
多线式安全滑触线的安装与维护
2019-12-23 02:48敬升琦路佳斌
设备管理与维修 2019年16期
敬升琦,路佳斌
(陕西重型汽车有限公司生产制造部,陕西西安 710200)
0 引言
多线式安全滑触线安全可靠,取电性能优良,在生产车间电动起重机的取电方面得到广泛使用。但由于安装难度大,技术要求高,安装工艺不明确等原因,一直以来都是由专业厂家进行安装。公司为了节省成本,锻炼维修队伍,对车间172 m 多线式安全滑触线进行自主拆装,施工难度主要是4 根172 m 载流体的整体安装,必须保证载流体光滑平整、安装牢靠。通过对AQHXⅠ型多线式安全滑触线拆卸、安装过程的记录,明确该类滑触线的施工方法和注意事项,规范的作业标准,同时结合施工中的关注点,整理出该类滑触线的日常检查和维护标准,对滑触线规范检修维护提供参考依据。
1 冲压车间安全滑触线使用现状
陕西重型汽车有限公司车架厂冲压车间AQHXⅠ型安全滑触线长172 m,供2 台20/5 t 电动双梁桥式起重机使用,负责车间工料的卸载、搬运,7 台压力机模具的搬运,以及日常设备维修等方面的吊装。使用频率较高,现该安全滑触线已运行8 a,使用中出现以下现象:
(1)滑线槽(聚氯乙烯材质)老化,固定吊点处壳体易碎,导致悬吊卡片脱出卡槽,采用捆扎、移位悬挂等临时措施固定,存在安全隐患。
(2)主体变形,直线度超过20 mm,载流体卡槽脱落,调整修复后,很快又出现同类现象。
(3)载流体(无氧硬质紫铜材料)导电性能下降。
以上原因使起重机运行中集电器取电不良,导致突然断电、集电器打火、刀架断裂、载流体掉落等设备故障,每次故障会引起车间插接母线箱电源跳闸或保险烧毁,严重影响车间正常的生产和设备、员工的人身安全。通过现场勘查讨论分析,计划对该安全滑触线进行整体更换。
2 安全滑触线的拆卸
拆除旧安全滑触线前,一定要保证各路电源断掉,以免危及人员安全,同时起重机停靠到不影响施工的位置,一般拆除过程是先将旧滑线按照安装反向顺序拆除。
(1)抽出安全滑触线载流体(铜排):首先拆除车间端头(选择施工空间大的一端)的一段6 m 滑触线滑线槽,2 名维修人员用绳索捆绑滑线槽2 个平衡点,缓慢落下,利用滑线槽自身重力,使滑线槽脱出铜排,落到升降车上。维修人员站在升降车平台上,用拉链葫芦(铜排无法手工拉动选用拉链葫芦)或用手直接缓慢依次拉出4 根铜排,从滑线槽由外到里依次抽出4 根铜排。
(2)铜排完全抽出后,依次拿下滑线槽架、固定架、接头护套等,再将行车轨道压板下的角钢支架取下,拆除工作基本完成。滑线槽架在拆除时要一段(6 m)依次松动固定螺栓,同时必须用2 根绳索固定一段(6 m)滑线槽的两端2 个平衡点,避免出现滑线槽吊点螺栓松动过程中,由于滑线槽自重,拉脱吊点导致滑线槽掉落。
3 安全滑触线的安装
采购AQHXⅠ型多线式安全滑触线及辅件,根据厂家提供的说明进行安装,安装难点主要是4 根172 m 铜排的插入,确保铜排不能断裂、变形,滑线卡槽不能拉脱。
(1)先将角钢支架按1.2 m 的(不能超过1.5 m)距离,焊接或固定在行车轨道压板下,如图1 所示。对冲压车间原角钢支架进行检查紧固及更换,确保角钢支架安全可靠,并达到要求。
(2)调整好角钢支架后,在角钢支架下安装滑线槽提挂架和固定架,悬挂装置即悬挂螺栓(图2),起到固定滑线架(塑料槽)的作用,短螺栓头为不等边的平行四变形,其短边卡住塑料槽两边,安装顺序:螺母—弹垫—平垫—支架—方垫—长板—螺栓,如图3 所示。连接板主要是连接滑线架(塑料槽),连接器主要是连接载流体(扁铜线),如图4 所示。连接器引出接线柱时,可作中间或端部供电器使用。整套滑线槽安装完成后,对滑触线槽进行检查、调整、紧固,确保滑线槽的直线度。
(3)滑线槽安装调整完成后,安装载流体(铜排),铜排共4 根,每根长175 m,留有3 m 的余量,因为在拉入滑线槽时,端头处承受阻力较大,容易拉断。将购置的铜排松开、平铺,平铺时要缓慢拉动,防止铜排打折、变形,导致安装时的阻力增加。因铜排需要水平拉动,导链葫芦不便于固定,决定用手动盘动起重机的方法引入铜排。将铜排的一端打磨成圆弧型,并在15~20 mm 处中间打孔,用细钢丝捆绑,同时在起重机上固定(焊接)一截支架,保证与滑线槽为30 mm 左右的距离,并垂直于滑线槽,用于固定钢丝,用手动盘动起重机的方法依次引入4 根铜排。

