
钢桶磷化工艺对润滑油质量的影响
2019-11-14 05:46:04熊志才孟天成李森燕李阳张峥
润滑油 2019年5期
熊志才,孟天成,李森燕,李阳,张峥
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化燕山石化公司军事代表室,北京 102500)
0 引言
包装作为润滑油生产过程的终端环节,对润滑油质量安全有着极为重要的意义。钢制桶的桶身及桶盖是由冷轧钢板冲压焊接成型,在运输过程中要求桶内的防腐性能要强,需要对钢桶进行涂装和预处理。冷轧钢板表面主要含有油污、少锈,因此预处理主要以除油、磷化为中心,整体工艺流程为预脱脂、脱脂、水洗、酸洗、水洗、磷化、水洗、烘干。其中磷化处理就是用含有磷酸、磷酸盐和其他化学药品的水溶液处理金属,在其表面发生化学反应,形成完整的、具有一定防蚀作用的不溶性磷酸盐层的过程。磷化工艺使桶具有一定的耐蚀作用;增强金属与漆膜的附着力;改善润滑状况,减少摩擦阻力;改变导电特性等[1-2]。润滑油生产调合后,对储存油品的载体包装钢桶,需进行油品稳定性的考察,否则会造成影响产品质量的事故。
1 试验部分
1.1 油品稳定性试验
选取A和B两家制桶厂4个批次的钢制桶各50个,选用同批次某航空润滑油进行油品稳定性考察。在相同条件下储存6个月后,对钢桶内润滑油进行检查,发现制桶厂B的4个批次中12桶润滑油出现浑浊悬浮液,其他桶内油品无明显变化。浑浊悬浮液只存在于桶底部油品中,桶上部油品则清亮透明。
1.2 试验和表征设备
常量水分分析方法采用GB/T 260;
微量水分使用梅特勒-托利多831库伦法卡氏水分测定仪,分析方法采用SH/T 0246;
离心分离机,型号LYD-2,转速3000 r/min,运转30 min,样品量选用10 mL;
傅立叶变换红外光谱仪,美国赛默飞世尔公司 Nicolette 6700 型,分辨率4 cm-1,扫描16次;
电感耦合等离子体发射光谱仪,PerkinElmer公司Optima 7300DV型;
pH值测定使用梅特勒-托利多DELTA 320 pH计。
2 结果与讨论
2.1 对含浑浊悬浮液油样的分析讨论
2.1.1 水分检测分析
按照分析方法GB/T 260,对含浑浊悬浮液的油样进行常量水分分析,将样品和溶剂汽油按照1∶1比例混合后进行回流,未蒸出水分。
按照分析方法SH/T 0246,对留样和含浑浊悬浮液样品分别进行微量水分分析,结果见表1。由数据可知含浑浊悬浮液样品的水分与留样基本一致,浑浊悬浮液并非油品中进水引起,以此排除水分对润滑油质量的影响。

