杜康复合香酿酒堆积与发酵过程中酒醅理化变化趋势研究
2020-01-08 05:07:42葛向阳何惠昭张献敏何晨旭
酿酒科技 2019年12期
葛向阳,何惠昭,徐 岩,张献敏,何晨旭
(1.江南大学,江苏无锡 214122;2.汝阳杜康酿酒有限公司,河南洛阳 471241)
中国白酒酿造的特点是固态多菌种自然发酵过程,近年来,随着科技的发展,现代生物科学技术被应用到传统酿造工艺中。复合香堆积工艺就是在前人对传统白酒酿造过程中功能微生物群系结构与功能有了一定研究成果的基础上,对传统工艺的提升与创新。但是,由于技术方法的限制,对白酒酿造过程中微生物群落变化及其与酒醅理化的相关性分析还不够全面及深入,从而不能明确各工艺控制要点对工艺乃至产品风格的影响机制,这势必减弱对传统工艺的可控化程度。
为了明确杜康绵柔复合香原酒酿造过程中功能微生物的变化,及其影响酒醅理化指标变化的机制,本研究利用可培养技术,结合堆积酒醅及窖池发酵过程中酒醅的理化分析结果,从整体上探索复合香原酒的酿造规律,真实反映出杜康绵柔复合香白酒酿造中对白酒产量和质量有益的功能性微生物的影响机制。这对提高杜康绵柔复合香调味酒出酒率及酒质,从而指导生产工艺的改进具有重要价值。
1 材料与方法
1.1 微生物分析样品
1.1.1 考察对象
对堆积过程酒醅微生物群系进行跟踪分析。
1.1.2 堆积过程取样要求
1.1.2.1 堆积过程取样时间点设计
在堆积的每8 h取1次样,即第0 h、8 h、16 h、24 h、32 h、40 h、48 h、堆积结束。
1.1.2.2 堆积过程取样空间点设计
每次采样分为表层、深表层2点。表层点(0~5 cm)、深表层点(10~40 cm),在每层区域内取3个点混合均匀作为一个样。取相邻2个浓香型窖池入池酒醅作为对照。每次采样分为表层、深表层、中间层3点。表层点(0~5 cm)、深表层点(10~40 m)、中间层点(堆子的核心部分),在每层区域内取3个点混合均匀作为一个样。
1.1.2.3 取样方法
每一点同时从2个堆积层相同位置取样,每个酒醅样品500 g,分成两份,贴好标签。其中300 g留在酒厂分析化验相关指标,200 g封好放入冰箱冷冻,后用取样箱送往学校测定微生物等其他相关指标。分析方法参照文献进行[1-3]。
2 结果与分析
2.1 堆积过程中微生物菌群的变化
2.1.1 堆积过程中细菌总数的变化趋势
3组样品稀释涂布培养后,细菌在平板上的菌落形态如图1所示。由于营养琼脂培养基也繁殖生长酵母菌,所以平板上菌落形态较小的才是细菌。
从平板上挑取细菌,稀释后在显微镜下观察的细菌形态如图2所示。大的菌体为酵母,小的菌体为细菌。
3组样品稀释涂布,培养48 h后,得到的堆积过程中细菌总数的变化如图3所示。

图1 营养琼脂培养基上堆积酒醅细菌菌落形态

图2 显微镜下细菌形态

图3 3组样品堆积过程中细菌数量的变化
从图3可以看出,在堆积过程中,上层、中层和下层堆积样品中的细菌总数都在增加,前8 h细菌增长缓慢,之后,细菌增长迅速,到堆积结束,细菌总数增长到5×107~6×107个/g物料,堆积物料上层细菌总数在增长速率和总数上高于下层物料细菌总数,主要是上层物料与空气的接触面较大有关。
2.1.2 堆积过程中酵母菌总数的变化趋势
3组样品稀释涂布培养后,酵母在平板上的菌落形态如图4所示。由于孟加拉红培养基也长霉菌,所以平板上菌落没有长毛形态较小的才是酵母菌。

图4 孟加拉红培养基上酒醅酵母菌落形态
从平板上挑取酵母菌,稀释后在显微镜下观察的酵母菌形态如图5所示。

图5 显微镜下酵母菌形态
3组样品稀释涂布,培养48 h后,得到的堆积过程中酵母菌总数的变化如图6所示。

图6 3组样品堆积过程中酵母菌数量的变化
从图6可看出,酵母菌总数与细菌总数在堆积过程中数量变化的趋势一致,都呈现持续增长,上层酵母菌在增长速率和数量上也都多于下层酵母菌。堆积结束后,酵母菌总数为4×107~5×107个/g物料,在总数上比细菌少。从细菌和酵母的总数可以看出,堆积过程是一个有益微生物大量增殖的过程,这对后期发酵的进行有重大的影响。
2.1.3 堆积过程中霉菌总数的变化趋势
3组样品稀释涂布培养后,霉菌在平板上的菌落形态如图7所示,由于孟加拉红培养基也繁殖生长酵母菌,所以平板上菌落长毛形态较大的是霉菌。图7A是培养48 h的霉菌,图7B是培养3 d之后的霉菌,此时河内白曲霉菌已经开始产孢子,颜色由白色变成了暗黄色。

