加酶挤压高粱小曲酒生产工艺的响应面优化
2019-10-30 09:35:26潘小卫焦爱权闵丹丹金征宇
食品与生物技术学报 2019年9期
潘小卫 , 焦爱权 , 龙 杰 , 闵丹丹 , 金征宇 *
(1.食品科学与技术国家重点实验室,江南大学,江苏 无锡 214122;2.江南大学 食品学院,江苏 无锡 214122)
高粱在进行小曲酒发酵前要经过浸泡和蒸煮来使其中的淀粉糊化,该过程耗费了大量的水电,增加了生产的总成本,并且产生的污水会对环境造成污染[1]。
挤压膨化是一个连续的混合、膨化、成型过程,主要代替传统工艺的蒸煮步骤,高粱经过粉碎后直接喂入挤压机,经过高温高压以及剪切作用后,淀粉能达到很高的糊化度,原料颗粒充分破碎,可以直接用于小曲酒的发酵。挤压膨化不仅工艺简单、节约能源、节约劳动力,还可以杀死原料中的有害微生物,避免发酵过程的杂菌污染[2]。
高粱经挤压过后变得粘稠坚硬,从而不容易进行糖化[3],作者采用添加耐高温α-淀粉酶的方式对挤压过程进行改进,使挤压机成为生化反应器,物料膨化的同时还会在酶的作用下发生水解反应,利于糖化反应的进行,同时还可以使淀粉在更低温度得到更高的糊化度,避免由于高温发生美拉德反应使小曲酒产生焦糊味[4-6]。作者首先采用加酶挤压的方式得到糊化高粱淀粉,然后进行小曲酒发酵,比较了加酶挤压、不加酶挤压和蒸煮3种处理方式所得高粱淀粉物性和发酵性质的差异,并通过响应面实验对加酶挤压工艺参数进行优化,以期得到较高的产酒率。
1 材料与方法
1.1 材料与仪器
高粱:购于无锡市粮油市场;耐高温α-淀粉酶:酶活120 KNU/g,诺维信(中国)公司产品;小曲:紫枫酿酒设备公司提供。
双螺杆挤压机:PTW-24/25D,德国热电公司产品;双螺杆自动进料器:DDSR20N-PRISM,德国Brabender公司产品;AL204电子天平:梅特勒-托利多仪器公司产品;小型高速粉碎机6202:欣镇企业有限公司产品;快速黏度分析仪:Techmaster,澳大利亚Newport Scientific公司产品;X-射线衍射仪D8-Advance,德国Bruker AXS公司产品;扫描电子显微镜:Quanta-200,荷兰FEI公司产品。
1.2 实验方法
1.2.1 样品处理高粱用粉碎机粉碎,过30目筛,调节高粱水分质量分数为30%,添加干基质量分数0.1%的耐高温α-淀粉酶,混合后加入高粱粉中,搅拌10 min,于4℃冰箱放置12 h使水分分布平衡。挤压过程中,设置4段挤压机套筒温度分别为60、70、80、95 ℃,挤压机螺杆转速为 150 r/min,喂料速度为1.5 kg/h。取挤出物100 g干燥粉碎后保存。其余样品收集后用于小曲酒的发酵。
另取高粱粉碎,调节水分质量分数30%,不加酶,挤压过程以及收集情况同上。
另取高梁,浸泡48 h后用蒸汽蒸2 h至高粱淀粉全部糊化暴露,取100 g干燥粉碎后保存,其余用于小曲酒发酵。
1.2.2 小曲酒的发酵测出加酶挤压、不加酶挤压和蒸煮法得到的高粱样品的水分质量分数[7],称取干基质量为200 g的3种样品,冷却至30℃左右,加入4 g小曲,于30℃恒温培养箱内进行固态,半固态和液态发酵。其中,固态发酵直接调节样品水分质量分数为50%,而后直接进行发酵;半固态发酵先是调节样品水分质量分数为50%培菌糖化,再以料液质量比1∶2补水进行后发酵;液态发酵是直接以料液质量比1∶2加入清水后进行同步糖化和发酵。
1.2.3 乙醇产量和出酒率由于1分子葡萄糖在产生1分子乙醇的同时会排放1分子的CO2,可以根据发酵过程样品的CO2失重M来换算出乙醇产量EY,这种方法可以连续的测定发酵酒体乙醇产量的变化[8]。

由乙醇产量EY,原料质量m和淀粉质量分数ω可计算出产酒率θ:

