
锻造铝合金转向节裂纹失效分析
2019-12-06 06:21曹慧泉方静高振黄勇杨佳倩
中国科技纵横 2019年18期
曹慧泉 方静 高振 黄勇 杨佳倩

摘 要:某型号铝合金转向节在进行悬架台架耐久试验时发生开裂,采用宏观观察、扫描电镜观察分析、断口分析、金相分析及理化测试分析等试验方法,对该转向节进行了断口形貌特征、显微硬度、金相组织、化学成分等进行了分析。结果表明:该铝合金转向节应为疲劳开裂,转向节的化学成分和显微硬度符合技术要求,金相组织未见异常,但是在开裂最深处发现折叠缺陷。折叠缺陷位于薄肋与腹板的相交处,同时该部位存在气泡缺陷,造成应力集中,发生疲劳裂纹萌生并迅速扩展,导致转向节开裂。针对以上分析,提出了更改模锻件设计与增加探伤工序等措施。
关键词:转向节;6082铝合金;折叠;裂纹;失效分析
中图分类号:TG142 文献标识码:A 文章编号:1671-2064(2019)18-0094-04
0 引言
转向节是汽车转向系统中的关键零件,能够使汽车稳定行驶并灵敏传递行驶方向。在汽车行驶状态下,转向节的功用是传递并承受汽车前部载荷,支撑并带动前轮绕主销转动而使汽车转向,因此,其承受着多变的冲击载荷,要求具有较高的强度与冲击韧性性能[1]-[4]。某型号铝合金转向节在进行悬架台架耐久试验时发生开裂(要求20w次,8w次时开裂),出现一处横长条形裂纹。该铝合金转向节材质为6082,其主要生产工艺为:毛坯锻造成形(自由锻加模锻)—固溶处理—时效处理—机加工等。本文通过对失效件进行综合分析,确定了开裂原因,提出了整改方向,为减少和预防同类零部件产品的失效重复发生,保障产品质量。
1 检验与分析
1.1 断口宏观分析
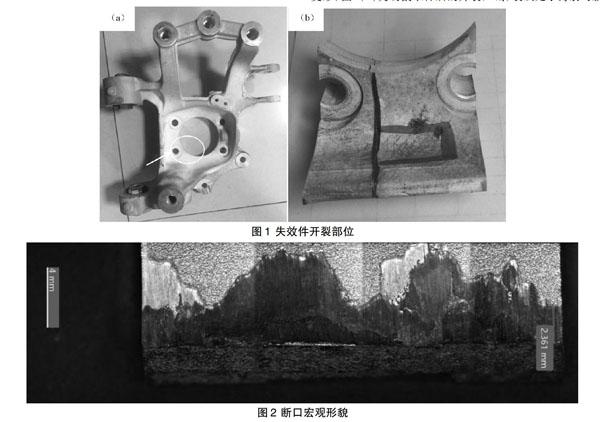
转向节的开裂部位如图1(a)箭头所示,零件整体无明显变形,图1(b)为切割取样后的开裂区域,裂纹处于薄肋与腹板的相交处。把裂纹打开后,断口宏观形貌如图2所示,断口整体呈灰黑色,白亮色区域为打开裂纹时人为撕裂的痕迹,裂纹平均深度约2.5mm,最深处约4mm。
1.2 断口微观分析
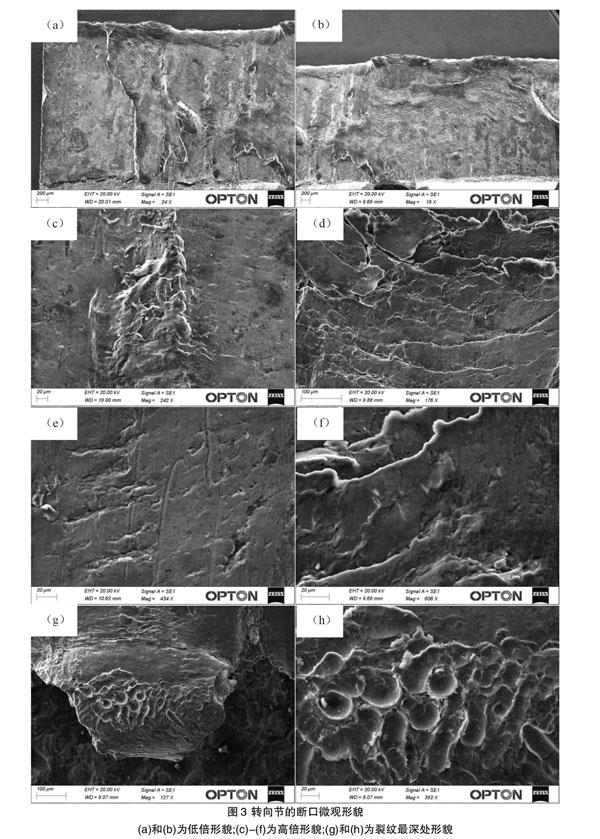
对断口进行超声波清洗后,采用EVO18扫描电镜观察分析,断口形貌如图3所示。图3(a)和图3(b)为断口低倍下的形貌。图3(c)-图3(f)为其放大形貌,主要为磨损形貌,部分区域有疲劳辉纹,如图3(f)所示。裂纹最深处的形貌如图3(g)和3(h)所示,发现存在气泡缺陷,气泡形态为圆形或椭圆形。
1.3 化学成分分析
在失效件开裂部位附近取样,采用QSN750-Ⅱ火花直读原子发射光谱仪按照GB/T 7999-2015规定进行化学元素分析。检测结果如表1所示,可见失效件化学成分符合技术要求。
1.4 显微硬度分析
使用Carat930显微硬度计对失效件断口附近的显微硬度进行测量,检测结果如表2所示,可见失效件显微硬度符合技术要求。
1.5 金相组织分析
在开裂最深的位置沿轴线纵向取样,磨制抛光后用Dkeller试剂(HF:HCl:HNO3:H2O=2:3:5:190)进行腐蚀,采用Observer.D1m金相显微镜进行观察。显微组织如图4(a)和图4(b)所示,主要组织为α-Al+Mg2Si+Si三相,符合6082-T6的組织特征,未见过热、过烧现象。在裂纹最深处发现明显的折叠缺陷,如图4(c)所示。
