
矿用钢筋梯生产工艺优化设计及应用
2019-11-01 01:37:28曹国庆
山东煤炭科技 2019年10期
康 健 曹国庆 付 琳
(兖州煤业股份有限公司南屯煤矿,山东 邹城 273515)
我国煤矿巷道的主要支护方式为锚杆支护,即将锚杆、托盘与钢筋梯联合使用,作为锚杆支护的重要组成部分,钢筋梯的需求量日益增加。本文结合企业生产实际环境与条件,通过对钢筋梯生产线整体布局、工艺改造及安全性三方面进行研究和分析,提出合理有效的优化解决方案,达到优化生产工艺的目的。
1 矿用钢筋梯的生产工艺及现状分析
1.1 工艺流程
矿用钢筋梯是先将两根同长的圆钢调直折弯后焊接在一起,再将多根圆钢以一定的间距排列,且互成直角后焊接而成。其原材料通常采用Q235A碳素结构钢、抗拉强度不低于375MPa的普通热轧圆钢或不低于其性能的其他金属材料焊接而成,根据需要可定制不同规格,一般直径为10~20mm,两纵梁间距约80~100mm,长度为1000~5000mm,如图1。
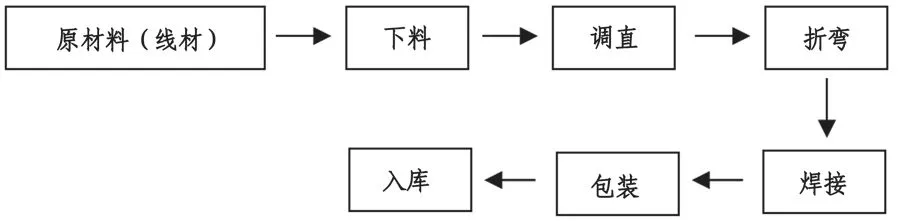
图1 钢筋梯生产工艺流程图
1.2 工艺现状及存在问题
流程中最重要的四步为:下料、调直、折弯与焊接,现生产工艺存在以下缺陷:
(1)下料。钢筋梯的原材料均为线材,加工时需按要求截取相应长度后,再进行调直处理。因此在这道工序的加工过程中,需先将成盘的线材展开,再截断调直后码放,生产过程大约需要三到四个人,工人的劳动强度大,安全性差,尤其在线材最后几圈时容易回弹伤人,这种人工放线的效率低且存在很大的安全隐患。
(2)布局。作业地点分散,半成品需二次转运。工作区域不连续,造成调直后的半成品积压堆放,需再次转运,加工过程消耗时间长,易造成怠工,同时浪费人力,降低工时利用率。
(3)折弯。人工折弯,大大降低产品质量及效率。在定位及弯箍工序中,需多次重复量尺与弯箍,人工定位的方式精度低,操作繁琐,且易造成钢筋梯在弯箍过程中变形,导致焊后强度与精度差。
(4)焊接。矿用钢筋梯的长度一般在1000~5000mm之间,而普通焊烟净化器的吸气口仅有160mm左右,且吸气臂为弹簧压缩式结构,使用过程中高度不易控制,工人只能采用蹲姿作业,且在焊接过程中,为满足净化要求必须频繁地挪移净化器,这造成工人劳动强度的增加,生产效率降低。
2 生产工艺优化实施方案
为解决现存的各种缺陷,决定从生产线整体布局及工艺改造两个流程进行优化设计,具体实施方案如下。
2.1 生产线整体布局优化
将生产车间工作区划分为两部分,半成品加工区与成品焊接区(图2)。半成品加工区主要负责圆钢的下料调直与弯箍,将调直机与弯箍机定置在这个区域内,两设备前后错位布置,操作人员共用一个多功能组合式工架,完成生产线的连续布置,并有效节省每道工序间的转接,提高工作效率。
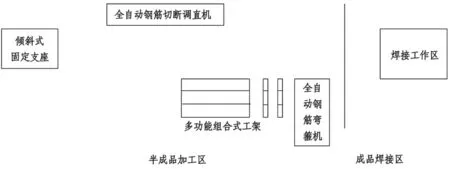
图2 生产线整体布局示意图
2.2 工艺改造
原生产工艺存在的缺陷中影响生产效率的关键在于各工序中缺少专用工装,导致重复工作,效率降低,故为各工序设计专用工装。
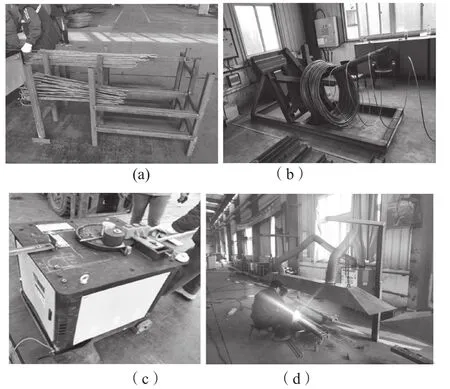
