白酒菌种库功能菌评价方法的建立以及白酒“绵柔因子”生成菌剂的研发与应用
2020-01-08 05:07范鏖,杨涛
酿酒科技 2019年12期
范 鏖,杨 涛
(中国科学院成都生物研究所,四川成都 610041)
中国白酒是传统发酵饮品,自然发酵、多微共酵的传统工艺使微生物菌群和发酵过程都较为复杂。研究功能性成分、特征风味成分及其形成的代谢机制,了解主要功能微生物的代谢规律及关键微生物相互作用机制,进而定向选育功能微生物、开发新型复合微生物菌剂实现自动化、智能化生产,使传统酿造由经验型向现代化、科学化转变,这是传统酿造食品发展的必然趋势,而这些研究都需建立在酿造微生物菌株的获得及其功能解析的基础上,因而酿造功能微生物菌种资源的筛选与应用是传统酿造食品升级改造的基础和核心。
中国科学院成都生物研究所从20世纪70年代末期就非常重视白酒酿造微生物菌种资源的分离收集,吴衍庸[1]老师在己酸菌、产甲烷菌及放线菌方面进行了开创性的研究,名酒组其他老师在酵母菌、根霉、红曲霉、芽孢杆菌等方面也开展了许多筛选与应用研究。在以传统微生物分离方法基础上,对于一些难培养、生长慢或者营养要求比较特殊的菌株,研究采用基于高通量测序的宏基因组学技术解析传统酿造食品微生物多态性和优势微生物演变规律,建立关键菌株可培养分离技术、特色菌株筛选模型。几十年的积累,从传统白酒酿造物料(曲药、糟醅、窖泥等)分离筛选了浓香、酱香、清香等不同香型的曲药、糟醅、窖泥等微生物菌种资源。系统分离保藏了清香、浓香、酱香等不同香型关键工序酿造功能微生物菌种约900株。基于这些菌种资源构建的窖泥功能菌剂、嗜热芽孢杆菌菌剂、麸曲酱香功能菌剂及芝麻香功能菌剂在多个企业应用取得了显著的效果。
在建设和维护菌种库的同时,我们进一步研究菌种功能评价技术体系,针对白酒行业技术进步和市场变化的趋势,组合出不同功能的功能菌菌剂,希望能更加充分地发挥菌种库的作用。本文即是菌种库功能菌评价方法的建立,以及应用这种方法,研发白酒“绵柔因子”生成菌剂的报告。
在实验室建立以五粮为原料,以自制米曲、大曲、小曲为发酵剂的白酒发酵基础系统,再向其中添加菌种库中不同功能菌的纯种或组合菌剂,以产酒的理化指标和尝评结果,对不同功能菌的纯种或组合菌剂做出性能评价[2-4]。
1 材料与方法
1.1 材料
菌种:霉菌(白曲霉Z#、黄曲霉Q#);酵母菌(产酒酵母L#、产香酵母L1#)。
曲样:大曲,取自正常生产大型酒企;小曲,外购安琪甜酒曲。
原料:取自正常生产大型酒企的大米、高粱、玉米(粉碎)、糯米、小麦。
1.2 实验方法
1.2.1 使用米曲为糖化发酵剂的实验方法
1.2.1.1 制作米曲(白曲米曲和黄曲米曲方法一致)
把大米洗3遍,加水至浸没大米5 cm处浸泡45 min,然后沥干0.5 h,蒸煮45 min,摊冷至30 ℃左右,得到水分为30 %~35 %的蒸米,分装于浅盘,无菌条件下接入菌种孢子悬液(孢子数1×105个/g大米),置于相对湿度95 %、28~30 ℃培养箱中堆积培养。16~20 h期间,温度上升至44~48 ℃时,摊开混合、降温后再堆积1次;温度上升至40~44 ℃再次摊开混合,控制温度36~40 ℃;至36 h时再翻动1次,控制温度32~36 ℃;至40 h时,除去湿度,32~34 ℃通风干燥培养至总时间为44~46 h,可直接出曲使用。
也可在40~45 ℃烘干1 d,最后水分含量为16%左右,低温保藏备用。优质曲为物料表面及内部长满白色菌丝,无或少见孢子着生,无杂色,口嚼酸甜味明显。
1.2.1.2 酒母的制作
米曲汁培养基调至Brx 10%,取适量放入三角瓶中,121 ℃、15 min湿热灭菌并冷却后,分别挑取L#和L1#菌株2%YPD培养基上的新鲜酵母菌苔1环接入,25 ℃恒温条件下,静置培养2 d。即可得到产酒酵母L#和产香酵母L1#的酵母菌培养液。
1.2.1.3 种子培养
发酵用曲量以33 %作为基准,称取所需米曲165 g放入500 mL三角瓶中,按米曲的120 %添加量加入200 mL水,再加入酒母至细胞浓度106cell/mL(其中,产酒酵母L#∶产香酵母L1#=2∶1),混合均匀后,25 ℃静置培养3~6 d。