图7 孟加拉红培养基上霉菌菌落形态
从平板上挑取霉菌,稀释后在显微镜下观察的霉菌形态如图8所示。图8A是霉菌的形态,图8B是河内白曲霉菌产孢子时的形态。

图8 显微镜下河内白曲霉菌形态
3组样品稀释涂布,培养48 h后,得到的堆积过程中霉菌总数的变化如图9所示。
从图9可知,河内白曲霉菌在0~16 h内迅速降低。由总体数据可以看出,河内白曲霉菌在数量上远远少于细菌和酵母,而且由于堆积环境不利于霉菌的生长繁殖,所以堆积的工艺并不适宜霉菌的富集。

图9 3组样品堆积过程中河内白曲霉菌数量的变化
16 h前堆积物料的温度在20~30 ℃,且是微氧条件,适合酵母、细菌的生长繁殖,而16 h后由于温度的升高、氧气的减少,微生物增长幅度相对减缓。细菌和酵母相同,上层高于下层,主要是由于物料上层与环境接触,温度与水分受环境影响较大所致,堆积到后期可以看见堆积物料上有白色斑点出现。
2.2 堆积过程中糟醅理化指标的变化趋势

图10 堆积过程中上层糟醅理化指标的变化
鉴于酒醅理化指标变化的梯度,本研究选取了上层酒醅及下层酒醅分别进行理化指标分析,分析项目为:酒醅酒精含量、淀粉、酸度、糖分、水分,变化趋势如图10和图11所示。从图10和图11可见,上层和下层堆积酒醅的过程中水分都是逐步增大的过程,堆积结束时,水分维持在57 %~58 %之间。总体上分析:无论是上层酒醅还是下层酒醅,堆积结束后消耗淀粉约5 %,酒醅酒精含量为2.5 %vol左右,酒醅糖分为3%左右;而酸度变化不明显。
2.3 发酵过程中糟醅理化指标的变化趋势
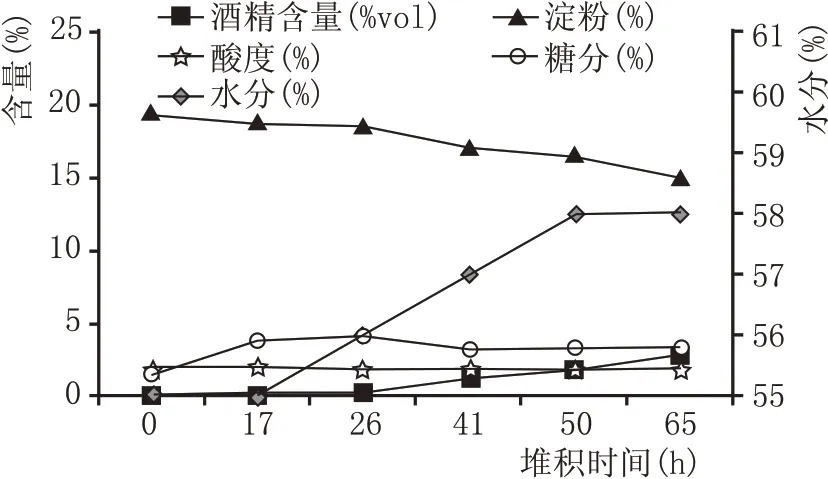
图11 堆积过程下层糟醅理化指标的变化
为了探索堆积酒醅在窖池中的变化规律,本研究对入池后上层和下层酒醅的理化变化进行了跟踪分析,总体变化趋势如图12和图13所示。

图12 发酵过程上层糟醅理化指标的变化

图13 发酵过程下层糟醅理化指标的变化
从图12和图13可以看出,发酵过程中,总体水分呈现先增大后减小的规律,酸度逐渐增高;上层酒醅酒精最高浓度为发酵后的10~15 d,而下层酒醅酒精最高浓度出现在35 d左右,酒醅最高酒精浓度为8 %vol~9 %vol之间。总体显示上层酒醅理化指标变化较为剧烈。
3 结论
复合香堆积发酵过程实际上就是各类微生物的代谢消长的过程,微生物的生长繁殖起着决定性的作用,其中淀粉的消耗、水分和酸度的变化与微生物数量之间呈现相互影响、相互制约的关系。在堆积过程中,细菌与酵母的数量持续增长,而霉菌则逐步凋亡。由于受外界环境的影响,在发酵过程中,上层糟醅比起下层糟醅在各个方面的指标变化都显著,这也是酒醅风味物质在上下层发酵酒醅中存在差异的主要因素。在复合香堆积过程中,堆积工序相当于一个短暂的前发酵过程,不仅网罗培养了大量的微生物,还积累了生香前体物质。所以控制好水分,以及堆积时间,使微生物正常生长繁殖,对于复合香调味酒的生产是至关重要的。
猜你喜欢
军事文摘·科学少年(2021年1期)2021-02-04 08:03:45
江苏农村经济(2019年5期)2019-01-14 21:06:12
数学大王·低年级(2017年10期)2017-10-31 22:27:50
数学杂志(2017年3期)2017-06-15 20:29:14
数学小灵通(1-2年级)(2017年3期)2017-04-16 04:40:29
少年文艺·开心阅读作文(2017年1期)2017-02-24 03:05:29
考古与文物(2016年5期)2016-12-21 06:28:48
阅读与作文(小学低年级版)(2015年8期)2015-05-30 10:48:04
小天使·四年级语数英综合(2014年3期)2014-03-21 17:15:35
食品工业科技(2014年9期)2014-03-11 18:15:31