闪蒸缓冲罐进料口无压烧结碳化硅复合套管内衬的设计及应用
2019-11-12 03:27杨锦斌张海庆
中国有色冶金 2019年5期
杨锦斌, 张海庆
(1.西藏玉龙铜业股份有限公司, 西藏 昌都 854000;2.西部矿业股份有限公司锌业分公司, 青海 西宁 810000)
氧压浸出工艺于1959年由加拿大谢利特·高顿公司首先试验成功,并于1981年在特累尔厂建造了世界上第一个工业规模的锌精矿直接氧压浸出冶炼厂,生产能力7×104t/a。1982 年加拿大梯敏斯厂扩建工程是第二个采用该工艺的冶炼厂,1983年建成投产,生产能力1.8×104t/a。1991年,第三个锌精矿氧压浸出冶炼厂在德国鲁尔锌厂投产,使该厂每年增产锌至少5×104t。1993年,加拿大哈德湾矿冶公司锌厂在世界上第一个单独采用氧压浸出工艺,而在此之前,锌氧压浸出都是与原有的焙烧浸出并列生产,哈德湾矿冶公司锌厂则是全部锌精矿采用压力釜处理的工厂,这表明该方法在工艺上取得了重大进展。
氧压浸出工艺过程分物料准备、压浸、闪蒸及调节、硫回收等工序。闪蒸及调节是该工艺中不可缺少的重要一部分,生产工艺中氧压浸出后的矿浆进入闪蒸及调节槽,在压力釜中生成的硫元素是熔融状态,矿浆进入闪蒸槽后,硫保持在熔融状态。由于氧压浸出工艺锌精矿不经过焙烧,因而无需建设配套的焙烧车间和制酸系统,且浸出效率高,原料适应性强,与其他冶炼方法相比,在环保和经济方面具有较大的优势。
氧压浸出工艺在我国得到广泛采用,生产线较多。但在国内的生产应用中,氧压釜在排料时对角阀及闪蒸缓冲罐进料颈部冲刷严重,严重制约着生产的连续性。在青海高海拔地区为了提高浸出率,浸出技术采用两段高温高压高酸浸出。而氧压浸出闪蒸缓冲罐进料口颈部处于压力温度变化区,冲刷腐蚀严重,对设备材料要求比较苛刻。原设计采用厚度为20 mm的904L金属材料,在实际生产中,最多使用20天,更换频繁,作业率低,增加了劳动强度并对现场工作环境造成影响。为此对缓冲罐进料口颈部的复合套管材料和结构进行了改进,采用了烧结碳化硅材料,增加了缓冲板以缓冲物料对进料口颈部的冲击,大大增加了碳化硅内套管的使用寿命。
1 烧结碳化硅应用机理
碳化硅(SiC)是用石英砂、石油焦(或煤焦)、木屑(生产绿色碳化硅时需要加食盐)等原料通过电阻炉高温烧结而成。碳化硅在大自然中也存在罕见的天然矿物——莫桑石,碳化硅又称碳硅石。在当今C、N、B等非氧化物高技术耐火材料中,碳化硅为应用最广泛、最经济的一种,也称为金钢砂或耐火砂。 目前中国工业生产的碳化硅分为黑色碳化硅和绿色碳化硅两种,均为六方晶体,比重为3.20~3.25,显微硬度为2 840~3 320 kg/mm2。碳化硅由于化学性能稳定、导热系数高、热膨胀系数小、耐磨性能好,常应用于磨料、耐磨剂、磨具、高级耐火材料、精细陶瓷等工艺中。
无压烧结碳化硅基本原理:在无外界压力条件下,以高纯、超细碳化硅粉为原料,将具有一定形状的坯体放在1 950~2 100 ℃高温下烧结,高温下硅渗入含碳胚体,加入少量的烧结助剂,如硼、碳等,在大气压的惰性气体或真空气氛中,经过物理化学过程变成致密、体积稳定、具有一定性能的固结致密块体。烧结碳化硅秉承了碳化硅的所有优良性能,包括超硬耐磨、高致密性、良好的耐腐蚀性及优异的抗氧化性等,且气孔率较低(约为0.5%),适用于耐磨、高温、耐腐等严酷工况条件下的工业环境。