1.2.1.4 发酵培养
1.2.1.4.1 原料的浸泡和蒸煮
大米:将大米称量后用自来水清洗1~2次,加入2~3倍大米质量的水于常温下浸泡15~16 h,过滤后于常压蒸煮器中进行蒸煮。上气后蒸煮时间为30~40 min,中间每10 min淋水翻拌1次,以米粒熟透、不黏手为准。
高粱:称量后用自来水清洗1~2次,冷水条件下浸泡1 d,再蒸煮2 h。蒸煮过程中淋水2~3次。
玉米:将粉碎后的玉米渣先在常温下浸泡12 h,后加温至65 ℃,保温4~5 h。换水,在常温下再浸泡12 h。经反复浸泡,冷热交替处理,让紧密的玉米淀粉吸水膨胀,吸收足够的水分,易于蒸煮。蒸煮时将玉米糁放入锅内,当加热至蒸汽冒出后,加盖蒸2 h,方便原料蒸透,中途淋水2~3次,每次要淋透。
糯米:糯米除杂,洗净,保持水面浸没糯米上层10 cm,常温下浸泡15~16 h,至米粒用手碾之即碎;蒸煮时,上气后蒸煮时间为20~30 min,有米饭香味即可,要求熟而不烂,透而不烂,外硬内软,疏松易散,均匀一致;将蒸好的饭放于纱布上,用无菌水冲冷,要边拌边淋,使米饭快速降温至35 ℃左右,避免因缓慢冷却导致微生物污染。
小麦:小麦除杂、清洗后,常温下浸泡12 h(至5 %~7 %的水分,浸泡时间太长可能发芽),用手动压面机压至扁平状,使心烂皮不烂;压榨后的小麦质地较疏松,置于常压蒸煮器中进行蒸煮,上气后蒸煮时间为40~50 min,中间淋水翻拌1次,以小麦熟稔、芯熟透为准。
1.2.1.4.2 发酵培养
种子糟全部移入2000 mL三角瓶中,加入蒸煮后的发酵原料500 g,再按照发酵原料的180%量加入900 mL发酵用水,28 ℃恒温培养,在培养的过程中,每天称重三角瓶的重量1次,记下称重的时间和重量,到三角瓶的重量不再发生变化或者变化很小来确定发酵完毕,需要8~9 d。
1.2.1.5 蒸馏
发酵完毕后进行蒸馏,测定酒精度、同时制作样品进行色谱分析,对各酒样进行尝评。
1.2.2 使用小曲为糖化发酵剂的实验方法
大米、玉米、糯米、小麦分别按照1.2.1.4.1的方式进行浸泡、蒸煮后,摊晾至30 ℃左右,按照1%添加量拌入小曲,再添加原料200 %量的发酵用水。混合均匀,置于28 ℃恒温室中进行发酵培养。
培养过程中观察产气量变化,根据不同样品的发酵状况,发酵完毕后进行蒸馏,得到各原料的小曲发酵酒。
1.2.3 使用大曲为糖化发酵剂的实验方法
高粱浸泡、蒸煮后,使用7%~8%的大曲作为糖化发酵剂,发酵期可延长至30 d。目前实验结果显示,实验室大曲发酵容易感染杂菌,尚不断摸索新的实验方法。
综合上述实验方案,具体的实验组数如图1。
2 结果与分析
2.1 产气量变化
2.1.1 小曲发酵样品的产气量变化
糯米、玉米、大米和小麦分别称取500 g进行发酵,以1 %小曲为发酵剂,各发酵样品的产气量变化趋势如图2。
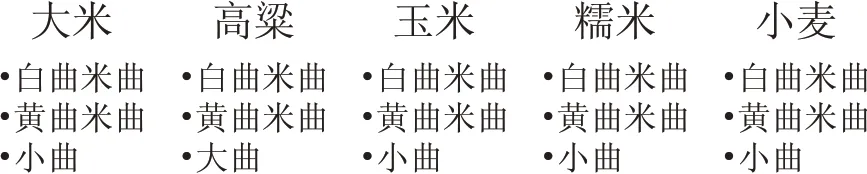
图1 实验组数安排方案
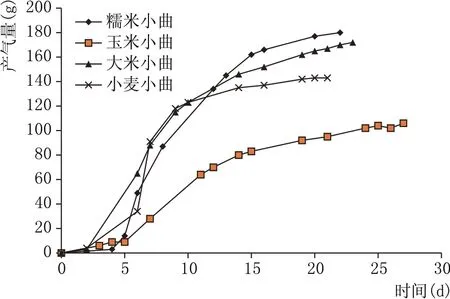
图2 各原料小曲发酵样品产气量变化
由于各原料的淀粉含量不同,因此其理论产气量也各不相同。参考相关文献资料,糯米淀粉含量以78%计、玉米淀粉含量为70%、大米为75%、小麦为60 %,分别以此数据计算各发酵样品的理论产气量和理论产酒量。以500 g原料进行产酒试验,各样品的理论产气量分别为糯米209 g、玉米188 g、大米201 g、小麦161 g。
由图2可以看出,各发酵样品的产气趋势均为由慢到快再缓慢的过程,在5~15 d产气最为迅速,之后逐渐趋于平缓,发酵20 d以后的各样品产气量变化不大,后期主要是呈香呈味物质的积累过程。
对比来看,糯米、大米和小麦发酵样品的产气情况较好,而玉米发酵样品的产气量远远低于理论值,其发酵情况不太好,分析其原因主要有两个方面:(1)粉碎度不够;(2)玉米未脱胚,影响产酒和口感。在之后的实验中可对不足之处进行改进。
