
激光熔覆层纳米化低温离子渗硫层的干摩擦学性能
2019-11-13 10:36:10王守忠刘玉莹
商丘职业技术学院学报 2019年5期
王守忠,朱 凯,刘玉莹
(商丘职业技术学院,河南 商丘476100)
引言
45钢因具有良好的机械性能,常用来制作叶片、连杆、齿轮及轴类零件等[1].但其表面硬度较低,不耐磨, 其制品件在常规的服役条件下,常因表面摩擦磨损而失效,限制了其推广应用的范围.
基于45钢制品件磨损破坏多发生于材料表面,科技工作者有的采用表面淬火提高45钢表面硬度,但45钢是一种中碳钢,淬透性低,其制品件易开裂;有的对其表面进行渗碳淬火处理来提高表面硬度,但淬火后芯部会出现硬脆的马氏体,强度降低,45钢良好的机械性能得不到应有的发挥.采用激光熔覆技术可在45钢制品件表面制备出高硬度的耐磨涂层而不影响其基体的性质[2].
摩擦都是以摩擦副的形式出现的,当45钢制品件的硬度提高时,必然会加剧其对磨件的摩擦磨损.随着机械设备的大型化及其功率、速度不断地提高,摩擦副往往处于极压状态,即使在有润滑油的条件下, 某些摩擦副有时还会处在边界润滑状态甚至会发生干摩擦现象, 从而造成磨损增大,导致摩擦副失效.因此,在提高45钢制品件表面耐磨性的同时, 还应要求其表面具有良好的自润滑性能[3].采用低温离子渗硫技术可在45钢表面制备出FeS自润滑层,但由于FeS和45钢自身硬度较低,要充分发挥FeS的减摩耐磨作用,还需要依附于强硬的基体[4].如果将激光熔覆与低温离子渗硫技术相结合,则在提高45钢制品件表面自润滑性能的同时,也可以提高渗流层的支撑强度.但由于S原子半径较大,在金属材料中扩散较困难,在低温离子渗硫工艺条件下渗硫层的厚度和均匀性难以保证[5],在与配副件的对磨过程中,薄而不均的渗硫层容易被损坏,从而缩短了其服役寿命.而表面纳米化技术可以通过细化表面晶粒,优化熔覆层结构,进一步提高熔覆层硬度和化学活性,可为渗硫层的形成和支撑创造有利的条件[6].因此,如果将激光熔覆、表面纳米化和低温离子渗硫技术相结合对45钢表面进行复合处理,将有望获得更加理想的摩擦表面,对于提高摩擦副在干摩擦条件下自润滑性能,延长机械设备的寿命具有重要的现实意义.
目前,激光熔覆技术、表面纳米化技术和低温离子渗硫技术均已发展成熟,围绕这些技术所进行的科学研究已取得了大量优异的研究成果,但是,应用这些技术对金属材料表面进行复合处理的研究却很少.为了提高45钢及配副件表面的耐磨性,保证低温离子渗硫层具有理想的厚度与均匀性,本研究先采用校企合作单位所提供的较为先进的激光器和自配制的Ni基合金粉末对45钢表面进行激光熔覆处理;然后采用超声滚压技术对激光熔覆层进行表面纳米化处理;最后再对纳米化前后的激光熔覆层同炉进行低温离子渗硫处理.重点研究了激光熔覆层纳米化处理对渗硫层组织结构和摩擦学性能的影响,试图为提高或改善45钢表面、对偶件摩擦学性能以及提高低温离子渗硫层的质量提供新思路及实验依据.
1 试验材料与方法
1.1 试验材料
采用45钢作为激光熔覆基材,调质处理硬度为24.8 HRC,经分析,其化学成分如表1所示.

表1 45钢化学成分 (%,质量分数)
实验用激光熔覆粉末由Ni包WC合金、316L不锈钢和Cr3C2三种粉末,按15:4:1 的质量比例配制而成,粒度为47-74 μm,经化验,其化学成分如表2所示.

