
冷轧平整机吹扫系统技术改造
2019-12-30 08:47:38杨世勇曾小明于超超
重型机械 2019年6期
杨世勇, 曾小明, 于超超
(首钢京唐钢铁联合有限责任公司镀锡板事业部,河北 唐山 063200)
0 前言
首钢京唐1 420 mm连退平整机主要用于控制带钢表面质量,在表面平整时带钢和辊子间会喷淋平整液用于润滑和冷却,原设计采用压缩空气专用喷嘴吹扫平整液,存在的问题是:速度低时平整液连续点状残留多,速度高时平整液呈现不规律滴落状残留。平整机轧制带钢宽度:700~1280 mm,厚度0.15~1.0 mm,残留最多的部位是上下表面边部,中部无规律滴状(边部残留成条状,中部残留斑迹状)。带钢升速时残留量逐渐减小,降速时残留量逐渐增加。带钢表面的残留容易在镀锡后形成白斑缺陷影响带钢表面质量,形成降级品,造成质量损失。若缺陷带钢直接发往客户,在平整液残留部位容易形成锈斑,同样影响客户产品的质量。
1 改造方案
原设计吹扫系统布置如图1所示[1]。带钢表面的残留容易在镀锡后形成白斑缺陷如图2所示。根据带钢表面平整液的残留现状,分析认为原因主要有两个方面[2]:一是吹扫分布问题,喷嘴吹扫带钢的部位,吹扫距离和角度不是最佳,平整液在辊缝部位封堵不好,吹扫板面覆盖不全,造成平整液残留;二是吹扫压力问题,由于吹扫效果不佳,过度增加吹扫压力,过度吹扫造成平整液二次飞溅落在板面上形成残留。结合生产工艺要求、带钢宽度变化、设备整体结构等综合因素重新设计吹扫系统管路布置[3]。其中包括2个机架中的10个吹扫点,每个吹扫点都可按照带钢宽度和吹扫点的不同、选定吹扫范围和吹扫压力,科学定量使用压缩空气。另外,在重新布置吹扫的基础上,增加空气加热设备,将吹扫系统压缩空气加热,提高吹扫质量。
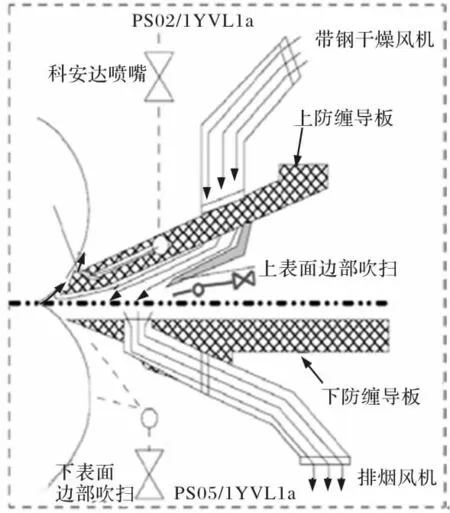
图1 原设计吹扫系统布置图
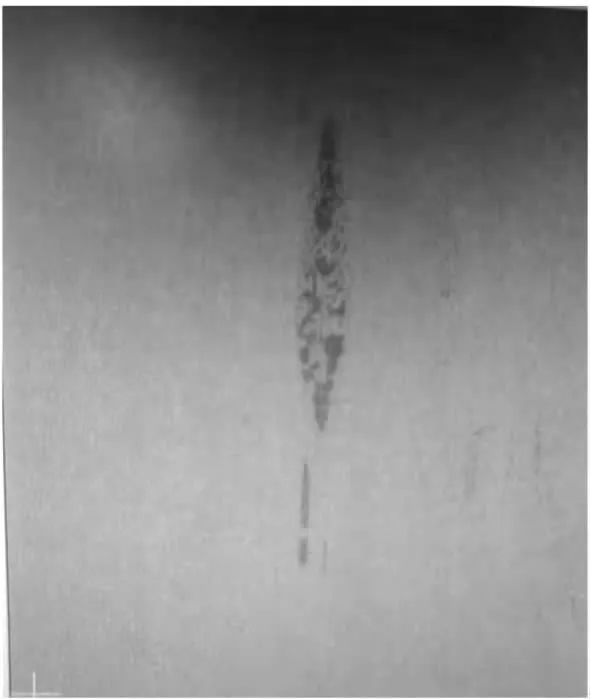
图2 平整液残留形貌
2 吹扫喷嘴改造
改造后吹扫管路系统布置如图3所示。
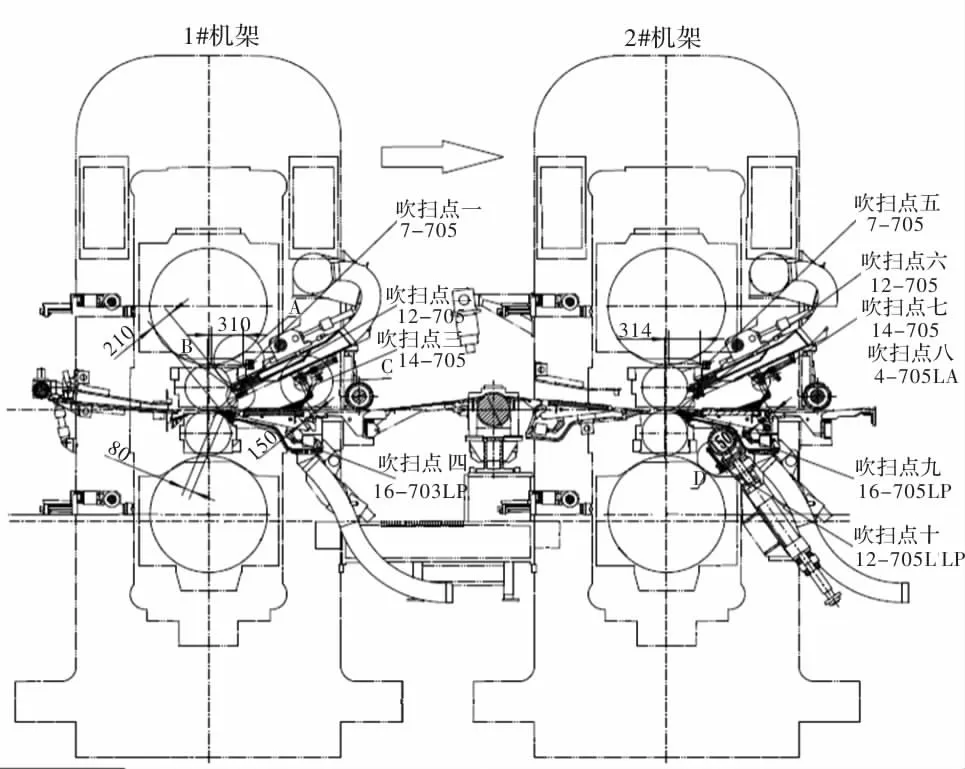
图3 改造后吹扫管路系统布置
