球形水果塑料发泡网套包装机设计与试验
2019-11-28 08:52徐勤超陈红潘海兵李善军
农业工程学报 2019年19期
徐勤超,陈红,潘海兵,李善军
(华中农业大学工学院,农业农村部长江中下游农业装备重点实验室,武汉430070)
0 引 言
塑料发泡网套能有效降低运输过程中球形水果发生机械损伤的概率,而且材料成本低[1-3]。目前市场上几乎没有水果网套自动包装的机器。苹果、脐橙等球形水果的网套包装只能通过人工的方式进行。而人工包装劳动强度大,效率低,不能满足现代农业生产的需要[4-5]。为了解决这一问题,急需研制一种能对苹果、脐橙等球形水果进行自动快速网套包装的机器。
国外在果蔬包装机械方面研究起步较早,设备大多针对多种对象进行包装,自动化程度比较高,速度快,而且维修方便[6-15]。而国内果蔬包装设备的研究起步较晚,其技术含量也在逐渐提高,自动化趋势愈加显著[16-24]。赵宁等[25]设计了一种球形水果自动包装机,采用“水平送料,长卷包装,横纵封口”的包装技术,可以实现普通卷筒膜的自动制袋、高质薄膜的单个封口功能,智能化程度较高。李如虎等[26]设计了一套对柚子进行清洗、分级和包装的自动包装生产线,可实现全过程自动化处理。2016年由江西绿萌科技有限公司生产一种XB-3220 大型水果自动包装机,其优点是既能对水果进行套袋包装,也可以对水果进行套网包装,但是套网包装连续性较低,包装效果差。
本文在分析苹果和脐橙生物力学特性的基础上,提出了一种柔性扩膜锥体扩膜、倒刺卡筒下膜的包装工艺方案,确定了关键部件结构参数,设计了部件组合运行控制时序,并加工了试验样机,样机机构设计合理性。
1 球形水果网套包装机的组成与工作原理
1.1 球形水果网套包装机的组成
球形水果网套包装机外形尺寸为800 mm×526 mm×1 240 mm,采用步进电机驱动,滚珠丝杠和同步带线性模组传动。其主要由主机架、网套膜转盘、进料装置、下膜装置、扩膜装置、切膜装置和出料滑道等部分组成,具体结构如图1。
主机架由40 mm×40 mm×3 mm 的方管焊接而成,其他部件通过螺栓连接固定在机架上。扩膜锥体固定在竖直固定在滚珠丝杠滑台上;倒刺下膜卡筒、托盘、水果分离装置相互固连,整体构成悬臂结构,由滚珠丝杠滑台驱动;夹子与舵机相连,舵机可带动夹子夹紧与闭合;推切机构固定在水平滚珠丝杠滑台上。动作部件的位置控制通过固定在机架上的霍尔传感器实现。
1.2 球形水果网套包装机的工作原理
球形水果网套包装机启动前,夹子处于张开状态,扩膜锥体在上止点并支撑扩膜圆柱筒,下膜卡筒和托盘在上止点。开启机器,下膜卡筒、托盘向下运动,下膜卡筒内壁的倒刺勾住网套沿下膜卡筒和扩膜锥体运动,托盘向下运动到下止点时,水果从分离装置进入托盘。夹子闭合,夹住网套及扩膜圆柱筒,扩膜锥体下降从扩膜圆柱筒下端移出。托盘将水果托送至扩膜锥体内的固定位置,同时下膜卡筒向上复位。扩膜锥体下降,由于锥片为柔性材料,水果撑开锥体进入网套中。推切机构向右运动,电热丝切断网套,已包好的水果顺势沿滑道滑出。最后,扩膜锥体复位,运动至扩膜圆柱筒孔中,支撑扩膜圆柱筒,夹子张开。具体包装工艺流程如图2。
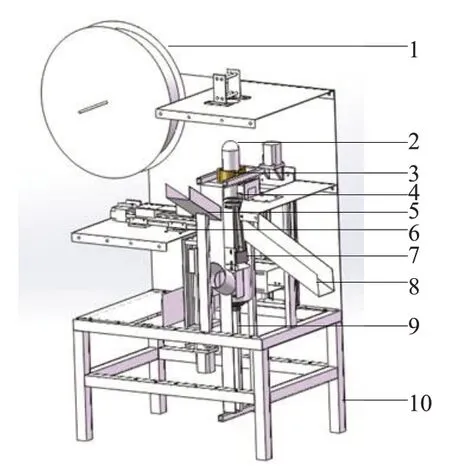
图1 球形水果网套包装机结构简图Fig.1 Structural of spherical fruit netting packaging machine