表2 合金粉末成分 (%,质量分数)
1.2 试样的制备
用线切割法从45钢基材上切割出尺寸为 Ф43 mm×6 mm的圆板试样,经磨削加工使其表面粗糙度为2.30 μm,以使熔覆层金属与基体结合良好.在直径 Φ36 mm的圆周上打一个直径为Φ4 mm的孔,便于渗硫处理,表面用丙酮清洗烘干加热至120-140 ℃后备用.将配制的合金粉末采用行星式球磨机混匀,于150 ℃烘干1.5 h后涂敷到45钢基体上,涂敷厚度为1 mm,长宽尺寸与矩形光斑尺寸一致.采用DL-5kW横流CO2激光器进行激光熔覆处理(激光熔覆试验装置原理参见文献[7]),为防止涂层氧化,采用流速为10L/h的氩气进行保护.经优化后的工艺参数如表3所示.通常熔覆层表面不平整,无法直接渗硫,需对熔覆层进行磨削加工,使表面粗糙度达到0.065 μm,厚度为0.75 mm.

表3 激光熔覆工艺参数
采用豪克能HK30C型超声滚压设备和CA6150型普通卧式车床对上述制备的激光熔覆层试样部分进行表面纳米化处理 (超声表面滚压装置原理参见文献[8]),经优化后的工艺参数如表4所示.

表4 超声表面滚压处理工艺参数
将纳米化前后的激光熔覆层试样用丙酮清洗烘干后,采用LDM2-25型离子化学热处理炉对它们同炉进行低温离子渗硫处理(低温离子渗硫装置原理参见文献[9]),待渗试样接阴极,炉壁接阳极,抽真空至10Pa时,通入H2和Ar,在阴阳极之间施加580 V电压、0.5 A电流;当炉内温度快接近280℃时,通入H2S气体(纯度 99.9%),使H2:Ar:H2S=15:5:1,当炉内真空度达到90 Pa后,保温2.5 h,炉温度降至50℃时取出工件空冷至室温,采用WGG2型光学高温计测温.
1.3 试验方法
摩擦磨损实验在UMT-3可控环境摩擦磨损机上进行,上试样为Ф10 mm的GCr15钢球,硬度为60 HRC,下试样为未纳米化渗硫或纳米化渗硫试样.对磨形式为球-盘式旋转滑动摩擦,试验条件为室温大气环境下干摩擦,转速为50 r/min,载荷为20 N,时间为30 min.试验后将摩擦副在丙酮超声波中清洗,用精度为0.1 mg的FA2004-B型电子天平称取摩擦磨损前后的重量,用失重量来评价磨损性.
用JSM-7001F型场发射扫描电子显微镜(附带EDS)观察各种试样表面、截面、磨面的形貌及成分分析;采用D/max-2500型X射线衍射仪分析不同试样的物相结构;用HR-150A型硬度计测量试样宏观硬度;采用52SVD型数显维氏硬度计测量试样表面的显微硬度,载荷50 g, 保荷时间5 s;采用TR-240便携式粗糙度仪测试不同试样的表面粗糙度;采用Erichsen428型划痕仪定量测定渗硫层与熔覆层的结合强度;利用光滑划针刻划薄膜表面,加载范围为 0-100 N,加载速度为100 N/min,划痕总长为5 mm,渗硫层划破时摩擦系数及摩擦力发生突变,此时所加的载荷为渗硫层与熔覆层基体的结合强度.所有实验结果均取3次测试的平均值.
2 试验结果与分析
2.1 熔覆层纳米化前后的组织性能分析
图1为激光熔覆层纳米化前后的表面形貌.从图1(a)可见,未纳米化试样表面组织致密,晶粒细小,无明显缺陷, 呈现明显的等轴晶粒组织形态,但晶粒大小不均,表面显得高低不平.从图1(b)可见,纳米化试样表面组织致密,晶粒尺寸明显细小化, 晶粒大小均匀一致,表面较为平坦,表面纳米化处理优化了熔覆层的组织结构.经测试,未纳米化试样表面平均硬度为55.2HRC,纳米化试样表面平均硬度为60.3 HRC,相对45钢基材调质硬度(24.8 HRC)分别提高了30.4 HRC和35.5 HRC.基于图像分析软件的晶粒尺寸分布统计,通过Image-Pro Plus图像分析软件采用截点法计算[10],未纳米化表面晶粒尺寸平均为22.5 μm,纳米化后表面晶粒尺寸平均为27 nm,已细化至纳米级.表面粗糙度也由原来的0.065 μm下降至0.056 μm.
