
农机制造物联网实时数据采集及处理系统
2019-12-05 02:56王培屹张桂青李清锋田晨璐马国旗
制造业自动化 2019年11期
王培屹,张桂青,李清锋,田晨璐,马国旗
(1.山东建筑大学 信息与电气工程学院,济南 250101;2.迈赫机器人自动化股份有限公司,潍坊 262200)
0 引言
随着中国制造2025以及新旧动能转换重大工程实施规划等政策的出炉,农机与工程机械制造业出现重大产能缺口,各类生产问题也随之出现。目前,国内农机制造业因缺少完备的信息化管理系统,导致其生产管理方式较为粗放,多数操作依靠人工实现,数据分散且生产效率低,无法满足快速发展的现代制造业需求。在物联网普及之前,由于信息管理系统部署成本高和实施困难等原因,各类大型制造企业只能从生产机器、环境和人员处分散、低效的收集信息,造成数据流失严重及管理困难。随着物联网的发展及云基础设施的成熟,能够将生产车间中的人机料法环构成统一整体[1],让中小型企业也可以通过物联网技术轻松构建数据采集处理系统,打通车间与管理层的“信息壁垒”,低成本、易部署、高扩展的物联网制造系统已逐渐成为企业生产转型的新范式[2]。
国内外专家学者针对物联网应用于制造领域展开了广泛的研究[3,4],并取得了一定成果,如文献[5]提出了基于物联网的数字化工厂质量管理信息采集系统,实现了零件检测信息的自动提取、收集和存储,为现代化工厂升级转型提供技术基础;文献[6]为解决生产数字化车间“信息壁垒”的问题,设计了一种生产现场物联化数据采集与智能化监控系统,从而实现加装配车间的数据存储及处理并在军工企业及汽车制造领域进行推广应用。我国作为农业大国,中国制造2025政策中明确指出将大力发展农机装备制造业,然而现阶段农机制造业方面并没有完备的生产信息管理系统。
综上所述,国内外有关农机制造物联网数据采集及处理系统的研究还较少,因此本文结合物联网技术的应用,分析农机制造业的工艺需求与数据特征,研究农机制造物联网实时数据采集处理框架,开发一种低成本的应用于农机制造的物联网系统管理平台,并就其实现技术及功能进行详细阐述。
1 农机制造与物联网
1.1 农机制造工艺需求
农机制造工艺主要由焊装、涂装和总装三大部分组成,焊装线主要分为底板线与主焊线,智能化、自动化程度较低,容错率低,电机参数要求实时监控保证焊接质量;涂装线主要流程包括:前处理→热水洗→预脱脂→脱脂→表调→磷化→纯水洗→阴极电泳→电泳烘干→强冷→喷漆→面漆烘干→强冷→打磨检验等,涂装车间作为整个农机生产过程中的用能大户,车间能耗异常、废弃物排放超标等问题难以管控,造成能源的浪费与生产的损失,同时对环境也造成了严重影响;总装线主要分为发动机、线束敷设、悬架、传动轴、制动臂、轮胎、手刹等安装过程,但基本所有工序及零部件均依靠手工统计,往往出现物料信息错误、缺件错件等低效问题。因此,如果不能对农机生产过程进行全面监控与分析,先进的管理手段与控制策略也难以利用,从而造成生产资源与数据的流失与浪费,所以建立完备的农机制造物联网实时数据采集及处理系统成为解决问题的关键。
