
湘钢工具钢50BV30连铸坯表面凹陷的改善
2019-11-27 07:52:22姜双海
中国金属通报 2019年10期
姜双海
(湖南华菱湘潭钢铁有限公司,湖南 湘潭 411101)
湘钢炼钢厂4#连铸机为150mm*150mm的高效康卡斯特连铸机,主要生产帘线钢、弹簧钢、工具钢等高品质、高附加值钢种。炼钢厂4#连铸机生产的150mm*150mm工具钢50BV30连铸坯在开发初期,经抛丸检查后发现铸坯存在较多的表面质量问题,以纵向凹陷缺陷为主,同时还存在小量渣坑缺陷。经轧制后,盘条表面伴随着裂纹、结疤等缺陷,不能满足工具钢50BV30在冷镦大变形量套筒零件时不允许开裂的要求。
1 连铸坯表面凹陷缺陷分析
对湘钢炼钢厂4#连铸机生产150mm*150mm方50BV30连铸坯进行抛丸,发现连铸坯表面存在严重纵向凹陷缺陷,如图1所示。将有纵向凹陷的铸坯做好标记,在凹陷处取铸坯横截面试样,发现凹陷底部存在肉眼可见的裂纹缺陷,深度约10mm,如图2所示。

图1 铸坯表面存在凹陷缺陷
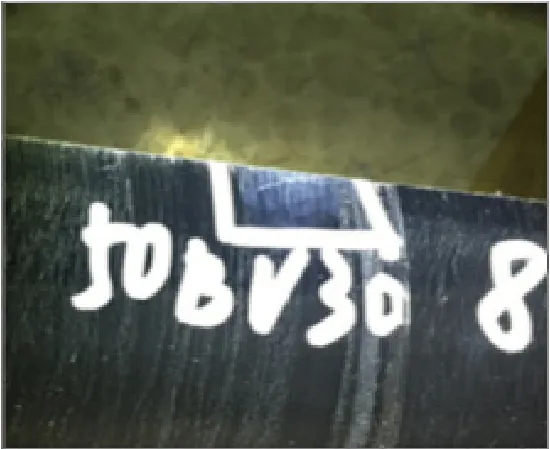
图2 铸坯凹陷底部存在肉眼可见的裂纹
取裂纹处试样进行金相分析,如图3、图4所示,从金相图片来看,连铸坯纵向凹陷底部裂纹为由应力引起的穿晶裂纹。

图3 金相照片25X

图4 金相照片25X
2 连铸坯之纵向凹陷的形成原因
纵向凹陷这种缺陷,是连铸坯生产中较为常见,缺陷分布以铸坯横截面1/2位置和铸坯角部为主。集中在铸坯横截面1/2位置的纵向凹陷,如图5所示。深度可达2mm~5mm以上,凹陷长度甚至贯通整个铸坯,严重的纵向凹陷底部通常伴随纵向裂纹缺陷。此类缺陷主要发生在高碳钢、含硼钢上。