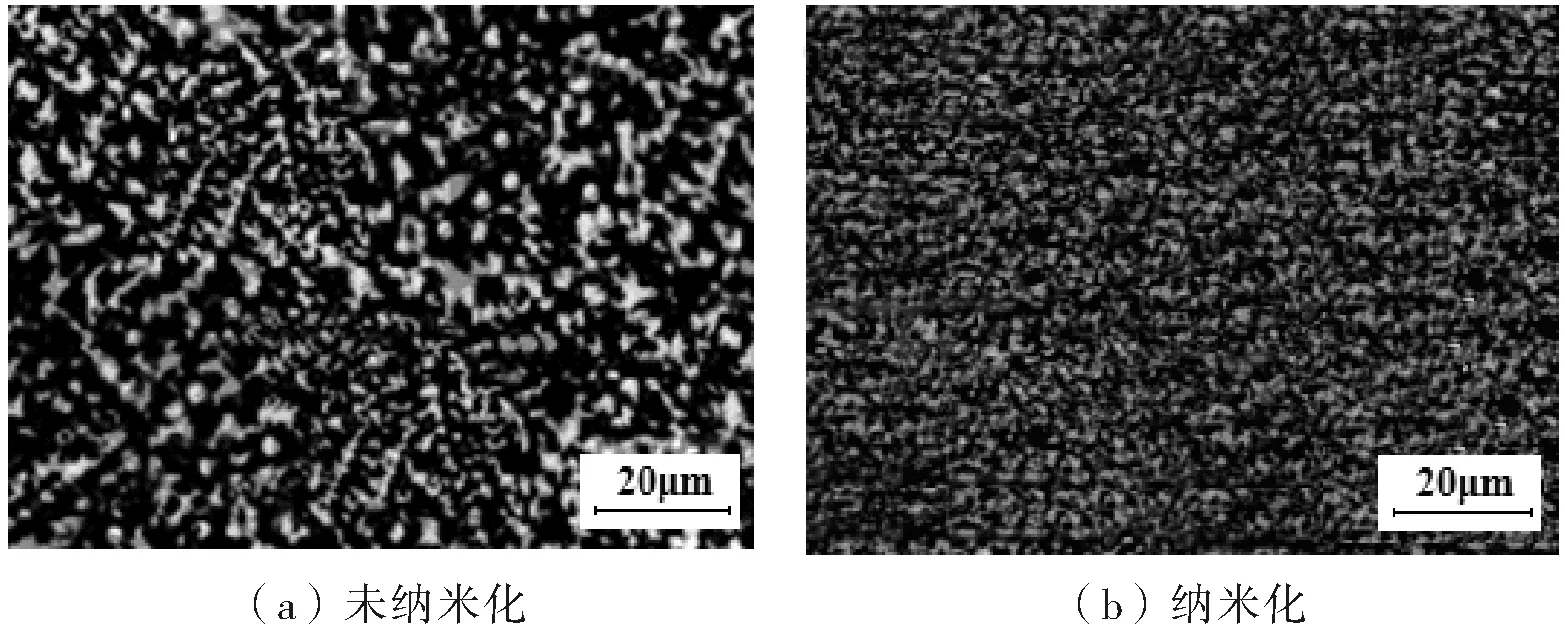
图1 熔覆层经表面纳米化处理前后的表面形貌
经研究分析可知,熔覆层纳米化前后表面组织均由Fe-Ni、Cr-Ni-Fe-C、Cr23C6、Cr-Fe-C、Fe-Ni3、Cr-Fe7C0.45和WC物相组成.这表明熔覆合金粉末中的 C、Cr 、Ni和 W 等元素,在高能密度激光束的辐照下与基材表面层一起快速熔凝,高熔点WC颗粒熔化后成为非均匀形核中心, 在材料自身传导快冷后形成了大量等轴晶化合物,但熔覆层中仍有少量未分解的WC颗粒存在.这些化合物和未分解的WC颗粒作为强化相或硬质点将会对熔覆层产生固溶强化和弥散强化作用,使得熔覆层表面具有了较高的硬度,超声滚压处理塑变致使表层晶粒细化和“削峰填谷”作用,也降低了熔覆层表面粗糙度,进一步提高了熔覆层表面硬度,纳米化熔覆层表面硬度的提高将为其表面的渗硫层提供有效的支撑作用.