表1 微量水分分析数据 mg/kg
2.1.2 红外检测比对
分别对含有浑浊悬浮液的油样和留样做红外光谱分析,结果见图1。
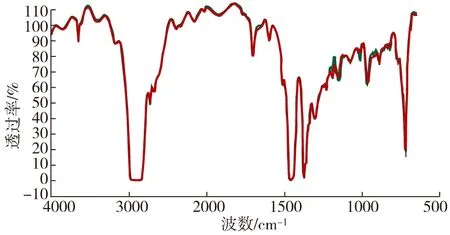
图1 留样与含有浑浊悬浮液航空润滑油红外光谱图
由图1可知,两种样品红外谱图基本一致,表明浑浊悬浮液样品未发生结构改变。
2.2 对浑浊悬浮液处理后的分析讨论
2.2.1 红外检测对比
对离心分离后得到的上部澄清液和底部黑色物质进行红外分析,结果见图2和图3。两种样品红外光谱图有明显区别,图2 基本为润滑油的特征峰,主要为基础油和少量添加剂的吸收峰,而图3在1086 cm-1处有宽而强的吸收峰,该峰为亚硫酸盐-SO3的伸缩振动,说明底部黑色物质含有硫酸盐类物质[3-4]。
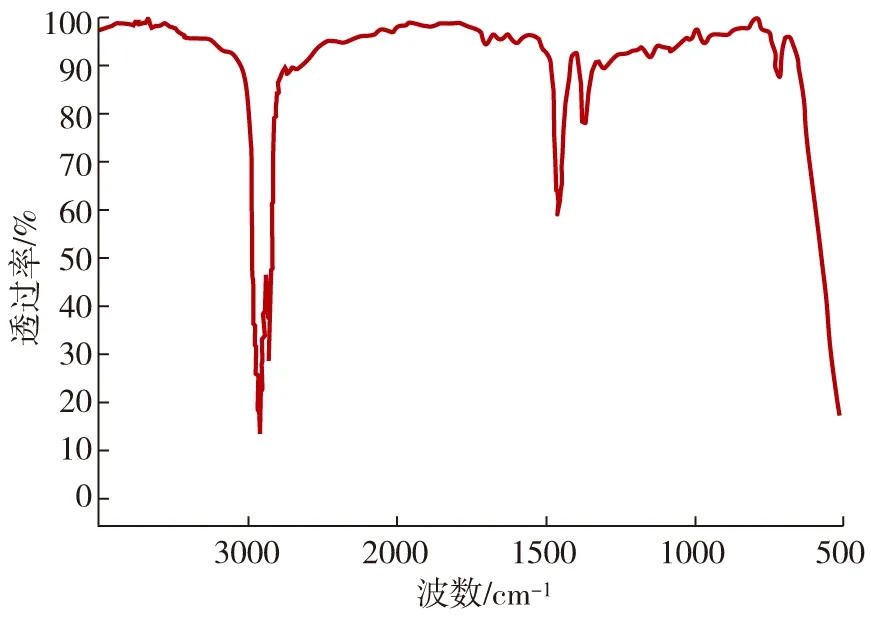
图2 上部澄清液红外光谱图
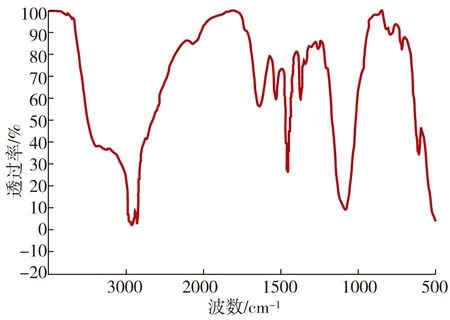
图3 底部黑色物质红外光谱图
2.2.2 元素检测分析
对留样、含浑浊悬浮液样品和离心分离后得到的底部黑色物质进行ICP/OES特定元素分析,结果见表2。

表2 留样、含浑浊悬浮液样品和分离后黑色物质元素分析结果 mg/kg
由表2结果可以看出,留样的硫含量为9.1 mg/kg,含浑浊悬浮液样品的硫含量为67 mg/kg,后者比前者高出7倍多。而离心分离后得到的底部黑色物质的硫含量高达49000 mg/kg,高出留样的硫含量5000多倍,并且铁含量高达10500 mg/kg。说明离心分离后得到的底部黑色物质为含有硫酸铁类的物质,与红外谱图分析有硫酸盐的存在结论一致。
由于此润滑油样品中不存在含有硫、铁元素的物质,考虑是由包装钢桶引入。硫酸铁类物质以离子形式存在于润滑油中,极性强;而此润滑油添加剂中有丁二酰亚胺类分散剂和胺类抗氧剂。极性强的离子易与丁二酰亚胺类分散剂结合,会造成单烯基和双烯基丁二酰亚胺聚集沉在桶底;金属铁离子也易与胺类抗氧剂配位形成络合物,在此润滑油中溶解度不高也易成为悬浮液沉在桶底。
2.3 对制桶厂磷化原液和水洗液的分析讨论
对制桶厂A和B磷化原液进行ICP/OES特定元素分析,对两制桶厂磷化液和最终水洗液进行pH值测定,结果分别见表3和表4。对比两制桶厂磷化原液,原液A中磷含量高于原液B,铁含量低于原液B,硫含量远远低于原液B,原液A的pH值更高,酸性比磷化原液B弱;对比两制桶厂磷化工艺的最终水洗液,水洗液A偏中性,水洗液B偏酸性。