2 分析与讨论
转向节失效件的化学成分和显微硬度符合技术要求,金相组织未见异常,但是在开裂最深处发现折叠缺陷(见图4(c))。
结合该失效件断口的宏观和微观形貌分析,在开裂的最深处发现存在气泡缺陷(见图3(g)和图3(h)),同时金相分析显示该区域有明显的折叠缺陷,推断区域应为裂纹起始位置;断口主要为磨损形貌,但是部分区域可以观察到疲劳辉纹,该失效件应为疲劳开裂。
该失效件的开裂部位位于薄肋与腹板的相交处,在模锻过程中,模锻件设计不合理,如腹板与薄肋过渡的凹圆角半径设计过小易使锻件产生折叠,同时,坯料选择不当、模压时一次压下量过大、模压时润滑不均匀及上道工序折叠缺陷等也是模锻件产生折叠的重要原因[5]-[6]。模锻件的折叠破坏了金属的连续性,其使得零件断面部分减弱,在零件使用时发生应力集中并成为疲劳裂纹的发源地,极大地降低锻件的承载能力[7]-[8]。另外,折叠部位还观察到气泡缺陷,缺陷进一步加剧该部位的应力集中,在耐久试验中发生疲劳裂纹萌生并迅速扩展,导致转向节开裂。
3 结语
(1)该铝合金转向节开裂主要由折叠缺陷导致。其主要原因是模锻件设计不当,在锻造工序产生折叠,同时折叠处存在气泡缺陷,造成该区域出现应力集中,在耐久试验中发生疲劳裂纹萌生并迅速扩展,导致转向节开裂。
(2)针对锻造工艺中模锻件设计不当问题,建议增大薄肋与腹板的过渡处圆角及模具上的凸圆角半径,并增加探伤工序,避免再次出现此类缺陷。
参考文献
[1] 杨东光,李秋芳.汽车铝合金转向节可靠性试验失效分析[J].中国科技纵横,2016(14):31-32.
[2] 樊坚兴,陈启略.汽车转向节断裂失效分析及预防[J].铸造工程,2016,40(3):23-26.
[3] 王志超,孙维连,张淼,等.40Cr汽车转向节开裂失效分析[J].热加工工艺,2018(10):254-256.
[4] 张兵,刘昌奎,孔志强,等.汽车转向节断裂分析[J].失效分析与预防,2018,13(06):59-62+72.
[5] 张万金,屈丽杰,刘维洲.铝合金模锻件折叠缺陷产生的原因与预防措施[J].轻金属,2002(11):58-60.
[6] 罗泽威,胡道春,阮湖斌,等.6082铝合金散热器折叠缺陷预测及精锻工艺优化[J].锻压装备与制造技术,2016,51(2):95-97.
[7] 姜春艳,梁丽娟,姜春雷,等.铝合金某种模锻件折叠缺陷产生原因及改进措施[J].铝加工,2011(4):30-32.
[8] 孙绍华,梁岩,孙超.影响铝合金模锻件折叠的工艺因素[J].轻合金加工技术,2009,37(8):40-42.
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
北京航空航天大学学报(2022年5期)2022-06-06
锻压装备与制造技术(2021年3期)2021-08-13
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
装备机械(2021年1期)2021-04-01
民用飞机设计与研究(2020年4期)2021-01-21
上海公路(2018年3期)2018-03-21
汽车文摘(2017年4期)2017-12-07
制造技术与机床(2017年12期)2017-02-02
锻压装备与制造技术(2016年3期)2016-06-05