2.2 渗硫层的表面形貌及相结构
图2是激光熔覆层纳米化前后渗硫试样表面和横截面微观形貌.由图2(a)和图2(c)可以看出,熔覆层是否纳米化,渗硫试样表面组织均由等轴状硫化物颗粒随机堆叠而成,呈现疏松多微孔的形貌特征.未纳米化渗硫试样表面硫化物颗粒尺寸较为粗大,渗硫层疏松且高低起伏;纳米化后渗硫试样表面硫化物颗粒尺寸较为细小,渗硫层较为致密且平整.由图2(b)和图2(d)可以看出,未纳米化渗硫层和纳米化渗硫层截面均呈连续的灰白色带状,与纳米化前后的熔覆层在交界面上呈交错状紧密地结合在一起.未纳米化渗硫层厚度不均且较薄,纳米化渗硫层厚度较为均匀且较厚.经测试,未纳米化渗硫层表面粗糙度为0.072 μm,平均厚度为3.8 μm,硬度为410 HV0.5N(相当于41.2 HRC),与未纳米化熔覆层结合力为47.8 N.纳米化渗硫层表面粗糙度为0.06 μm,但仍维持在较低的粗糙度水平[11].纳米化渗硫层平均厚度为10.1 μm,硬度为380 HV0.5N(相当于38.2 HRC),与纳米化熔覆层结合力为53.2 N.根据薄膜与基体结合强度的定性评价标准[12], 结合强度在40-60 N之间时,属于结合良好范围, 这有利于提高复合改性层的疲劳性能.纳米化渗硫层的厚度相对于未纳米化渗硫层增加了1.6倍,结合力提高了11.3%.两种渗硫试样表面硬度的下降,是因为渗硫层中含有较多的软质 FeS的缘故;硫化物颗粒大小的不均匀性,导致了两种渗硫试样表面粗糙度有所增大.可见,熔覆层表面经纳米化处理后对低温离子渗硫层的厚度、均匀性和力学性能都产生了一定的影响.
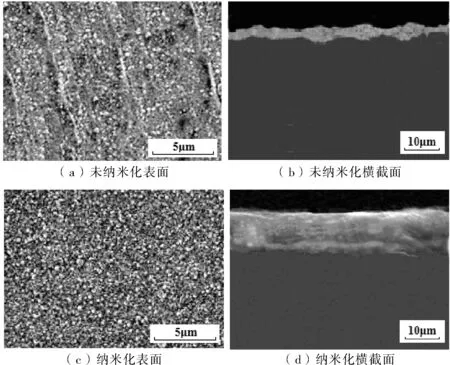
图2 表面纳米化和未纳米化试样的硫化物层表面与横截面形貌
图3是激光熔覆层纳米化前后渗硫层的XRD图谱.从图3可看出,不管熔覆层是否表面纳米化,其表面渗硫层组织都由FeNi3、Cr-Ni—Fe-C、FeS、FeS2、WS2、NiS2、CrS2等物相组成.渗硫层中不仅出现了常规的FeS、FeS2物相,而且由于Ni基熔覆层中加入了强化相陶瓷材料WC,还在硫化物涂层中形成了WS2、NiS2等物相.FeS和WS2具有层状结构,是良好的固体润滑剂,FeS2是正方结构,NiS2是立方体结构,不具有减摩作用;FeS在低于1 000 ℃环境下使用时润滑效果较好;WS2不仅适用于普通条件下的润滑,而且还适用于高温、高真空及高负载条件下的润滑.纳米化渗硫层中FeS物相的衍射峰明显高于未纳米化渗硫层,FeS2物相的衍射峰相对较低,这表明纳米化渗硫层中FeS的含量较高,FeS2的含量较低,其它组成物相衍射强度相差不大.由此可以推测,纳米化渗硫层减摩性能优于未纳米化渗硫层.根据X射线衍射峰的宽度,扣除掉仪器宽化效应的影响,利用物理宽化峰的积分宽度,应用Scherrer-Wilson方程[13]可以近似计算出未纳米化硫化物颗粒尺寸约为120 nm,纳米化硫化物颗粒尺寸约为90 nm,硫化物颗粒尺寸的细小化有助于提高渗硫层的致密性.