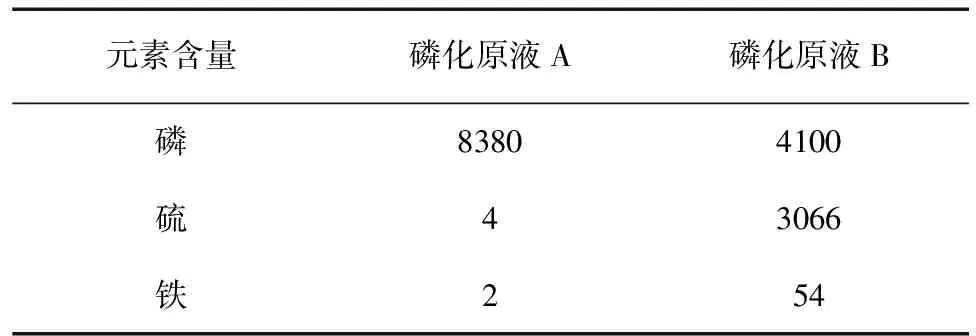
表3 制桶厂A和B磷化原液元素分析结果 mg/kg

表4 制桶厂A和B磷化原液和最终水洗液pH值结果
经实地考察,制桶厂B有时为加快钢板除锈时间,使用了成本较低的混合酸,混合酸来源于附近化工厂的废酸,其组成为磷酸与硫酸的混合液。所以在对两制桶厂磷化原液进行元素分析时,磷化原液B中的硫含量远远大于磷化原液A。磷化工艺中磷化原液的pH值一般选择在3.5~4.0之间,当pH值小于3.5时,溶液酸性较大,此时铁溶解过多,耐蚀时间短,耐蚀性差;当pH值大于4.0以后,磷化膜表面质量变差,容易出现挂灰现象[5]。磷化原液B的pH值偏低,铁元素含量较高,是因为经常使用低成本混合废酸,pH值控制不严,钢桶中的铁更易溶于磷化液中。另外在磷化工艺之后,水洗过程中采用的是循环水冲洗,后续用水量阶段性进行补充,但制桶厂B对水洗过程的次数、补水的技术指标要求和换水周期等没有明确规定,最终水洗液偏酸性,导致进入烘干程序前桶内有酸残留。
3 结论
(1)对该航空润滑油进行储存稳定性考察,个别桶底部出现浑浊悬浮液,经分析试验得出浑浊悬浮液中有硫酸盐成分存在,是由包装钢桶引入,油品本身不存在质量问题;
(2)钢桶磷化工艺过程中需对磷化原液及水洗液的元素含量、pH值进行有效控制,否则引入的极性离子会对润滑油的储存稳定性造成影响;
(3)润滑油生产商在选用包装桶时,需对包装桶供应厂家的磷化工艺提出要求并进行监督,认识到制桶磷化工艺对润滑油储存稳定性的重要性。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14 08:37:12
云南化工(2020年11期)2021-01-14 00:51:00
含能材料(2020年8期)2020-08-10 06:44:20
纺织科学研究(2020年1期)2020-05-21 00:31:04
纺织科学研究(2020年1期)2020-05-21 00:31:04
选煤技术(2018年6期)2018-03-04 01:28:58
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
纺织科学研究(2017年6期)2017-07-03 12:14:28
纺织科学研究(2017年6期)2017-07-03 12:14:18
