
重载机车车钩改性水玻璃砂射芯工艺研究
2019-12-06 05:28:08张文磊焦金明张成喜
铸造设备与工艺 2019年5期
张文磊,焦金明,张 晶,张成喜
(中车大同电力机车有限公司 工艺开发部,山西 大同 037038)
自20 世纪60 年代起,国内铁路车钩钩体砂芯的铸造生产大多采用普通水玻璃砂工艺,存在的主要问题一是水玻璃加入量大,芯砂流动性差,芯子成形不良;二是芯砂残留强度大,清砂难。为了解决普通水玻璃砂清砂困难的问题,铁路机车车辆行业曾经尝试过“水爆清砂”“水浴清砂”,但都因易引起铸件裂纹而放弃[1-3]。另外国内车钩芯子生产也有少数厂家采用CO2聚丙烯酸钠树脂工艺及三乙胺冷芯盒工艺,该工艺虽然解决了普通水玻璃砂的上述问题,但又存在黏结剂含N、P、S 有害元素、污染大、存放性差、发气量大等问题[4]。
近年来,随着对水玻璃硬化机理研究的进一步深入,水玻璃砂铸造技术得到快速发展,改性水玻璃砂工艺脱颖而出,因此为了在铁路重载机车车钩钩体内腔砂芯的制备过程中,采用改性水玻璃砂冷芯盒制芯工艺代替传统的普通水玻璃砂制芯工艺,水玻璃加入质量分数由7.0%~8.0%下降到4%~6%改性水玻璃砂制芯,不仅砂芯溃散性较好,落砂清理方便,更重要的是继承了传统水玻璃砂的优点,特别是具有较好的高温退让性,减少了钩体内腔的裂纹倾向。
1 改性水玻璃砂原材料及工艺性能
1.1 原砂
重载机车车钩钩体材料为E 级钢,该钢种的浇注温度一般在1 560 ℃左右,因此要求制芯用砂具有低含泥量和高耐火度。原砂的SiO2含量直接影响芯砂的耐火度,SiO2含量低,芯砂的耐火度低,浇注后钩体表面易粘砂[5]。原砂含泥量的高低直接影响芯砂的强度、退让性和透气性,而且原砂含泥量高,为保证型砂的工艺强度,需加入更多的黏结剂,这样就会导致改性水玻璃砂清砂困难,芯砂退让性降低,增大钩体内腔的裂纹倾向。本研究选用的硅砂是包头砂,其性能指标见表1.
1.2 改性水玻璃
选用包头市瑞晟化工机械产品有限责任公司生产的改性水玻璃,其采用多元复合改性生产,具有抗老化、粘度低的特点,制备的改性水玻璃砂强度高,其性能指标见表2.