1.2 物联网数据采集
要实现农机制造生产过程的实时监控与管理,首先要完成生产车间内关键设备运行参数的全面感知,如焊装车间内各焊机、滚床等设备的运行状态,涂装车间前处理工序中溶液温度、PH值,喷漆室内温度,风机、燃烧机、RTO运行状态等,总装车间各工位物料信息、到位、占位信号等均需要大量传感器实时采集数据,而物联网技术可以代替大量人工,将各类传感器、生产设备与互联网相连接,进行信息交换和通信,从而实现智能处理、识别、跟踪、监控与管理。
在农机制造物联网数据采集阶段,原有的PLC或DCS系统通过传统的OPC方式将数据集成至上层平台,物联网部分自主开发的五类采集终端均按照统一的自定义协议通过以太网方式将数据上传至系统平台,方便数据的存储与处理,如图1所示。
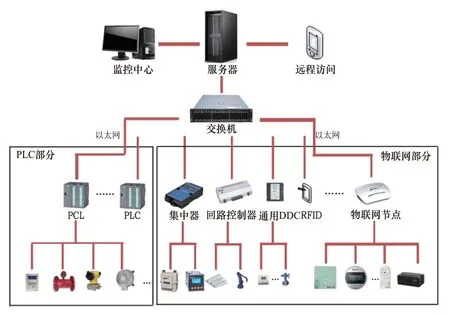
图1 物联网系统实时数据采集架构图
各类采集终端主要功能如下:
1)RFID:主要满足工艺数据采集、人员数据采集、物料信息采集接入的要求;
2)物联网节点:负责车间环境数据、关键用电设备电气参数等信息的采集及节能控制策略的下发;
3)数据集中器:用于采集车间内水、电、燃气等能耗信息,具有485输入接口,兼容主流仪表的Modbus协议;
4)通用DDC:属于面向生产过程的数据采集终端,集合数字、模拟量输入功能,兼容标准的4~20mA,1~5V信号,能够满足农机生产工艺中重要参数的采集(如温度、风压、阀门、到位、占位信号等);
5)回路控制器:主要用于设定节能控制策略,从而控制生产车间内机组设备的启停。
1.3 数据特征
物联网与农机制造相结合,能够从生产车间(如:人员,设备,物料和环境)源源不断的收集实时状态数据,这些数据集可用于分析自动化流程,以优化设计和生产系统,无需人工干预。数据集主要包含静态数据与动态数据:
静态数据:人员详细信息(编号ID/姓名/身份/联系方式等)、设备详细信息(资产编号ID/设备类型/功能/额定功率/电压/电流/生产厂商等)、生产工艺信息。
动态数据:人员活动信息、位置信息、上下工位时间、设备运行状态、位置信息、关键参数、故障报警信息、订单信息、环境信息、能耗信息等。
利用以上多源异构数据集,能够满足人员、设备、环境的实时监控与管理,一旦设备发生异常,能够通知距离最近的管理员及时调控权限内设备的运行状态。
2 农机制造物联网实时数据采集处理系统模型
2.1 系统整体架构
如图2所示,本文将农机制造与物联网技术相结合,设计了农机制造物联网实时数据采集及处理系统的主要框架结构,该系统主要分为四层,感知层、数据层、服务层及应用层[7]。
1)感知层:包括RFID、智能模块、智能装备及智能网关,RFID、智能模块及智能装备主要实现厂间生产过程的实时监测与控制,智能网关是沟通智能模块与平台服务器的桥梁,一方面实现数据转发功能,另一方面实现节能优化、设备管理等智能控制功能,PLC部分通过OPC数据接口方式接入系统平台。