图3 表面未纳米化渗流和纳米化渗流试样表面XRD图谱
试验结果分析表明,熔覆层经表面纳米化处理后,表面晶粒尺寸由22.5 μm细化为27 nm,界面体积分数增大,熔覆层表面活性提高,能够为原子扩散提供大量通道,提高了Fe原子向外溅射速度和S原子向材料内的扩散速度以及扩渗的能力,被溅射出的Fe能量高,非常活泼,为渗硫过程提供了更多的活性Fe原子,活性Fe原子与活性S原子发生化学反应,易生成大量的FeS,有效减少了FeS2的生成[14],S原子扩渗的能力的提高也相应地增加了渗硫层的厚度;表面纳米化处理在熔覆层晶界处形成的大量位错、空位、亚晶等非平衡缺陷,处于高能量状态[15],不仅提高了硫化物形核率,细化硫化物晶粒尺寸,而且还具有较强的吸附性能,保证了渗硫层的连续、完整和致密性[16].
崔娜[17]等研究表明,在低温离子渗硫过程中,当表面有微凸体突出基体表面时,由于微凸体比表面积大,与活性硫原子结合的概率就较大,则硫化物优先在渗层表面的凸出部位生长,而在凹陷处长速缓慢.由图1可知,未纳米化熔覆层表面凸凹不平,经低温离子渗硫后会导致渗硫层厚薄不均;超声滚压处理可对熔覆层表面起到“削峰填谷”的作用,在提高熔覆层表面平整度的同时也提高了渗硫层厚的均匀性.
所以,熔覆层经表面纳米化预处理后再渗流,硫化物颗粒尺寸较为细小,渗硫层中FeS的含量提高,FeS2的含量降低,厚度和均匀性也相应地增加,两种渗硫试样表面硬度均有所下降.
2.3 渗硫层的干摩擦学性能
2.3.1 摩擦系数
图4为激光熔覆层纳米化前后渗硫试样表面在干摩擦条件下,摩擦系数随时间的变化曲线.由图4可见,两种渗硫试样表面起初其摩擦系数均较低,在很短的时间内摩擦系数迅速上升,在0-9 min内波动较大,超过9 min后摩擦系数平缓上升.未纳米化渗硫试样表面摩擦系数经过14 min左右的时间才进入稳定阶段,最后稳定在0.60左右;纳米化渗硫试样表面摩擦系数经过10 min左右的时间便进入稳定阶段,最后稳定在0.44左右.无论是在上升阶段还是最后稳定阶段,纳米化渗硫试样表面摩擦系数始终低于未纳米化渗硫试样,摩擦系数降低了0.16左右.

图4 摩擦系数随时间的变化曲线
2.3.2 磨损形貌和失重量
图5为激光熔覆层纳米化前后渗硫试样与GCr15钢球经30 min干摩擦后的表面形貌.从图5(a)和图5(b)可见,未纳米化渗硫试样表面与对磨钢球弧面接触部位弧形划痕较深,与对磨钢球正接触部位渗硫层划痕较宽深,被磨损掉的硫化物层与残留的硫化物层之间有明显的断痕,对磨的GCr15钢球表面的划痕也较深,局部黏附有较薄的硫化物膜以及磨屑颗粒;由图5(c)和图5(d)可知,纳米化渗硫试样表面与对磨钢球弧面接触部位弧形划痕较浅,与对磨钢球正接触部位渗硫层划痕较窄浅,被磨损掉的硫化物层与残留的硫化物层之间也有明显的断痕,对磨的GCr15钢球表面几乎没有划痕,局部黏附有较薄的硫化物膜以及少量的磨屑颗粒.这表明两种渗硫试样表面的磨损机制均以微观切削、疲劳断裂和磨粒磨损为主,纳米化渗硫试样表面的耐磨性能优于未纳米化渗硫表面.