表1 包头硅砂的性能指标

表2 改性水玻璃的性能指标
2 配套设备
主要包括水平分型射芯机和芯盒。射芯机采用80 kg 水平分型射芯机,该设备能够自动完成射砂、CO2吹气硬化、顶芯等一系列操作。芯盒主要包括上下芯盒、活块、射砂板、吹气板、下顶芯机构等,在设计和生产中对制芯效率、制芯质量、劳动环境等多方面也有较大影响,一般要求排气均匀、硬化速度快、气体耗量低、清理方便,设计时也要注意射砂孔、排气孔、吹气板、活块、密封等几个方面。
3 小批量试制
3.1 改性水玻璃砂配比试验
芯砂试验采用100 kg 规格的S112 碾轮式混砂机混制,每次先加入100 kg 原砂干混1 min,然后加入定量改性水玻璃混碾3 min,最后从每组混碾好的改性水玻璃砂中取样,分别进行含水量、干拉强度试验分析,图1 为改性水玻璃砂试样。
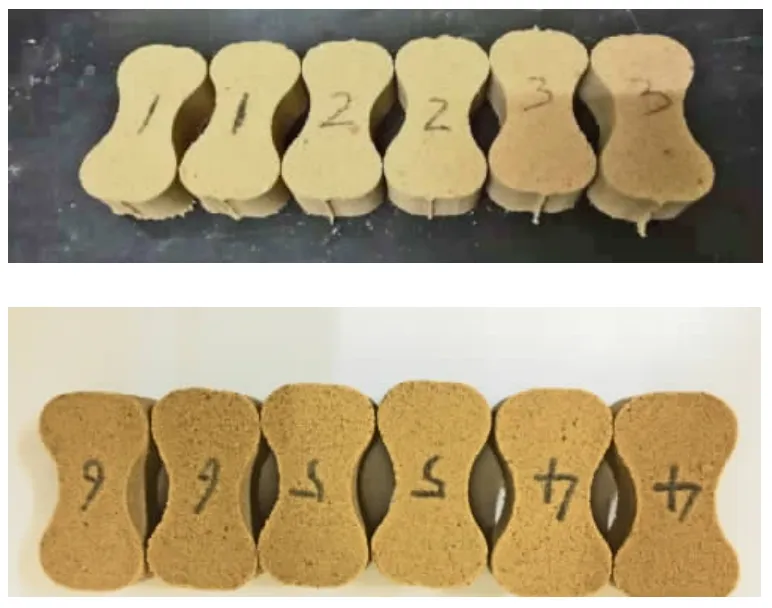
图1 改性水玻璃砂试样
芯砂性能检测结果如表1 所示。可以看出,芯砂的改性水玻璃加入质量分数由3%增加到6%的过程中,含水量也逐渐增加,最大为2.52%,均满足钩体芯砂工艺要求。当芯砂的改性水玻璃加入量为3%、4%、4.5%、5%、5.5%、6%时,芯砂的平均干拉强度分别为809 kPa、1 042 kPa、1 150 kPa、1 281 kPa、1 526 kPa、1 909 kPa,芯砂的干拉强度随着改性水玻璃加入量的增加而增大。车钩钩体芯砂干拉强度工艺要求不低于1 300 kPa,因此前四组芯砂干拉强度较低,制芯过程将导致砂芯无法成型、砂芯整体强度低容易裂损等现象,无法满足砂芯工艺要求。第5 组和第6 组芯砂干拉强度均满足工艺要求,由于车钩砂芯为钩体内腔整体砂芯,砂芯强度满足工艺要求即可,强度过高将导致砂芯的退让性降低,容易使钩体内腔弯角部位产生裂纹,因此确定车钩钩体用芯砂的改性水玻璃加入量为5.5%~6%.
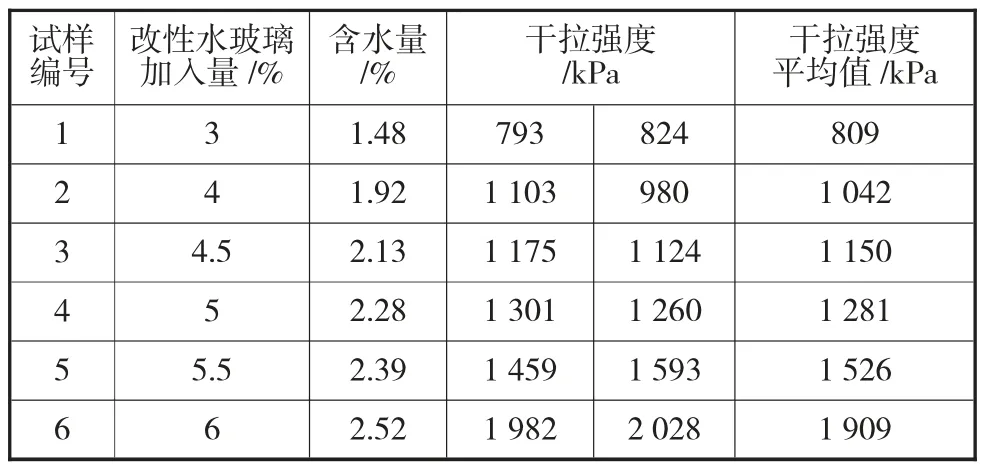
表3 改性水玻璃砂试验性能
3.2 试制生产
利用改性水玻璃砂砂芯进行小批量试制生产,试制产品为102 型车钩钩体内腔整体砂芯,砂芯重量约60 kg.试制期间主要完成了吹气压力、硬化时间的摸索和改进。吹CO2气体硬化过程中由于加热管路的影响,导致压力有一定的损失,当吹气压力较低时硬化时间较长,制芯效率大大降低,当吹气压力较高时,吹气嘴周围砂芯会发生过吹现象,砂芯疏松粉化。最终确定射芯工艺为:射砂压力0.45 MPa,CO2吹气压力0.3 MPa,吹气硬化时间100 s,吹气硬化60 s 时抽取芯盒活块。
试制生产过程中总计生产40 个砂芯,通过后续的造型、浇注、清理过程验证了砂芯质量满足工艺要求,砂芯存放性好,铸件内腔表面光滑,尺寸稳定。图2 为采用改性水玻璃砂制备的102 型车钩钩体整体芯。采用改性水玻璃砂芯代替普通水玻璃砂后,芯砂的溃散性大大提高,浇注开箱后进行水力清砂试验,每个钩体内腔芯砂清空的平均时间由14 min 缩短至3 min,清砂能力提高了3 倍左右,大大提高了钩体铸件的清砂效率。
4 结论
1)通过小批量生产证明,5.5%~6%质量分数的改性水玻璃砂冷芯盒射芯工艺生产的钩体砂芯,强度高、成型良好、存放性好、铸件内腔表面光滑、尺寸稳定。

图2 车钩钩体改性水玻璃砂芯
2)钩体改性水玻璃砂芯相比于普通水玻璃砂芯溃散性有明显提高,内腔芯砂清砂时间缩短3 倍左右,大大提高了钩体铸件的清砂效率。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
石家庄铁路职业技术学院学报(2021年1期)2021-06-09 06:07:04
作文大王·低年级(2020年6期)2020-06-22 12:59:40
东方少年·快乐文学(2019年2期)2019-04-22 10:28:58
航空工程进展(2019年1期)2019-03-06 00:43:10
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:41
河南科技(2014年14期)2014-02-27 14:11:51