吹扫点一:1#机架上工作辊与支撑辊辊缝吹扫,使用7只型号705喷嘴,主要是防止支撑辊少量平整液滴落到板面上导致无法吹扫干净(SKY-11-02)。
吹扫点二:1#机架上工作辊与板面辊缝吹扫[4],使用12只型号705喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的液体飞溅。主要是覆盖整个辊缝,阻挡平整液从边部辊缝间隙大量流到板面上(SKY-11-03)。集管上有防撞筋板,防止穿带或堵料时对喷嘴的撞伤。
吹扫点三:1#机架上板面吹扫,使用14个型号705喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的液体飞溅。喷梁主要除去前段吹扫余下的平整液(SKY-11-04)。集管上有防撞筋板,集管中部安装有气缸可推动集管旋转,在使用时下降到位,停机或检修时上升到位,防止穿带或堵料时对喷嘴的撞伤。
吹扫点四:1#机架工作辊下辊缝吹扫[5],使用16个型号703LP喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的液体飞溅。主要除去下辊缝的少量平整液(SKY-11-05)。
吹扫点五:2#机架上工作辊与支撑辊辊缝吹扫,使用7只型号705喷嘴,主要是防止支撑辊少量平整液甩溅到板面上导致无法吹扫干净(SKY-11-06)。
吹扫点六:2#机架上工作辊与板面辊缝吹扫,使用12个型号705喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的平整液飞溅。主要是覆盖整个辊缝,阻挡平整液从边部辊缝间隙大量流到板带上(SKY-11-07)。集管上有防撞筋板,防止穿带或堵料时对喷嘴的撞伤。
吹扫点七:2#机架上板带吹扫,使用14个型号705喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的平整液飞溅。喷梁主要除去前段吹扫余下的平整液(SKY-11-08)。集管上有防撞筋板,集管中部安装有气缸可推动集管旋转,在使用时下降到位,停机或检修时上升到位,防止穿带或堵料时对喷嘴的撞伤。