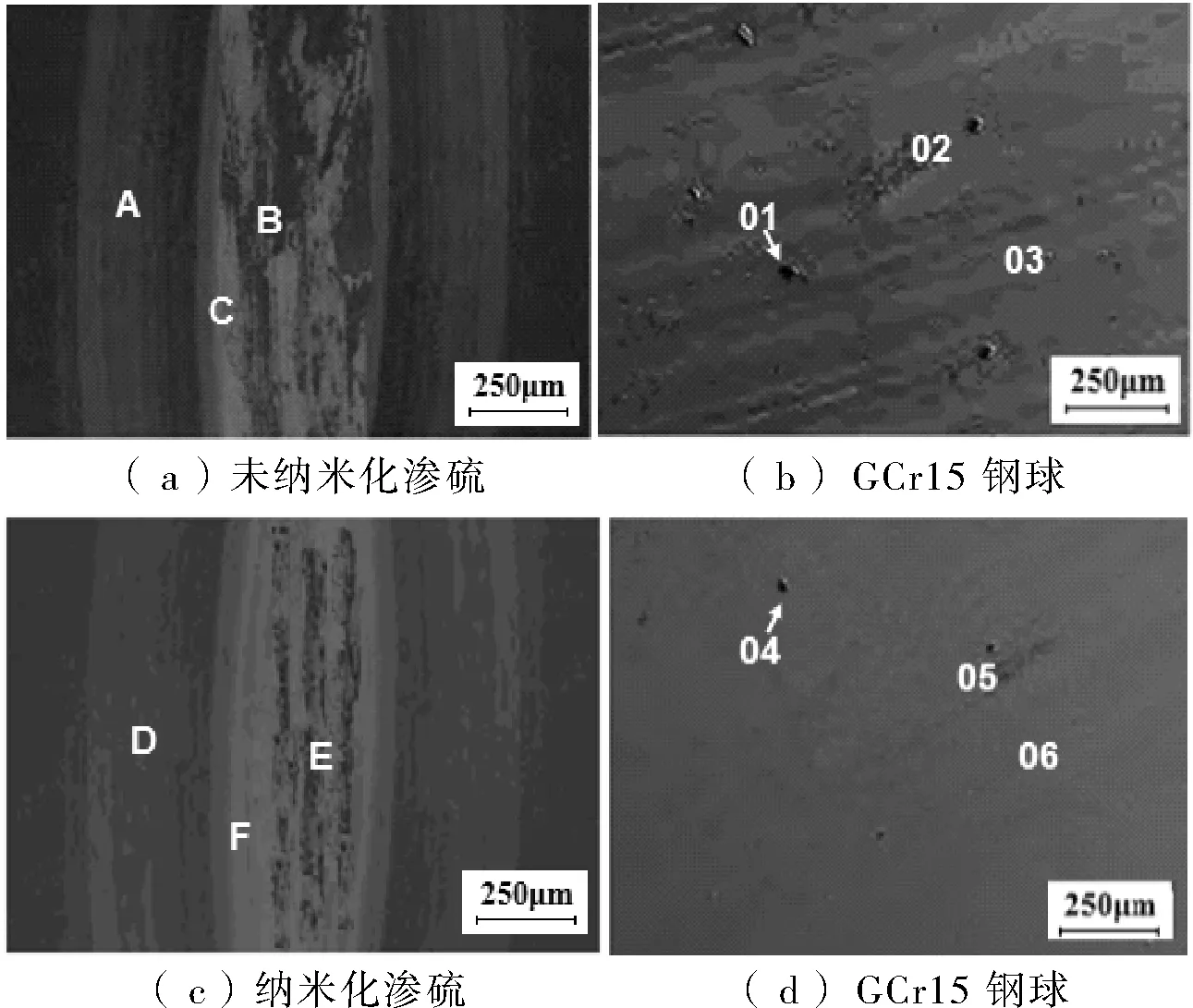
图5 不同试样表面的磨损形貌
经称重计算,未纳米化渗硫试样的磨损失重约为1.3 mg,对磨GCr15钢球的磨损失重约为0.40 mg,纳米化渗硫试样的磨损失重约为0.9 mg,对磨GCr15钢球的磨损失重约为0.15 mg.纳米化渗硫试样相对于未纳米化渗硫试样的耐磨性提高了0.44倍, 与其对磨的GCr15钢球的耐磨性也提高了1.66倍.由此可以得出,熔覆层经纳米化后再渗硫不仅改善了自身的摩擦学性能,同时也改善了对磨件的摩擦学性能,有利于提高摩擦系统的使用寿命.