2)数据层:主要由数据库构成,数据库部署于云端服务器,数据库包括实时数据库、关系数据库、非关系型数据库,数据层连接了设备层与服务层,实时数据库承担存储实时数据及和智能网关通讯的功能,MongoDB用于存储生产过程的历史数据,关系数据库中存储有车间管理员、节点、设备、订单的信息及其关联关系数据,数据层对外提供数据采用发布服务的模式,上层应用通过服务接口查询数据或下达命令。
3)服务层:该层主要包括一些面向工艺流程及智能计算的服务,通过分析应用层的功能需求,提取各类共性业务流程,封装各类基础学习算法,提供车间权限管理、设备运行分析、历史数据提取、节能优化控制等服务,该层应用基础学习算法如聚类、分类、关联、回归等提供农机制造物联网定制化的人工智能服务。
4)应用层:主要包括APP客户端和Web端的人机交互界面,为用户直接提供各种业务应用[8],包括车间权限管理、组态虚拟化配置、生产过程实时监控、生产进度管控、故障预测分析、能源管理等功能,从而有效指导产业生产。
2.2 实时数据存储模型
1)E-R模型
E-R模型图具有简洁直观的特点,数据库的设计通常采用E-R图来进行前期描述,将农机制造物联网中所涉及到的单位概括为实体,并描述各个实体之间的联系,然后设计全局E-R模型图[9]。
根据平台所涉及到的单元,主要包括的实体有:管理人员信息实体、物联网节点实体、设备实体及订单实体,管理人员与物联网节点之间属于一对多的关系,一个管理人员可以管理多个物联网节点,物联网节点与设备属于多对一的关系,一个物联网节点可以管理多个设备,管理人员与订单属于一对多的关系,一个管理人员可以管理多组订单,因此关系数据库全局E-R模型图设计如图3所示。
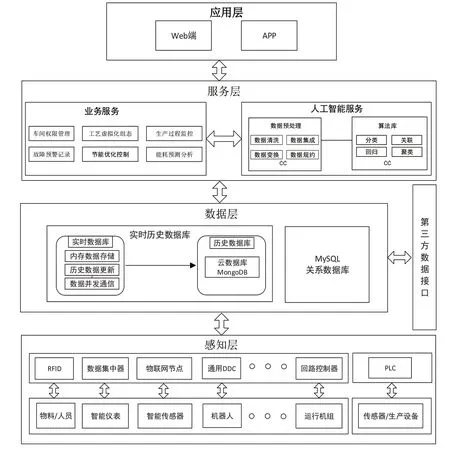
图2 系统整体架构框图
2)内存数据存储模型
农机制造生产中的实时数据以KV(Key-Value)键值对形式存储在内存数据库当中,与传统的以测点为基本单位不同的是,本系统是以设备为基本单位存储,每一个生产过程中的智能设备或人员都有自己唯一的ID值作为字典类型的Key值,因此依照每种设备类型创建一个相应的内存区,存储结构采用Dictionary
2.3 实时数据流
农机制造物联网平台的实时数据流如图4所示。物联网采集终端负责收集车间内不同区域内人员、物料、传感器、智能仪表等异构数据,将数据依据设备类型分类装箱、打包,并通过TCP/IP通信协议组织上传,数据在解包分类后传输至不同的数据处理队列中,并依据不同的协议规约将数据解析存储至内存数据库中,写入的同时判断内存存储区是否已满,已满则将内存存储区内的数据存入缓冲区中,数据缓冲区再利用数据转存机制将数据存入历史数据库中。系统通过实时历史数据库对外提供的相关服务接口实现人机界面与后台程序的交互,以支持企业对全局数据的分析、检索和挖掘。
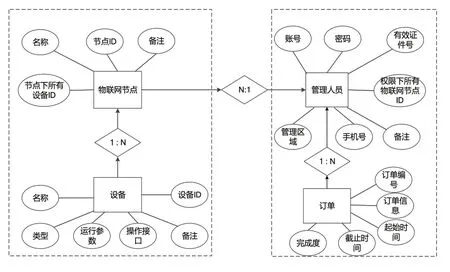
图3 关系数据库E-R模型图
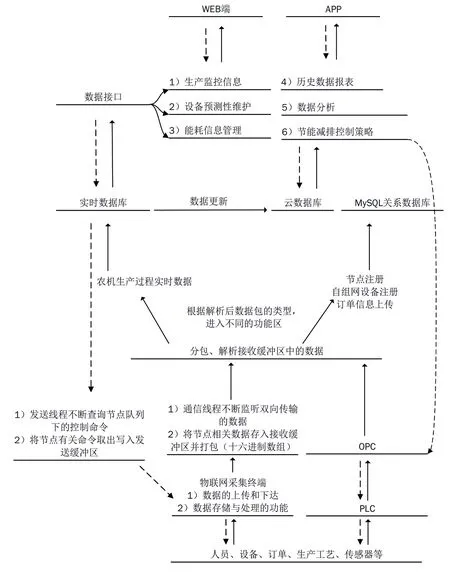
图4 农机制造物联网实时数据流
3 系统平台实现
3.1 内存数据存储
1)数据并发通信