图2 球形水果网套包装工艺流程Figure.2 Package process for for spherical fruit
2 包装机关键部件设计
2.1 球形水果力学特性分析
为了确定网套包装机,利用高度尺(量程为0~250 mm,精度为0.02 mm)对市场上随机选取的30 个红富士苹果样品和30 个赣南脐橙样品的果径、果高进行了测量。结果表明,脐橙样品的果高主要分布在80~100 mm区间范围内,最大值为118.22 mm;果径主要分布在75~85 mm 之间,最大值为90 mm;苹果样品果高主要分布在77~83 mm 范围内,最大值86.56 mm,果径主要分布在75~87 mm 范围内,最大为95 mm。因此,样机设计主要针对果径范围为75~95 mm范围内的球形水果。
利用TMS-PRO质构仪(精度为0.01N)对样品的力学性能进行了测量[27],部分结果如图3。通过测量,苹果样品的平均硬度为18.1N,最大不超过20N,脐橙挤压的屈服力在200-400N 范围内,脐橙样品平均硬度为342.4N。因此网套包装机对苹果和脐橙作用力应小于其硬度要求。
2.2 扩膜锥体设计
扩膜锥体的主要作用是支撑扩膜圆柱筒、引导网套下膜、扩张网套。扩膜锥体结构设计为底座和锥片,具体结构如图4。
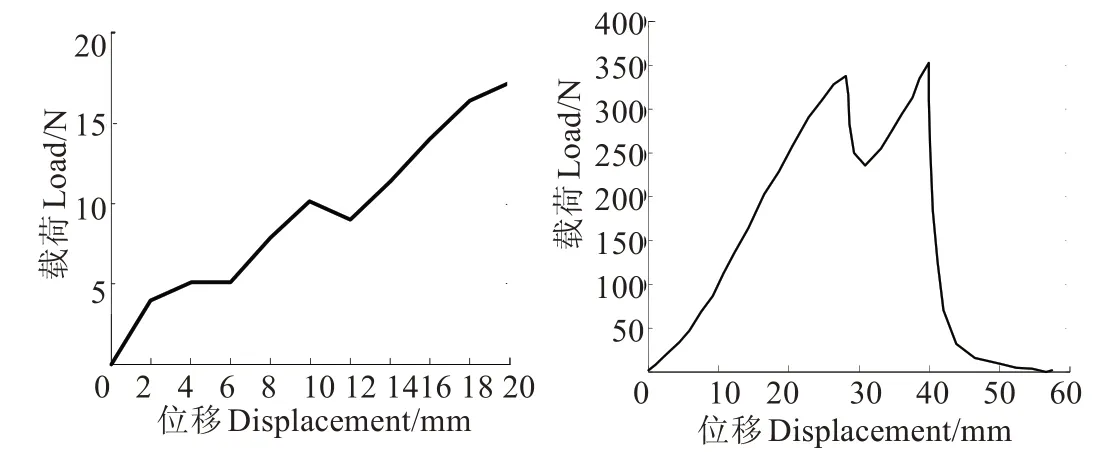
图3 测量载荷位移曲线Fig.3 Force and displacement curves
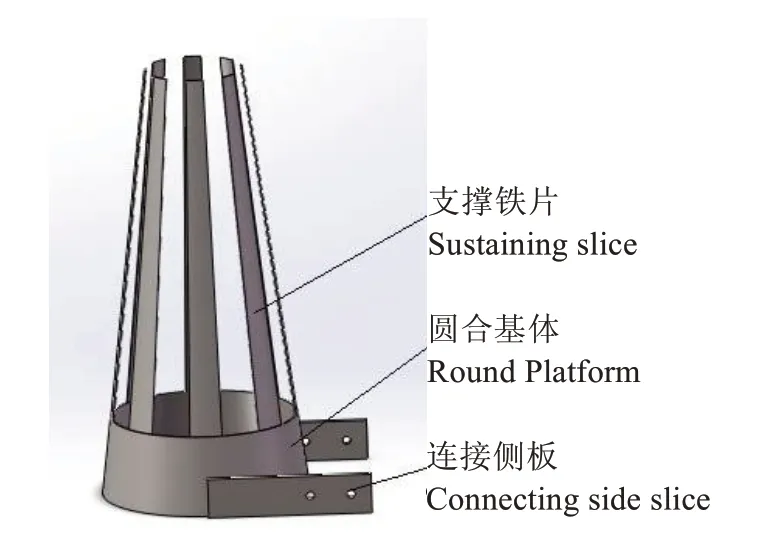
图4 扩膜锥体结构简图Fig.4 Structure of expandable cone
为了保证水果能从锥片中穿出,扩膜锥片必须具有一定柔韧性。因此把锥片的变形简化为细长悬臂梁,并对其挠曲变形进行分析。球形水果在向上运动过程中始终与锥片相切,对锥片的正压力FN垂直于锥片,如图5a。
由于要保证水果不发生挤压损伤,极限正压力FN应在水果屈服极限范围内。取极限正压力作用在锥片顶部进行计算。锥片上任一点的挠度w(x)计算为:

