
大型背载式舱盖制作工艺
2019-12-25 06:12
船海工程 2019年6期
(南通中远重工有限公司,江苏 南通 226300)
一般的背载式舱盖系统包括2块盖板,2块盖板中有1块带有动力的滚轮盖板。开舱口时,先利用安装在舱口围板上的4个液压顶杆将不带有动力的那块盖板顶到足够的高度以便让带有动力的盖板滚到其下,下方的盖板顶住被升高的盖板,2块盖板便可一起移动。
62 000 DWT纸浆船舱盖是TTS设计公司首次设计的大型背载+折叠式舱盖,其中HC1/HC6为折叠式舱盖,HC2-HC5为背载舱盖,都是封箱体型舱盖,其中HC2-HC5舱盖外形尺寸长宽均超过27 m,高度1 m,单块舱盖重量约200 t。
由于背载舱盖单盖尺寸超大,重量超重,舱盖制作方场地及吊机资源有限,其中HC2-HC5采用首尾分两段单独组装反造制作然后总装整体正造合拢的制作方法。全船舱盖布置图见图1。
HC2-HC5侧移背载式舱盖工艺流程:生产设计→材料进场及检验→套料及下料→长短梁及端侧板小装配→顶板拼板及焊接→顶板划线→顶板球扁钢装配及焊接→短梁装配→长梁及端侧板装配→组装焊接→翻身顶板焊接→火工校正→内部箱体冲砂一度油漆→翻身封底板→底板火工→总装前火工→总装定位分段合拢→合拢处箱角加强封板装焊校正→合拢处底板装焊→拉紧器、锁紧器等舾装件的安装校正→滚轮、翻转式举臂装置的装配→背载支撑的装配→压力试验→背载试验→喷砂、修补磨、油漆→橡皮等舾装品安装→成品堆放。

图1 全船舱盖布置示意
1 下料及装配划线收缩余量施放
舱盖制作过程中的收缩是由于气割、焊接及火工矫正过程中产生热量引起的,收缩量大小取决于结构类型、装配间隙、材料厚度、焊接顺序及火工量大小。收缩余量施放不准会导致舱盖大尺寸偏差及附件的拆移返修。收缩余量按补偿余量基准及经验数据在零件下料前就提供给技术套料,装配划线需考虑收缩增加余量。测量、评估收缩量并记录结果非常重要,通过统计数据可以使实际收缩值趋于接近实际收缩。本套舱盖在船长方向零件下料0.25%,船宽方向0.23%,高度方向不放收缩余量。其中小组装配划线收缩比例0.1%,中组船长方向划线收缩比例0.15%,船宽方向0.13%,总装合拢在合拢缝加放5 mm收缩余量。
完工检测数据见表1,实测结果全部合格。

表1 制作结果(公差)对比 mm
2 预拱施放
2.1 本套背载舱盖盖板设计要求
制造翻身后,校正顶板平面,顶板拱度要求0~10 mm,并使得顶板平面不积水,见图2。

图2 舱盖撑平拱度要求
盖板均匀地支承在至少16个支承块上(每边不少于4个),此工况下侧板和端板上的水平线的水平公差要求为±2 mm(见图3),在胎架上将盖板支承在盖板四角的支承块上,此时盖板的四条长边应下垂-10~-20 mm,满足图示要求。舱盖本身自重下挠量计算为25 mm。

图3 舱盖四角支撑拱度要求
2.2 封底板预拱
根据设计要求的拱度值,大型背载封箱体舱盖分段制作的关键在于封底板工序。底板由80多块小底板封在大小梁面板上,封底板对接缝采用埋弧焊。为了抵消埋弧焊朝顶板方向收缩的影响,需要提前给出封底板的反变形预拱以抵消焊接收缩引起的拱度变形,封板前舱盖四角调好水平并封胎固定,在各小梁硬档处垫好相应厚度的钢板支撑,以放好拱度。拱度值为长边朝底板拱40~45 mm,中间为20~25 mm,封底板预拱工艺说明示意于图4。