针对农机制造物联网系统中的数据并发通信需求,本文采用多线程与Socket技术实现实时数据库服务器与底层数据接口软件/设备的并发通信[10],启动通信服务组件后,建立监听线程,实时监听线程链接请求,获得链接请求后,建立一个与接口软件或物联网采集终端通信的线程后,持续监听;所建立的通信线程接收数据包,依照自定义通信协议,验证数据是否合法,若合法,则按照相应通信协议进行数据包解析,将解析后的数据存储入实时数据库相应队列中,否则抛弃数据包[11]。
2)实时数据解析与存储
在实时数据解析与规约后,物联网采集终端部分收到的数据依据自定义的通信协议,截取数据包中的设备ID判断设备类型,并将实时数据内容存储至对应的设备存储区的内存当中,PLC部分通过OPC Server接收数据并依据测点类型及测点ID存储至相应的内存区中,如图5所示。
3.2 历史数据存储
历史数据存储作为物联网数据采集处理系统中的关键部分,许多学者都不断在研究和优化存储策略以获取更有价值的数据从而对数据的应用和分析奠定基础,目前物联网信息系统主流的存储方式包括:基于文件系统的存储、基于关系数据库的存储及基于非关系型数据库的存储,本文采用NoSQL中的MongoDB存储农机生产历史数据,因为这种基于键值对(Key-Value)的存储方式,数据间无耦合性,易于扩展,其优异的性能和扩展能力适于工业生产中海量数据的存储与查询[12]。

图5 内存实时数据组织结构
历史数据转存策略是基于实时数据库内的数据转存机制,如图6所示,内存数据库的数据存储与解析线程将不同设备类型的数据存入相应的内存区中,历史数据转存线程不断扫描各内存区存储情况,当内存区A数据流达到限值(即检测到转存信号)时,清空内存区A,并将内存区A内的所有数据转换格式后存入MongoDB键值对有序集文档中,同时启用内存区B继续存储实时数据,依此交替。

图6 历史数据转存策略
3.3 数据服务与共享
实时历史数据库与Web前端通信的整体结构框图如图7所示,采用B/S架构模式开发实现农机生产过程实时监控界面及数据可视化服务[13]。

图7 前后端交互结构框图
Web前端采用现阶段主流的HTML5+CSS+JS/AJAX技术模式进行开发,其灵活的高扩展性及跨平台能力使得系统能够在任何地点远程查看生产监控信息,从而及时分析农机设备运行情况及各设备的作业情况;统一数据服务层主要使用WebService及WebSocket技术相结合的方式开发,常规的Ajax轮询WebService接口的这种主动通信的方式效率较高,支持局部刷新,同时也能充分利用服务资源,但频繁的主动发送请求会导致服务器压力过大,从而造成运行效率下降,因此对于一些刷新频率较低,由事件触发而产生的信息,如报警信息、物料信息及订单信息等,可以采用WebSocket技术建立浏览器与服务器的双向通信、实时推送的机制[14],以实现Web端的实时应用与管理,从而显著降低系统开销,提高系统运行效率;数据层与服务层则采用成熟的数据接口建立连接,实时向前端提供稳定可靠数据源。
4 实例应用