烧结碳化硅具有制作工艺简单、烧结时间短、成本较低等优点,烧结温度和成本远低于热压烧结工艺,可实现净尺寸烧结(烧结前后尺寸无变化),易制备大型复杂形状制品,实现大规模工业应用,前景广阔。
2 无压烧结碳化硅复合套管的工作原理
内衬无压烧结碳化硅复合套管结构主要由套管外套、套管内衬套及缓冲机构组成,如图1所示。
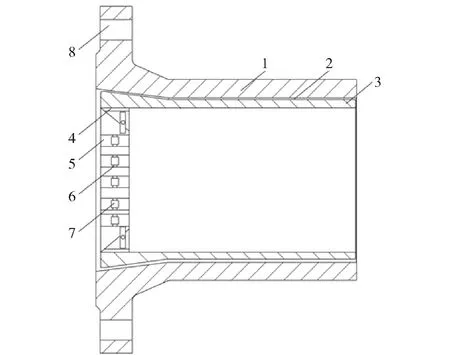
1—套管外套;2—胶泥层;3—套管内衬套;4—缓冲环;5—缓冲槽;6—连接轴;7—缓冲板;8—法兰图1 内衬结烧碳化硅复合套管剖视图
内衬无压烧结碳化硅复合套管在工作时,把内衬套(件3)从外套(件1)的左侧插接在套管外套的内部,并且在套管内村套和套管外套之间填充有胶泥层(件2)。套管内村套的内腔壁左端固定连接有缓冲环(件4),缓冲环上开有若干个缓冲槽(件5),呈环形阵列排列,缓冲槽上连接缓冲板(件7),通过法兰(件8)把套管外套连接在设备的排气孔上,设备运行时,在气体的冲击下,会使缓冲板摆动,使得缓冲板对进入的气体产生一定的缓冲力,达到改善设备工作环境的目的,实现生产的稳定性和连续性。
3 复合套管的结构设计
无压烧结碳化硅复合套管的设计详述如下。
1)套管外套(件1)的内腔左侧和套管内衬套(件3)的外壁左侧与水平面设计为7.5°夹角,主要为方便套管外套(1)和套管内衬套(3)的安装而设计。
2)套管外套的材质为904 L,其内侧壁的直径为179 mm,其右侧外直径为219 mm,长度为286 mm。
复合套管的左端采用锥口,右端直口,便于固定套管内村套。内衬套的内直径为158 mm,长度为280 mm,内壁表面光滑,复合套管右端直口是为了引导物料顺滑至缓冲罐。在安装时,套管内衬套的左端比套管外套内沉1~2 mm,既便于安装密封垫,同时紧固时也可防止碳化硅受力过大而碎裂。
套管外套(件1)和套管内衬套(件3)之间设有胶泥层(件2),胶泥层可耐高温耐酸。
3)套管外套(件1)的外侧壁左端固定设有法兰(件8),法兰用于复合套管的安装。
4 结语
与原904L套管相比,无压烧结碳化硅复合套管的整体结构简单、设计合理、使用方便,并且复合套管抗磨、抗腐蚀均优于单纯的金属材料套管,达到了持久耐用、更换方便的目的,保证了氧压釜排料的稳定性、连续性和可靠性。通过缓冲板摆动,使得缓冲板对进入的气体产生一定的缓冲力,从而改善设备工作环境。
内衬无压烧结碳化硅复合套管在本公司氧压釜排料角阀及闪蒸缓冲罐进料颈部的应用实践表明,其寿命得到了大幅度提高,保证了生产的稳定性和连续性,受到生产维护人员的一致好评,取得了较好的经济效益和社会效益,已获得新型实用专利授权。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
肥料与健康(2022年2期)2022-06-30
热力发电(2022年2期)2022-03-25
核科学与工程(2021年4期)2022-01-12
大连理工大学学报(2021年6期)2021-11-29
陶瓷学报(2021年5期)2021-11-22
世界有色金属(2021年12期)2021-11-02
陶瓷学报(2021年4期)2021-10-14
汽车零部件(2021年7期)2021-07-29
探索科学(学术版)(2019年11期)2019-06-16