式中E 为锥片材料的弹性模量,MPa;I 为锥片材料的惯性矩,m4;l为锥片的长度,m;x为锥片上任意点到固定端的距离,m。

图5 扩膜过程Fig.5 Expansion of foam net
球形水果被推出扩膜锥体时(图5b)。锥片顶部的最大变形量WB为:

式中RA为球形水果的半径,m;R2为扩膜锥体顶面的半径,
R1为扩膜锥体底面的半径,m;h为扩膜锥体高度,m;a为锥片倾斜的角度,rad。
当球形水果半径RA,扩膜锥体底面半径R1和扩膜锥体高度h确定时,通过式(1)~式(4)建立锥片倾斜角度和锥片材料参数之间的关系。通过设计计算确定扩膜椎体底面直径为100 mm,顶面直径为50 mm,锥体的高度为110 mm,8片锥片材料为0.3 mm不锈钢。
2.3 扩膜圆柱筒设计
扩膜圆柱筒是包装机实现的关键部件之一,主要将扁平的网套膜扩开,同时是网套膜向下运动时附着的载体,具体结构如图6。

图6 扩膜圆柱筒简图Fig.8 Foam nets expanding cylinder
在下膜过程中扩膜圆柱筒是由扩膜锥体伸进圆柱台支撑的,锥片必须承受整个圆柱筒的重力以及下膜过程中网套膜与圆柱筒的摩擦力作用。由于锥片的挠性设计,因此必须对锥片的承受能力进行校核,才能保证扩膜圆柱筒的稳定性。
下膜时圆柱筒重量及网套膜与圆柱筒的摩擦力作用在锥片上,且该力由锥体的8片不锈钢片共同承受,锥片材料属性参考文献[28-29]。由于苹果样品最大硬度不超过20 N,所以作用在膜片上的力也应小于20 N。在作用力为20 N 时,对扩膜圆柱筒的稳定性进行分析。采用有限元分析软件ANSYS进行计算,扩膜锥体的应力应变计算结果如图7。

图7 扩膜锥体应力应变图Fig.7 Stress and deformation of expandable cone
结果显示,在作用力为20 N时,应力均匀分布在8片不锈钢上,且在支撑铁片与圆台基体结合部位应力最大,276.8 Pa远小于材料的屈服强度,而最大变形量在锥片顶部,为0.03 mm,能够支撑整个圆柱筒,保证圆柱筒的稳定。

图8 推切装置示意图Fig.8 Punching device
2.4 下膜卡筒装置设计
下膜卡筒主要是将宽度为7 cm的成卷网套沿着扩膜圆柱筒向下拉动,到达扩膜锥体的指定位置时,完成下膜功能。同时在卡筒复位过程中,卡筒与膜脱离,不会带动膜运动。因此,下膜卡筒设计为带有倒刺的内圆柱形状。根据扩膜圆柱筒套网套后的宽度确定下膜卡筒倒刺刺尖所组成的内包络线的直径为68 mm。根据网套孔距的大小确定倒刺距轴向距离为15 mm,根据圆周方向的网孔数确定卡通内壁一圈倒刺个数为16个,共设置4圈,其高度为80 mm,内圈直径为76 mm。
2.5 推切装置
推切装置的作用是将连续的网套包装膜按水果包装大小切断,并将包装好的球形水果连同网套膜一起推出托盘。推切装置主要由电热丝、侧推架、底座、连接架和同步带滑台组成。同步带滑台带动推切装置做往复直线运动,电热丝负责切断连续的网套膜,侧推架则将包装有网套膜的水果推出托盘,电热丝安装架两内侧边距离为110 mm,电热丝距离U形推板80 mm,具体结构如图8。
电热丝的选择直接影响到发泡网套的切割效果,为了有效的切割发泡网套,电热丝的温度必须满足发泡网套的切割温度。电热丝的切割温度T2为:

式中T1为电热丝初始温度值,℃;Q 为电热丝产生的热量,J;m 为电热丝的 质 量,kg;c 为电热 丝比热容,J/(kg·℃)。
由欧姆定律可知,电热丝的发热量为:

式中U 为电热丝两端电压,V;R 为电热丝电阻,Ω;t为电热丝通电时间,s。
通过计算,推切装置电热丝为0.2 mm,两端的电压为6V时,能够满足发泡网套的切割温度,且切口平整,受到的阻力较小。
3 包装机控制系统设计
球形水果网套包装机各部分动作由单片机控制电机实现。电机正反转带动滚珠丝杠和同步带的往复直线运动,实现包装机的下膜、扩膜、包装、切膜、推果等一系列的动作。控制系统硬件包括:控制扩膜锥体运动的滚珠丝杠滑台(型号KR100,行程200 mm);控制下膜卡筒和托盘的滚珠丝杠滑台(型号KR100,行程300 mm);控制夹子的舵机(型号RDS3115,堵转扭矩14.2 kg/cm);控制推切机构水平滚珠丝杠滑台(型号DSK45,行程200 mm);控制位置的霍尔传感器(型号NJK-5002C,检测距离10 mm,检测物体为磁铁,输出方式NPN)。具体控制时序如图9。

图9 包装机控制系统时序Fig.9 Control system design of the packaging machine
4 样机试验
根据球形水果网套包装机关键部件及控制系统设计结果,加工了试验样机,如图10。通过实际包装试验,考核样机的包装功能,包装过程的可靠性、稳定性,并测试样机单果包装时间及整体工作效率。

图10 球形水果包装机样机Fig.10 Spherical fruit packaging machine prototype
在市场上随机购买一批红富士苹果,选用30 个成熟度一致,表面均无损伤的样本进行包装试验。样品平均果高80±6 mm,平均果径81±6 mm。试验结果如表1。

表1 包装试验结果Table 1 Packaging test results
由表1 可知,包装机750 s 完成30 个苹果的包装试验。人工和机器均能实现对苹果的包装,成功率均为100%,损伤率均为0。包装过程中样机稳定运转,单果的平均包装时间为25 s,人工平均单果包装时间约为6 s,但是人工包装网套为提前剪切为包装长度(140 mm)的网套,而机器包装的网套为成卷网套。机器工作效率为35 kg/h,低于人工包装效率144 kg/h。机器包装,苹果网套膜长在104~110 mm 范围内,约占样本总数的76.6%,膜长最大值为116mm,最小值为101mm,平均值为106.97mm,果面包覆完整,能够起到减小其受到机械碰撞时所受到的损伤的功能。人工包装,由于固定膜长,不能很好适应果径的变化。
5 结论
1)本文研制了一种能对苹果、脐橙等球形水果进行自动快速网套包装的机器,该机器采用柔性扩膜锥体扩膜,倒刺卡筒下膜的方式,可实现连续包装功能,网套包装效果好。
2)样机包装试验表明,样机稳定运转,包装成功率100%,损伤率均0,平均单果的包装时间为25 s,工作效率为35 kg/h,下膜长度主要分布在104~110 mm 范围内,约占样本总数的76.6%,果面包覆能够起到减小其受到机械碰撞时所受到的损伤的功能。
3)样机包装效率低于人工包装效率,可以优化包装流程,采用多组同时包装的方式提高效率。设计的机器可为后续球形水果网套包装设备的研制和优化提供参考。
猜你喜欢
包装工程(2022年13期)2022-07-27
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
小学生学习指导·高年级(2022年2期)2022-02-16
小学生学习指导(高年级)(2021年6期)2021-06-19
物流技术与应用(2020年8期)2020-08-28
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
军事文摘·科学少年(2018年4期)2018-09-29
北京航空航天大学学报(2017年7期)2017-11-24