1.2.4 样品糊化性质的测定淀粉的糊化度和粘度均可以用RVA仪同时测定,这是一种快速有效测定淀粉糊化度的方法。首先,用RVA仪先测定样品的RVA曲线,取专用铝盒,加入20 mL去离子水,加入计算好质量的样品得到干基质量分数为6%的混合悬浊液,迅速将铝盒放入RVA仪内进行分析,得到样品的RVA曲线,算出样品峰值粘度,终值粘度和回复值。
由于RVA曲线上的峰主要由未糊化淀粉的糊化产生,所以可以在RVA曲线上作基线,求出原高粱粉末的峰面积S0,样品RVA的峰面积S1,由以下公式得到糊化度GE[9]。

1.2.5 扫描电子显微镜扫描电子显微镜的电压设定为5 kV,放大倍数设定为2 400倍,样品用戊二醛固定后用磷酸缓冲液漂洗,再用锇酸固定并再次漂洗,临界点干燥后用离子溅射法镀膜,置于扫描电镜内观察[10]。
1.2.6 X-射线衍射(XRD)称取样品1 g,采用标准片制备,测试条件为:管电压40 kV,管电流40 mA,扫描范围 5~40°,扫描速度 5°/min。
1.2.7 响应面设计(RSM)根据单因素实验,采用中心组合设计,以乙醇产量(Y)为响应值,对水分质量分数(X1)、套筒温度(X2)、加酶量(X3)进行优化,因素水平见表1。

表1 因素水平表Table 1 Coded values of the variables
1.2.8 数据处理采用Design-Expert v8.0软件和MDI Jade 6.0进行实验数据处理、分析,采用Origin 8.5软件进行绘图。
2 结果与讨论
2.1 不同处理方式对高粱物性的影响
2.1.1 微观结构图1是不同处理方式所得高粱淀粉的扫描电镜图像,高粱原淀粉的微观结构见图1(a)所示,呈类圆形,颗粒较大,直径在 10~20 μm之间[11]。
b、c、d分别是蒸煮,不加酶挤压和加酶挤压过后的高粱淀粉,3种处理方法都较大的改变了淀粉的形态,使淀粉发生不同程度的破碎和降解。蒸煮处理相对于挤压处理较为柔和,淀粉颗粒变化主要由蒸汽和热作用形成,淀粉颗粒膨胀分裂,形成了相对丰富的微孔,有利于发酵的进行。不加酶挤压时高粱受到了高温高压和强烈的剪切作用,淀粉颗粒完全被破坏,物料从模头挤出时发生了剧烈的膨化,但是物料在冷却过程中迅速萎缩,形成了致密、坚硬的结构,可能会对后续发酵产生不利的影响。在挤压过程中添加耐高温α-淀粉酶,淀粉膨化的同时发生降解,表面形成不规则的层状结构,且出现了孔洞,便于微生物的生长利用,较传统挤压有着更大的优势。
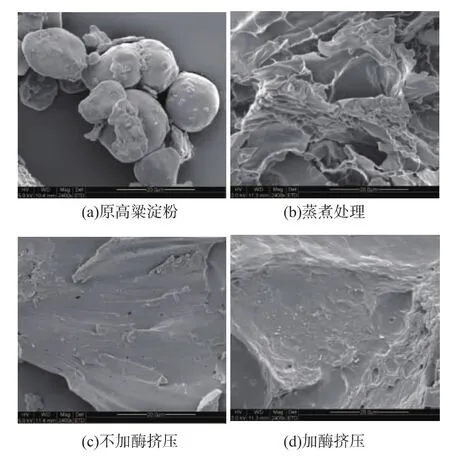
图1 不同高粱淀粉SEM图像Fig.1 SEM images of different sorghum starches
2.1.2 结晶性质和高粱原淀粉类似,处理后的高粱淀粉的主要特征衍射峰出现在 15°、17°、18°和23°处,表现出典型的A型淀粉特征,3种处理淀粉在22°左右均出现新的衍射峰,有着向B型淀粉转化的趋势[12],结果见图2。由x-射线衍射图计算出蒸煮、不加酶挤压和加酶挤压处理的3种高粱淀粉的相对结晶度分别为9.53%、10.89%和6.96%,加酶挤压所得淀粉的相对结晶度比不加酶的低,因为挤压过后的高粱淀粉冷却过程中直链和支链淀粉分子的分支在氢键作用下趋向于平行排列,形成与原淀粉相似的结构,而经过酶解的高粱淀粉的淀粉链受到破坏,难以形成双螺旋结构,因而不易回生,具有较低的结晶度。