图5 铸坯1/2位置凹陷
偏角部的纵向凹陷深度不超过1.5mm的不容易被发现,偏角部纵向凹陷严重的深度可至2mm~8mm之间,凹陷底部一般会出现纵裂纹。偏角部纵向凹陷出现的频次相对较高,偏角部纵向凹陷产生的位置大多数距离铸坯角部约10mm~50mm,一般共生有夹杂、纵裂纹、鼓肚等,如图6所示。
连铸坯出现纵向凹陷的因素很多,还好缺陷形成的位置基本上都集中在结晶器里面。当结晶器的锥度过于小,或者是在浇注的过程中出现跑锥度时,坯壳慢慢凝固会收缩,坯壳与结晶器两者之间产生的气隙会变大,热传导开始变慢,坯壳内细晶层在较薄的地方在结晶器之内的凝固速度较快些,就出现了过早集中收缩导致在连铸坯的横截面1/2处产生纵向凹陷[1]。收缩会让坯壳过早和结晶器之间形成不同大小的气隙,这样就会增加热阻,从而使冷却强度减弱,产生有利于柱状晶生长的客观条件。综上看出产生连铸坯凹陷的主要因素是初生坯壳的不均匀性和结晶器与铸坯两者间的气隙行为[2,3]。
3 影响连铸坯纵向凹陷因素分析
相关文献报道[4,5]指出,影响连铸坯纵向凹陷的主要工艺参数包括结晶器一次冷却、连铸中包过热度和拉速、结晶器液面波动、结晶器保护渣性能。
3.1 结晶器一次冷却
结晶器一次冷却是影响连铸坯纵向凹陷缺陷的主要因素。纵向凹陷缺陷主要形成还是集中在结晶器内,结晶器冷却强度较大或者结晶器内一次冷却不均匀时,坯壳局部收缩较快,明显加重了铸坯凹陷。适当的降低结晶器冷却水量可抑制坯壳过早收缩,减轻初生坯壳受到的热应力,使铸坯凹陷得到有效改善。结晶器铜管锥度过大或者过小、结晶器铜管表面层脱落等也会影响结晶器一次冷却,造成铸坯形成凹陷缺陷[6]。
结晶器内钢水的流场对初生坯壳的凝固行为以及液态保护渣的熔化和流入都有着显著影响[7,8]。在生产过程中,结晶器水口注流既能有效地活跃结晶器内弯月面钢水温度,促进保护渣熔化,但如果在结晶器钢水流动过强,造成结晶器内弯月面钢水的翻卷,致使这些区域的保护渣液渣层变薄,进而导致坯壳与结晶器铜管之间液渣流人不足而形成凹陷。
3.2 连铸中包过热度和拉速
在浇铸过程中,过高的连铸中包过热度或者中包过热度波动较大,均会影响结晶器保护渣的熔化,导致坯壳不均匀,产生凹陷几率上升。拉速对铸坯凹陷的形成影响情况较复杂。一方面高拉速容易造成水口注流对铸坯初生坯壳的冲击过强,导致坯壳变薄,容易发生凹陷;同时随着拉速的提高,铸坯在结晶器出口处温度升高,足辊段窄面冷却强度不够导致铸坯鼓肚产生凹陷。另一方面,如果拉速过低,虽然在结晶器中上部已形成一定厚度的坯壳,但在结晶器中下部由于凝固收缩过早形成气隙,热阻增大、传热效率下降,坯壳不能均匀生长在坯壳薄弱处易发生凹陷;拉速过低同时导致结晶器注流向铸坯角部提供热量不足,造成角部初生坯壳过快地凝固收缩及保护渣熔化不良,从而形成伴有夹杂的角部纵向凹陷。
3.3 结晶器液面波动
研究表明[7,8],结晶器液面波动大,液面不稳定,发生凹陷及裂纹的几率增加。影响结晶器液面波动的因素主要分为:拉速,塞棒自动控制系统,水口浸入深度,水口对中等。因此,生产过程中必须保证拉速与塞棒自动控制系统的稳定。同时,要保证合适的水口浸人深度,浸人深度过深时对坯壳的均匀生长不利,过浅则引起液面波动加剧。事实证明:结晶器液位波动大于4mm,将影响结晶器保护渣的润滑效果,导致初生坯壳厚度不均匀。
3.4 结晶器保护渣性能
结晶器保护渣的化学组成、原料物性及连铸工艺等因素直接关系到结晶器保护渣的良好作用。根据保护渣在结晶器中的作用可推测知晓,黏度和液态渣膜的厚度尺寸和均匀的不同程度有着较大的关联。如果黏度偏大或是太小,都将使液态渣膜出现太薄或是太厚,导致保护渣的润滑性以及传热性不好。若保护渣的高温流动性不理想,在结晶器铜壁与初生坯壳之间所产生的的厚度不合适、传热均匀的熔渣层就不能形成,进一步影响到保护渣应有的润滑作用和铸坯顺行。由此产生连铸坯纵向凹陷缺陷。
4 改进措施及效果
通过以上对于铸连坯凹陷的影响因素及成因的分析,结合湘钢50BV30连铸坯表面凹陷的现状特点,采取有针对性的改进措施,防止或减少50BV30连铸坯凹陷的产生。①合适降低50BV30钢种结晶器一次冷却强度,结晶器水流量由原来的2000L/min调整到1900L/min。②生产过程中,保证水口对中良好,避免钢水直接冲刷坯壳,保证铸坯均匀凝固。③控制好生产节奏,降低钢水过热度,中包过热度控制在30℃以内,采用恒拉速浇铸。④选用合适的保护渣,通过对比炼钢厂中碳保护渣成分和物理性能,改进后的中碳保护渣熔点相对低(1100℃下调至1080℃)、粘度相对较高(0.25Pa.S/1300℃上调至0.65Pa.S/1300℃),且经过实际生产试验对比,改进后的中碳保护渣改善控制传热更好些,因此50BV30钢种晶器保护渣使用改进后中碳保护渣。
经过采取上述改进措施,湘钢炼钢厂4#机生产的工具钢50BV30连铸坯经抛丸检查,铸坯表面质量良好,如图7所示,连铸坯表面凹陷缺陷得到了明显的改善。目前炼钢厂4#机工具钢50BV30月产量达800吨,经轧制后的盘条表面质量完全满意客户使用需求。

图7 50BV30铸坯表面质量较好
5 结论
①湘钢工具钢50BV30铸坯表面凹陷缺陷主要与结晶器一次冷却、保护渣性能以及拉速等因素有关。②通过适当降低结晶器一次冷却强度,选用合适的保护渣,同时采取恒拉速浇铸,湘钢工具钢50BV30连铸坯表面凹陷得到了明显的改善。
猜你喜欢
原子能科学技术(2024年2期)2024-02-20 03:25:00
山西冶金(2023年10期)2024-01-07 02:02:42
四川冶金(2022年4期)2022-12-31 13:35:51
山东冶金(2022年4期)2022-09-14 08:59:38
华北理工大学学报(自然科学版)(2022年2期)2022-04-26 11:01:52
工程科学学报(2022年4期)2022-04-07 08:50:32
昆钢科技(2021年4期)2021-11-06 05:30:54
原子能科学技术(2020年5期)2020-05-30 01:34:06
中小企业管理与科技(2019年24期)2019-01-27 04:54:40
现代工业经济和信息化(2016年6期)2016-05-17 05:36:20
