镁防火门芯板的各项性能。再生砂粉尘的主要成分为二氧化硅、氧化铝等,将其用作硫氧镁防火门芯板的粉体改性剂,再生砂粉尘的活性成分能够参与到硫氧镁的水化反应中,形成类水泥结构而增强硫氧镁防火门芯板的机械强度与防火隔热性能。本文研究了再生覆膜砂粉尘掺入硫氧镁防火门芯板对机械强度的影响,初步探索了一条资源化利用覆膜砂粉尘的新途径。
1 实验部分
1.1 试剂与仪器
试剂:轻烧氧化镁(MgO),活性85,工业级(辽宁省海城市太宝矿产品加工厂);七水硫酸镁(MgSO4·7H2O),工业级(山东省寿光市邦泽化工有限公司);聚丙烯腈纤维,5 mm(重庆市宜筑工程纤维制作有限公司);双组分动物蛋白发泡剂(实验室自制)。
仪器:CMT-100 型万能力学试验机(济南联工测试技术有限公司),DGH-9035 型电热鼓风干燥箱(上海齐欣科学仪器有限公司),NJ-160 型水泥净浆搅拌机(沧州路仪实验仪器有限公司),水泥发泡机(合肥百乐能源设备有限公司)。
1.2 硫氧镁发泡芯板的制备
在水泥净浆搅拌机中加入事先配制好的硫酸镁溶液,再加入适量的聚丙烯腈纤维,以60r/min 搅拌1min;再加入计量比例的再生覆膜砂粉尘,再搅拌30s;投入计量比例的氧化镁,搅拌5min;在搅拌状态下充入适量的泡沫,继续搅拌1min;取下搅拌罐,将搅拌好发泡后的浆料倒入30cm×15cm×4.8cm 的模具中,用刮刀刮平。室温养护24h 后脱模,再在室温条件下养护至7d 龄期。
2 结果与讨论
2.1 再生覆膜砂粉尘质量分数对凝结时间的影响
如图1 和图2 所示,硫氧镁发泡芯板的初凝时间和终凝时间随着再生覆膜砂粉尘的掺入量的增加略有缩短,但是未发生显著性的变化。再生覆膜砂粉尘的促凝作用在于再生覆膜砂粉尘拥有较大的比表面积,能够较快地吸附反应体系中的自由水,使得反应体系中的自由水减少。但是考虑到浆料制备过程中的和易性,再生覆膜砂粉尘的掺入量不宜过大。
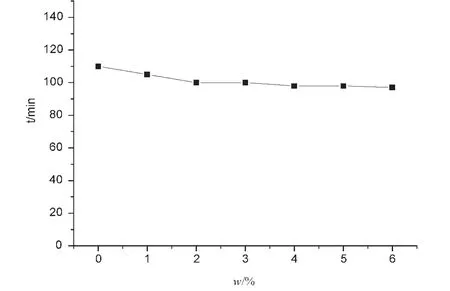
图1 再生覆膜砂粉尘对初凝时间的影响

图2 再生覆膜砂粉尘对终凝时间的影响
2.2 再生覆膜砂粉尘质量分数对抗压、抗折强度的影响
如图3、图4 所示,掺入再生覆膜砂粉尘后硫氧镁发泡芯板的力学性能有较大幅度的提高。未加再生覆膜砂粉尘时,试件的7 抗折、抗压强度只有0.7MPa 和1.5MPa。加入再生覆膜砂粉尘后,试件的抗压、抗折性能大幅度增强,当再生覆膜砂粉尘的掺入量为5%时,试件的7d 龄期的抗折、抗压强度达到1.05MPa 和2.1MPa,表明再生覆膜砂粉尘对硫氧镁发泡芯板的力学强度有较好的提升作用。

图3 再生覆膜砂粉尘对抗折强度的影响

图4 再生覆膜砂粉尘对抗压强度的影响
加入再生覆膜砂粉尘后,硫氧镁发泡芯板的力学性能有较大幅度的提升,当再生覆膜砂粉尘的掺入量低于5%时,硫氧镁发泡芯板的抗压、抗折性能随着再生覆膜砂粉尘的掺入量的增加而增大;但是,当再生覆膜砂粉尘的掺入量超过5%后,硫氧镁发泡芯板的力学强度反而随着再生覆膜砂粉尘的掺入量的增加而急剧下降,甚至在掺入量高于7%后还低于不加再生覆膜砂粉尘的试件。因此,再生覆膜砂粉尘的掺入量不是越多越好,过量的再生覆膜砂粉尘的掺入反而会导致试件的力学强度下降。
3 结论
1)随着再生覆膜砂粉尘的掺入量的增加,试件的抗压抗折强度随之增加,但是当再生覆膜砂粉尘掺入量超过5%时,试件的抗压、抗折强度反而随着再生覆膜砂粉尘的掺入量的增加而急剧降低。
2)再生覆膜砂粉尘的掺入量对硫氧镁发泡芯板的凝结时间没有显著性影响。
猜你喜欢
工程力学(2023年8期)2023-08-16 06:03:12
印制电路信息(2022年11期)2022-11-30 03:40:50
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22 07:59:24
消防界(电子版)(2021年8期)2021-04-09 06:05:02
潍坊学院学报(2020年6期)2020-11-22 08:04:22
妈妈宝宝(2019年9期)2019-10-10 00:53:48
山西建筑(2018年9期)2018-03-26 16:00:09
中国房地产业·下旬(2017年12期)2017-07-09 10:41:59
水利科技与经济(2017年9期)2017-04-22 02:42:44
印制电路信息(2014年9期)2014-04-28 01:57:42