以某农机装备覆盖件制造车间作为研究对象,对整条生产线进行建模分析,搭建农机与工程机械制造物联网管理系统,验证系统的功能与实效性。该系统主要包括:生产过程监控、能源管理、故障预报警管理、数据分析、第三方应用接口及系统配置等功能模块,系统功能结构图如图8所示。
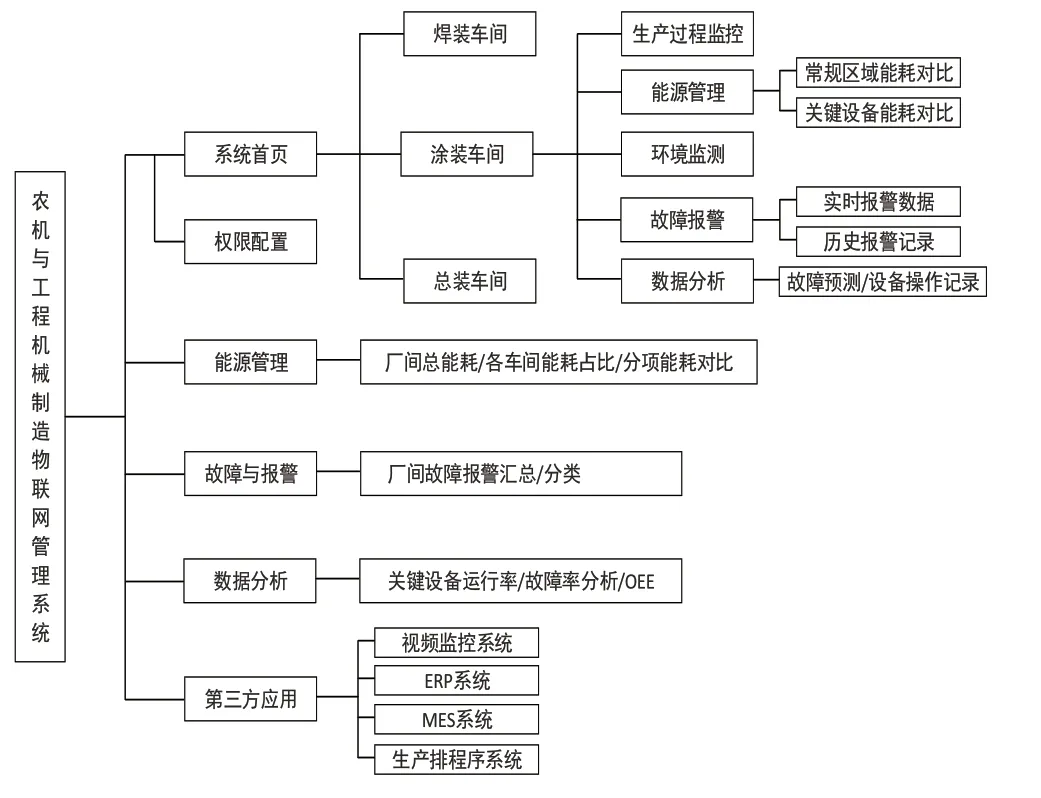
图8 农机制造物联网管理系统功能结构
1)生产过程监控:系统可以通过首页中工厂布局,选择进入相应车间子系统,以涂装车间为例,如图9所示,子系统中的监控界面包含涂装生产中的所有工艺流程及重要设备参数,管理员可远程实时查看各工序设备运行状态及工艺指标。
2)能源管理:对车间总能耗、各车间能耗同比、环比进行分析,同时对于高能耗设备采取精细化管理,分析高能耗原因,实施节能控制策略。
3)故障报警:系统运行期间一旦发生报警信息,会立即弹窗及发送短信提示管理员及时查询报警信息,并作相应处理,若为处理,则界面会有黄色报警信号持续闪烁,故障历史记录表中能够通过点击故障位置进入相应的工艺画面及时确认故障信息。
4)数据分析:结合农机制造领域知识及专家库信息,对生产过程中的数据进行定量、定性的处理分析(如关键设备运行率/故障率分析),并按照预测性报警评估模型,对生产过程中设备的状态进行预警分析。
5)权限配置:为满足企业多用户共同访问系统的需求,设置了权限配置界面,系统中区分了厂长/各车间主任/设备管理员/操作工四种用户类型,不同用户只能按照分配权限执行指定部分操作。
6)第三方应用:系统预留有标准的第三方接口,能够集成第三方应用,具有良好的扩展性。
通过在某农机装备覆盖件制造车间的使用测试,该系统能够实时准确获取生产数据、设备工作状态、能耗异常、故障预警等信息,从而有效指导农机生产,实现精细化管理需求。

图9 农机制造物联网管理系统首页
5 结论
本文结合物联网技术,针对农机制造工艺需求及数据特征,构建了农机制造物联网实时数据采集及处理系统框架,实现车间内人机料法环的全面感知与实时监控,基于B/S架构模式,综合多线程并发通信、实时历史数据存储策略、WebSocket、WebService等编程技术,开发了农机制造物联网系统管理平台,并应用于某农机装备覆盖件车间示范项目,系统能够代替大量人力并满足生产过程数据信息的检测采集与处理应用,从而提高生产效率,节约成本,实现农机生产在制造水平与管理水平的跨越式提升,使农机制造业由传统生产结构向新型智能制造范式转变。
猜你喜欢
四川农业与农机(2022年4期)2022-08-31
今日农业(2021年4期)2021-11-27
智能制造(2021年4期)2021-11-04
今日农业(2020年23期)2020-12-31
电脑报(2019年31期)2019-09-10
当代陕西(2019年13期)2019-08-20
中国化肥信息(2019年5期)2019-06-25
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
电脑爱好者(2015年21期)2015-09-10