通过对图5摩擦副表面各特征区进行EDS分析,熔覆层纳米化前后的渗硫试样中A-F区和对磨钢球GCr15表面02、04区以及白色箭头所指01、05处的磨屑颗粒均有一定的氧和硫含量,而GCr15钢球表面03、06区只检测出一定的氧含量,但没检测到硫含量.这表明摩擦副在大气环境下的对磨过程中, 在接触压力与摩擦热的作用下,摩擦副表面发生了氧化化学反应,生成了氧化物薄膜,而钢球表面02、04区和01、05处白色箭头所指的磨屑颗粒含硫是由于摩擦副相对运动时, 渗硫层被碾压并黏附于对摩件表面或填充于对摩件凹陷处发生硫化物转移所致,或磨屑颗粒表面包裹硫化物薄膜改性以及硫化物薄膜被磨损形成磨屑颗粒所致.硫化物薄膜转移软化了摩擦副表面的微凸体,防止了硬质钢球表面微凸体对软渗硫层表面的犁削作用;表面包裹硫化物薄膜改性的磨屑颗粒以及硫化物薄膜,被磨损形成的磨屑颗粒可对钢球表面起到促进磨合和抛光的作用,避免了黏着磨损的发生;较小的磨屑颗粒也可埋入到渗硫层中,减少摩擦副表面磨粒磨损.未纳米化渗硫试样C-A区的硫含量在2.44%-7.82%之间,纳米化渗硫试样F-D区的硫含量在4.64%-7.98%之间,对磨钢球表面02、04区以及白色箭头所指01、05处的磨屑颗粒的硫含量约在1%-1.5%之间.由此可知,纳米化渗硫试样F-D区的硫含量最高,这表明纳米化渗硫试样经30 min摩擦磨损试验后,其表面残留的硫化物薄膜较多,而且在摩擦热的作用下和材料内Fe结合重新生成FeS的能力也较强,延长其减摩作用时间,可持久地发挥其良好的固体润滑减磨作用.
A-F区的氧含量约在25%-60%之间,对磨钢球表面02、04区以及白色箭头所指01、05处的磨屑颗粒的氧含量约在8%-15%之间.可见,两种渗硫试样A-F区的氧含量明显高于对磨钢球表面02、04区以及白色箭头所指01、05处的磨屑颗粒的氧含量,这主要是因为渗硫层为疏松多孔的结构,氧原子和铁原子能够充分扩散,从而生成了含氧量较高的氧化物薄膜所致.经XRD分析,两种渗硫试样和对磨钢球表面的氧化物膜主要为Fe3O4、Fe2O3和Cr2O3.这些氧化物膜是良好的固体润滑剂,其中Fe3O4氧化物膜减磨效果最好,Cr2O3氧化物膜还具有良好的耐蚀性[18],能够减少摩擦副表面的摩擦磨损和腐蚀磨损.在摩擦副的对磨过程中,磨损与氧化往往同时发生,氧化物膜被磨损掉后还会重生,在干摩擦条件下与硫化物薄膜协同作用可提高摩擦副表面抗擦伤及抗黏着磨损能力.