图1 角钢支架的安装

图2 悬挂螺栓
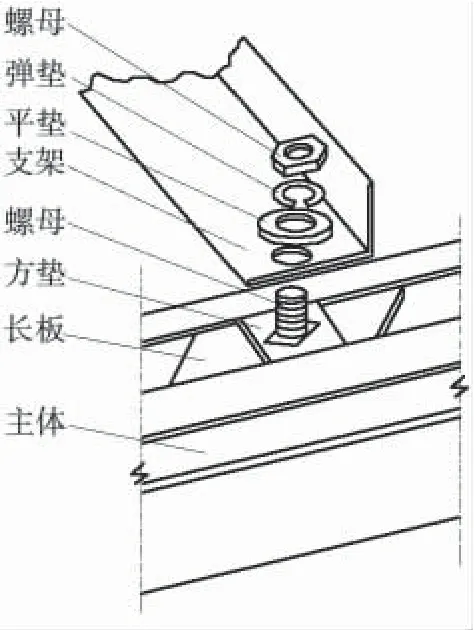
图3 悬挂螺栓的安装
(4)集电器安装。选用AQHX-4J-100 型集电器,将集电器支架焊接在行车的标准位置,集电器支架与滑触线的距离控制在110±5 mm,将集电器穿入集电器支架上,并调整好集电器与滑触线的平行距离,滑线直线度≤2 cm/10 m。
(5)膨胀段(热补偿装置)、检修段(隔离器)。膨胀段又称伸缩器、热补偿装置等,由连接器压板、补偿供电的铝板或铜板、引线等组成,外壳为工程塑料。当温度变化引起导轨伸缩时,由伸缩器调节其间隙,以避免导轨变形。一般在车间长度超过200 m时,每增加100 m 配置一组。检修段由连接器压板及高强度绝缘材料加工制成,由工程塑料外壳做护套。根据冲压车间现状,未安装膨胀段、检修段。
(6)滑线调试。各项设备安装好后,进行滑线调试准备,对其固定螺栓、直线度等再次检查确认,保持角钢支架平行,各滑线不弯曲。通电测试行车运行。如果行车调试运行时集电器打火,要检查导轨接头,适当磨合电刷,同时保证≥60%接触面积。滑线试运行期间,要随时对各紧固点和滑线槽的直线度进行检查调整。
4 安全滑触线检修维护标准
为保证滑触线安全可靠运行,在滑触线运行期间,正确的使用、检修和维护非常重要,下面主要介绍日常检查维护的方法和标准。
(1)日常使用。出现取电不稳、取电器打火等问题时及时停机,对取电器、安全滑触线进行检查,发现异常及时报维修人员进行处理,避免滑触线带故障运行。
(2)日常检查。重点检查滑线槽的平直度有无明显偏差(>20 mm)、错位,绝缘保护件有无脱落、断裂、破损;滑线槽上有无异物及导电粉尘等。必要时检测其绝缘电阻是否符合要求(相间绝缘电阻≥5 MΩ)。
(3)电刷。根据起重机使用情况每月检查一次。重点检查集电器电刷磨损情况,磨损量≥5 mm 时必须更换。发现电刷松动或发生磨损偏斜时,应查明原因及时处理。
(4)集电器。至少每月检查一次。重点检查紧固件有无松动、移位及塑料件和活动件磨损情况,检查弹簧拉力(集电器电刷与导轨的接触压力应保持一定压力)。发现问题及时处理。
(5)连接件。每季度至少检查一次。重点检查紧固螺栓、焊缝及支撑件是否松动、锈蚀、移位等,发现问题及时处理。
5 结束语
多线式安全滑触线供电在装备制造行业已广泛应用,安装过程一定要按照安装工艺,保证安装质量,同时在日常使用与检查维护中严格按照要求执行。安全滑触线使用初期存在的问题,主要是安装、调试不规范以及日常维护不当,对滑触线运行规律不了解所致。通过规范滑触线安装调试工艺,制定科学合理的维保制度,是保证安全滑触线稳定可靠运行的重要措施。

图4 连接装置
猜你喜欢
机械工程与自动化(2022年2期)2022-05-24
重型机械(2022年2期)2022-04-18
中国新技术新产品(2020年20期)2020-12-21
模具制造(2019年10期)2020-01-06
上海大中型电机(2019年4期)2019-12-31
铁道通信信号(2018年8期)2018-11-10
建筑(2018年14期)2018-08-07
有色金属材料与工程(2018年6期)2018-02-22
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
中国科技纵横(2014年21期)2014-12-12