吹扫点八:2#机架上板面边部吹扫,使用4个型号705LA喷嘴,并且能够根据输入的板宽信号进行自动移动,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的平整液飞溅。主要除去因板宽和板速不同时,前段吹扫边部余下的平整液(SKY-11-09)。在使用时行走到位,停机或检修时退回到零位,防止穿带或堵料时对喷嘴的撞伤。
吹扫点九:2#机架工作辊下辊缝吹扫,使用16个型号SKEYI705LP喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的平整液飞溅。喷梁与下导板安装在一起,当防皱辊升起时,下导板退回后此吹扫作为下板面吹扫(SKY-11-10)。
吹扫点十:2#机架工作辊下辊缝吹扫,使用12个型号SKEYI705L LP喷嘴,并且能够根据输入的板宽信号进行分段吹扫,实现吹扫与板宽的吻合,减少机架内部充气量,防止过度吹扫带来的平整液飞溅。喷梁与防皱辊座安装在一起,加长管与喷梁可单独拆卸,检修防皱辊时可拆掉防止碰坏喷嘴,主要除去工作辊下辊缝残留的少量平整液(SKY-11-11)。
10个吹扫点控制阀分别安装在两个阀台上,控制点和阀台对应情况如图4、图5所示,生产时调整压力如和表1所示。

图4 1#机架控制阀台
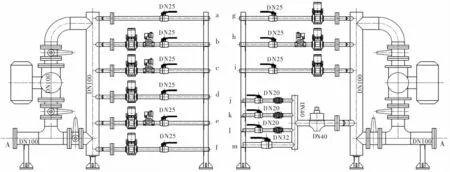
图5 2#机架控制阀台
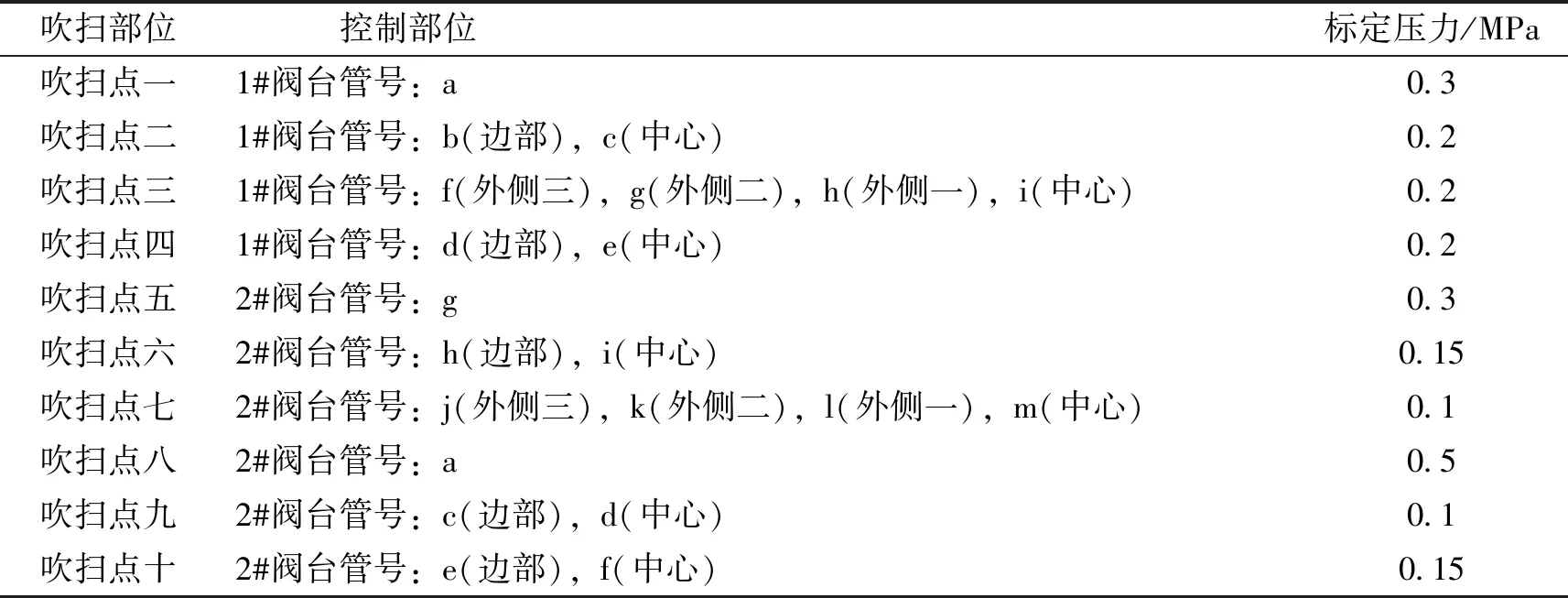
表1 吹扫点控制部位和调整压力表
3 新增加热系统
在重新布置吹扫喷嘴的位置、角度,按需要设计每个喷嘴的吹扫方式基础上。增加压缩空气加热系统,将吹扫系统压缩空气加热,提高吹扫质量,降低因吹扫气体与环境温度相差造成的影响,减少内部结露。
空气电加热器参数如表2所示。压缩空气加热系统是吹扫系统的辅助设备。主要提高压缩空气吹扫效率、避免压缩空气同带钢及平整液间的温度差异而导致的机架内部结露、减少由于季节温度变化而出现的板面质量差异。根据平整机吹扫系统的设计供气量的要求,加热系统可以调节700~1280 mm板宽变化时不同的供气量,动态自我调整输出功率(0~200 kW),可实现供气量的定量加热,有效节约能耗。