由于未纳米化渗硫试样渗硫层厚度较薄,硫化物颗粒大小不均,表面高低起伏,在与钢球的对磨过程中,钢球表面微凸处先与渗硫层的凸起部位接触,接触面积小,接触应力较大,摩擦阻力增大,因此,其摩擦系数不仅较大,而且薄而不均的渗硫层也会在较短的时间内被切削或被碾压破坏掉,失去固体润滑作用.另外,支撑其渗硫层的是硬度为55.2 HRC的激光熔覆层,低于对磨钢球的硬度60 HRC,在摩擦压力的作用下,激光熔覆层易产生塑性变形,塑性变形累积引发应力集中,未纳米化渗硫层与激光熔覆层的结合力仅为47.8 N,当接触应力达到界面临界结合强度时,会诱发裂纹在熔覆层内部萌生和疲劳扩展断裂现象发生,导致硫化物薄膜和氧化物膜发生开裂甚至出现层状剥落现象,造成摩擦副表面金属直接对磨,导致摩擦副磨损加剧,因此,其摩擦副的摩擦磨损失重量较大.而纳米化渗硫试样,表面较为平整,硫化物颗粒大小较为均匀,且渗硫层中具有减摩性能FeS物相的含量明显大于熔覆层直接渗硫试样.在与钢球的对磨过程中,将会有更多的硫化物颗粒与对磨钢球表面接触,在相同的试验条件下,接触应力减小,摩擦阻力下降,渗硫层中含FeS物相较多时其减磨作用也相应地提高;而支撑其渗硫层的是硬度为60.3 HRC的纳米化熔覆层,其硬度稍高于对磨钢球,可为渗硫层提供有效的支撑,加之纳米化硫化物薄膜与纳米化熔覆层的结合力高达53.2 N,避免了硫化物薄膜和氧化物膜开裂和剥离现象的发生,可持久的发挥固体润滑薄膜的减磨抗磨作用.另外,纳米化渗硫层的厚度相对于未纳米化提高了1.6倍,厚而均匀的渗硫层抵抗对磨钢球的微观切削和碾压疲劳磨损持续的时间较长,摩擦副表面的摩擦磨损将长久的在固体润滑薄膜之间进行,因而其摩擦副的表面摩擦系和摩擦磨损失重均较小.
3 结论
1)45钢表面经激光熔覆Ni包WC、316L不锈钢和Cr3C2合金粉末后,熔覆层纳米化前后组织均由Fe-Ni、Cr-Ni-Fe-C、Cr23C6、Cr-Fe-C、FeNi3、Cr-Fe7C0.45和WC物相组成.未纳米化表面晶粒尺寸为22.5 μm,硬度为55.2 HRC;纳米化后表面晶粒尺寸平均为27 nm,硬度为60.3 HRC,相对45钢基材调质硬度24.8 HRC分别提高了30.4 HRC和35.5 HRC.
2)纳米化和未纳米化渗硫样硫化物层组织均由FeNi3、Cr-Ni—Fe-C、FeS、FeS2、WS2、NiS2、CrS2等物相组成.与未纳米化渗硫试样相比,纳米化渗硫层的厚度相对于未纳米化渗硫层增加了1.6倍,FeS物相所占比例提高,摩擦系数降低了0.16,耐磨性提高了0.44倍,与其对磨的GCr15钢球的耐磨性也提高了1.66倍.
3)分析表明两种渗硫试样表面磨损机制均以微观切削、疲劳断裂和磨粒磨损为主.纳米化渗硫质量及其耐磨性的提高,归因于纳米晶表面层具有较高的硬度和化学活性.
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
昆钢科技(2021年2期)2021-07-22 07:46:54
石材(2020年11期)2021-01-08 09:21:48
哈尔滨轴承(2020年4期)2020-03-17 08:13:52
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
设备管理与维修(2018年2期)2018-02-09 08:34:44
光学精密工程(2016年1期)2016-11-07 09:01:08
中国资源综合利用(2016年7期)2016-02-03 03:00:11
环境科技(2015年3期)2015-11-08 12:08:36
电源技术(2015年9期)2015-06-05 09:36:06