图4 封底板预拱工艺说明
2.3 合拢预拱施放
合拢流程。正造先定位首段→测量尺寸、修割余量→定位尾段→将2个分段合拢→合拢缝装配焊接。
合拢预拱。合拢后用卡马(每0.5 m一段)将顶板对接缝固定住,将合拢缝两端用油泵支撑顶高,拱度顶至预拱值:5~10 mm;合拢缝中间比两端多拱5~8 mm。
合拢预拱的施放是为了抵消合拢自重的影响。合拢结束后撤掉油泵支撑在四角支撑状态测量拱度为-15 mm,见表1。拱度值符合设计要求(图2、3)。
3 背载支撑的安装
高顶升盖板两侧共8个堆放腿,在重力作用下,背载状态时是与滚行盖板接触的;靠近舱盖中心设置两个堆放腿,主要作用是防止滚行盖板上拱变形时,舱盖上的扭锁顶上高顶升盖板的底板,保护高顶升盖板的底板,不需要支撑高顶升盖板的自重。因此,在设计时这2个堆放腿与滚行盖板之间预留10 mm间隙,如中间的堆放腿间隙无法测量,可以不需要给出间隙数值,不接触即可。背载试验时,可以观测确定支撑间隙。侧部的8个堆放腿需要处于接触状态,靠近舱盖重心的2个堆放腿要有间隙。
实际在总装制作时相同位置的背载支撑是分别在上下两盖上。上盖的支撑腿安装在上盖底板上,下盖的支撑垫板安装在顶板上。由于两盖相同位置的拱度值不一定完全一致,高顶升舱盖上的支撑腿圆管座的高度方向定位是根据下盖滚轮盖板的支撑垫板的水平标高进行调整安装制作,另外2个方向的尺寸按舱盖的CL及ML确定,这样三向定位就可以保证背载试验时计测数据在公差范围。
4 背载试验
在舱盖制作厂家做背载试验只是检测上下盖接触的支撑腿和支撑块的间隙和尺寸,因为舱盖制作厂家吊机重量的限制无法起吊200 t重量的单只舱盖,舱盖制作厂采用500 t平板车多次顶升的方案进行背载试验。船厂使用时是液压油缸顶升上盖配合下盖,在舱盖厂家因为条件限制,采用下盖配合上盖达到背载试验的目的和要求。
具体流程:P4/P2 (高顶升盖板) 采用500 t平板车移出舱盖车间→试验堆场500 t平板车和支撑配合多次顶升至要求标高→利用平板车把P5/P3滚行盖板(P5/P3)移动到P4/P2盖板下方→根据中心线微调P5/P3盖板→下盖滚轮垫块位置加一拖四油泵支撑→一拖四500 t油泵顶升滚行盖板至支撑垫块和支撑腿接触→现配安装导向板→测量数据。
数据测量两侧8个支撑腿和支撑块都是接触,中间观测不接触符合设计要求。静态背载试验工艺说明见图5。
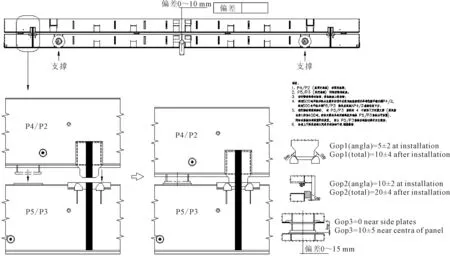
图5 背载支撑数据测量
5 结论
背载方案成功解决了舱盖制作厂家因为设备资源和场地资源的限制而无法整体制造的难题,为后续制作此类舱盖提供了制作经验,可为其他厂家提供参考。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
交通科技与管理(2021年13期)2021-09-10
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
汽车实用技术(2019年15期)2019-08-15
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
汽车与驾驶维修(维修版)(2018年6期)2018-10-21
科技创新与品牌(2017年3期)2017-04-27
山东工业技术(2016年23期)2016-12-23