初始温度的空气通过管道在压力的作用下进入电加热器进口,沿着电加热器内部特定的高效散热原理设计的路径,带走电加热元件表面散发出的大量热量,在电加热器出口达到满足工艺温度要求的介质温度。加热器上的温度传感器将检测到的介质出口温度信号传送至智能温控仪,经温控仪PID运算,输出4~20 mA电流控制信号,使加热器输出功率根据出口介质温度变化而自动调整输入功率的百分比,使系统控制在最佳状态,控温精度达到±3℃,从而保证该装置完全达到工艺要求。
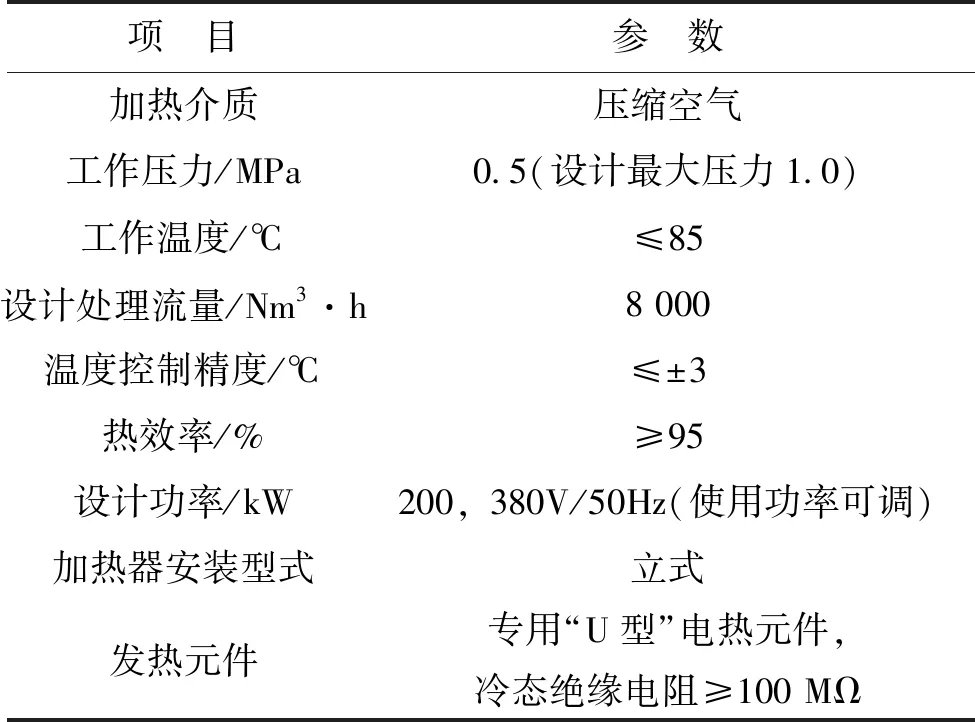
表2 空气电加热器参数表
4 效果验证
通过对平整机吹扫系统的改造,带钢表面平整液残留的问题得到了解决,平整液残留点数由原来平均20 000点/卷降低到了4 000点/卷,满足了质量判定要求,如图6所示为表检仪记录改造前后带钢表面平整液残留分布情况。另外,改造后压缩空气消耗由原来的6 000 m3/h降低至4 000m3/h,节省了能源的消耗,降低了生产成本。

图6 改造前后平整残留情况对比
4 结束语
本次技术改造将先进的吹扫喷嘴技术、空气加热系统与自动化控制相结合,在优化吹扫效果的基础上,引入自动寻边功能,实现喷嘴智能自动调节吹扫区域,有效解决了带钢边部吹扫紊流影响和压缩空气消耗大的问题。同时引入空气加热系统,有效解决了冬季温度低,水气在机架内钢结构结露,滴落到带钢上形成滴落残留,此缺陷的解决,为产品质量提升提供了现实设备保障。
猜你喜欢
汉语世界(2023年3期)2023-09-15 10:23:50
山东冶金(2022年1期)2022-04-19 13:40:32
作文小学中年级(2021年12期)2022-01-21 03:20:00
重型机械(2021年2期)2021-05-06 09:29:38
金属世界(2019年1期)2019-03-12 06:38:28
建材与装饰(2018年44期)2018-11-21 06:32:40
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
西南交通大学学报(2016年6期)2016-05-04 04:13:06
压缩机技术(2014年3期)2014-02-28 21:28:13
机电信息(2014年32期)2014-02-27 15:54:20