2.1.2 米曲发酵样品的产气量变化(图3)
分别以白曲米曲和黄曲米曲为糖化发酵剂,300 g大米为发酵原料,两个样品的产气量变化如图3所示。其中大米淀粉以75 %、米曲淀粉以60 %计,以此计算出理论产气量为152.9 g。实际产气量相当接近理论值,发酵效果较好。
2.2 产酒情况
2.2.1 小曲发酵样品的产酒量对比
以500 g原料进行发酵,各样品分别发酵20~25 d后,进行常压蒸馏。见表1。

图3 米曲发酵样品的产气量变化
根据各原料的实际产酒状况,在提高酒度的前提下采取分段接酒的方式,对不同酒度的酒进行分别接收和贮存。糯米和大米由于其淀粉含量均较高,因此分别得到了400 mL的高度酒,小麦和玉米分别得到了300 mL酒度较高的酒样。
糯米酒的酒度高达50.3 %vol,大米酒和小麦酒分别达到48.6 %vol和47.0 %vol,产酒力均达到75%以上,发酵产酒情况良好。对比来看,玉米酒的酒精度为30.0 %vol,同时产酒力仅为40.26 %,远远低于其他样品,其产酒效果不佳,应该主要是与玉米的粉碎度和未脱胚有关。
2.2.2 米曲发酵样品的产酒量对比
使用300 g大米为发酵原料,大米白曲和大米黄曲样品分别发酵13 d后,进行常压蒸馏。见表2。
按照大米淀粉含量75%、米曲淀粉含量60%,以此计算出理论产乙醇量为159.90 g。由表2数据来看,大米黄曲和大米白曲发酵样品的产酒情况一样,分两段接酒,头段酒精度高达55.2 %vol,总产酒力为90.46%,酒精得率很高。
2.3 菌种库菌种发酵功能测评
菌种库不同菌种,以最适培养基和培养条件,培养出活力旺盛的菌液。在以五粮为原料的,以自制米曲、大曲、小曲为发酵剂的白酒发酵基础系统中,以纯种或组合菌剂的方式,在试验开始时以总量5%为标准加入,在试验完毕后以蒸馏产酒的理化指标和尝评结果,对不同功能菌的纯种或组合菌剂做出性能评价。
3 结论与讨论
用上述菌种功能评价技术方法,对菌种库功能菌的筛查中,发现有10多种原核和真核微生物功能菌,所产酒与对照比较,口感绵柔程度增加显著,闻香也更加优雅、细腻。在多次重复后,初步确定了白酒“绵柔因子”生成菌剂的微生物组成,并在川法小曲的生产中,进行了放大实验。实验样酒经过白酒专业评委和数家酒企主管技术领导的尝评验证,确认了口感绵柔程度增加显著,闻香也更加优雅、细腻。下一步工作,一则在浓香型、清香型、酱香型生产企业进一步验证白酒“绵柔因子”生成菌剂的作用,二则开展酒体香味成分的对比检测分析,争取找到白酒“绵柔因子”的具体成分。

表1 各小曲发酵样品的产酒对比

表2 米曲发酵样品的产酒对比
白酒功能菌菌种库是珍贵的科研和生产应用技术资源,在建设和维护菌种库的基础之上,开发了菌种功能评价方法,即在实验室建立以五粮为原料的,以自制米曲、大曲、小曲为发酵剂的白酒发酵基础系统,再往里面添加菌种库不同功能菌的纯种或组合菌剂,以产酒的理化指标和尝评结果,对不同功能菌的纯种或组合菌剂做出性能评价。针对目前市场变化,对菌种库菌种性能评价中,我们特意筛选出能明显增加酒体口感绵柔程度和闻香优雅程度的一组功能菌菌剂,在川法小曲的放大生产中,获得初步成功。后续研究中,既要在不同香型酒企生产中进一步验证这组“绵柔因子”生成菌剂对口感、闻香的作用,又要通过对实验样酒的成分检测分析,争取在“绵柔因子”具体成分研究上获得进一步成果。
猜你喜欢
云南农业科技(2022年4期)2022-08-02
中学生学习报(2022年23期)2022-05-18
中国土壤与肥料(2021年5期)2021-12-02
中国土壤与肥料(2021年5期)2021-12-02
天津农林科技(2020年3期)2020-08-13
课堂内外(高中版)(2020年4期)2020-05-13
辽宁教育·管理版(2020年12期)2020-01-21
今日农业(2019年11期)2019-08-13
食品界(2018年10期)2018-11-23
新作文·初中版(2016年10期)2016-11-05