(1)多功能组合式工架的设计。此专用工架包括三个工位,最外侧的工位放料高度与弯箍机的工作平台齐高,确保在钢筋弯箍时送料平稳,不易弯曲变形;中间侧工位为调直后的半成品存放区,下一工序可直接使用,无需二次转运;最里侧工位为钢筋弯箍后的半成品存放区,进入下一工序时,直接用行车吊运即可。同时还配备多个单侧多工位工架,根据所加工钢筋梯规格的不同组合使用,即确保各工作区工序间的转接,形成流水线生产,又方便其独立作业,实现调直与弯箍后半成品的连续周转,安全高效,如图3(a)。
(2)倾斜式固定支座的设计。根据钢筋梯原材料圆钢成盘采购的特点,将采购来的整盘圆钢放置固定座内,利用自身重量实现自动走线,代替原人工放线的方式,如图3(b)。
(3)弯箍定位专用胎具的设计。增设钢筋弯箍机的定位工装,在弯箍时,只需一头触碰定位工装即可,无需再频繁量尺,方便快捷。同时改进弯箍胎具,因钢筋梯的两头弯箍直径不同,原胎具只能进行单头的弯箍,加工过程中,需将圆钢一头弯箍后码放,焊接时,需将两个单头弯箍的圆钢焊接在一起,增加焊接长度及焊点数量,劳动效率大大降低。为解决这一问题,对胎具进行优化,增加了双槽定位,实现双头弯箍。即用同一根圆钢一头弯箍后再弯另一头,大大简化加工过程,提高劳动效率,同时提高焊接质量,加强钢筋梯的整体焊接强度,如图3(c)。
(4)大容量可调节式护罩的设计。根据生产需要,将原焊烟净化器的双臂吸气口进行改造,设计大容量吸气罩,加大吸气口的有效面积,并在吸气罩与支架之间做可调式设计。工人可以根据自身习惯任意调节吸气罩的高度,在焊接过程中不用频繁移动焊烟净化器,还可以灵活采用站姿、蹲姿或坐姿作业,大大减轻工人劳动强度,提高工时利用率,如图3(d)。
2.3 安全性能优化
(1)针对圆钢在放线过程中做旋转运动、弹性大、轨迹不易受控、尤其在每盘的最后几圈圆钢左右乱飞易伤人的特点,设计可移动式护罩,即可灵活移动又能提高设备的安全性。
(2)弯箍机的控制开关为脚踏式,安装在控制箱的一侧,这种设计虽方便工人操作,但极易因杂物的掉落或他人误踩导致设备自运行,发生安全隐患。针对这些问题,在脚踏开关上方加设防护罩,提高设备安全性。
3 结语
目前,该矿用钢筋梯优化后已在该矿应用。较原生产工艺有效节约时间,减轻工人的劳动强度,大大提高了生产效率,满足矿井钢筋梯的生产需求,特别是专用工装及胎具的设计,有效简化了加工过程。同时,消除了安全隐患,提高焊接质量,对焊接净化器的改造,加大了净化面积,改善了作业环境,获得职工的一致认可,具有较高的推广应用价值。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
石材(2022年2期)2022-05-25 13:04:26
石材(2022年1期)2022-05-23 12:48:16
食品界(2020年4期)2020-05-03 14:00:07
读写算·高年级(2017年3期)2017-03-21 18:32:28
石油化工建设(2015年6期)2015-12-01 04:17:36
小学生导刊(高年级) (2014年11期)2014-11-20 14:28:05
天津冶金(2014年4期)2014-02-28 16:52:40
天津冶金(2014年4期)2014-02-28 16:52:36
中国设备工程(2013年8期)2013-12-07 01:13:42