图2 不同高粱淀粉XRD谱图Fig.2 XRD patterns of different sorghum starches
2.1.3 粘度特性挤压和蒸煮过程中高粱淀粉发生了不同程度的糊化,改变了原料的粘度,使其在发酵过程中表现出不同的特性。如图3所示,原高粱颗粒坚硬,生淀粉含量高,峰值粘度高达7 825 mPa·s。蒸煮处理能有效的降低高粱的粘度,但是蒸煮处理的高粱淀粉回生值高达4 682 mPa·s,可能会对后续发酵产生不良影响,不加酶挤压和加酶挤压的高粱淀粉回生值分别为448 mPa·s和4 mPa·s,说明挤压蒸煮高粱热稳定性高,淀粉不易回生,有利于发酵。加酶挤压高粱淀粉的峰值粘度仅有163 mPa·s,有效的解决了挤压物料粘度大,分散性差的缺点。
2.1.4 糊化特性由图3的RVA曲线糊化峰面积可以换算出高粱淀粉的糊化度,为了和蒸煮温度相近,选择的挤压温度为95℃。不加酶挤压所得高粱淀粉糊化度为51.27%,而加酶挤压由于高粱边挤压边受到酶的作用,淀粉颗粒充分水解,所以糊化度高达99.36%,挤压过程中添加耐高温α-淀粉酶能将糊化效率提高近一倍[13],所以可在较低温度下使物料得到较高的糊化度,防止温度较高产生美拉德反应等使物料产生焦糊味。相比之下,蒸煮处理糊化度为46.06%,工序复杂但是处理效果却低于挤压处理,这表明挤压膨化在发酵原料预处理方面具有极大的优势。
2.2 小曲酒发酵结果
将3种处理方式得到的高粱样品进行发酵实验,产酒率如表2所示,不论采用哪种发酵方式,挤压膨化高粱的产酒率均高于传统的蒸煮高粱。当采用液态发酵时,由于加酶挤压高粱的粘度最低,所以其分散性最佳,产酒率达到了50.65%。固态发酵时加酶挤压高粱的优势却不明显,产酒率只有47.82%,可能是受到产物抑制作用的影响。

图3 不同高粱淀粉RVA曲线Fig.3 Viscosity curves of different sorghum starches

表2 不同发酵方式产酒率Table 2 Efficiency of different fermentation methods%

图4 半固态发酵速度-时间曲线Fig.4 Speed-time curve of Semi-solid fermentation
半固态发酵是一种有效解决乙醇产物抑制的方法[14],图4是3种高粱原料进行半固态发酵的发酵速率-时间图像,在发酵6 d左右,3种预处理高粱发酵速率都降低到最低点,此时通过添加2倍投料量的清水,发酵速度均有了明显的提升,由于加酶挤压高粱的水溶性较高,加水之后迅速分散成悬浊液,且半固态发酵有效解决了其发酵中期的酒精抑制,所以其发酵速率提升最为明显,加酶挤压高粱经过半固态发酵的产酒率达到了92.23%。
2.3 响应面分析结果
2.3.1 试验结果根据单因素实验,以酒精产量(Y)为响应值,水分质量分数(X1)、套筒温度(X2)、加酶量(X3)为变量,采用Design-Expert v8.0软件设计了三因素五水平共20个试验点的响应面分析试验,方案和结果如表3所示。

表3 响应面试验结果Table 3 Results for response surface analysis
2.3.2 模型分析运用Design-Expert v8.0软件,对表3中数据进行二次项拟合,得到了产酒量(Y)对水分质量分数(X1)、模口温度(X2)、加酶量(X3)的二次回归方程:

模型方差分析如表4所示,可以看出,模型的P值小于0.000 1,说明响应面模型极其显著,失拟项P>0.05,不显著,该模型拟合度较好,可以用来预测加酶挤压高粱进行小曲酒发酵的出酒率[15]。
经过最优点分析,得到了加酶挤压高粱最优工艺条件为:物料水分质量分数33.28%,套筒温度98.40℃,加酶量1.62‰。每40 g高粱小曲酒发酵酒精产量预测值为12.22 g,相同条件实验得酒精产量为12.34 g,误差为0.98%,实验值和预测值基本一致,说明优化效果显著,进一步说明了模型的可靠性。
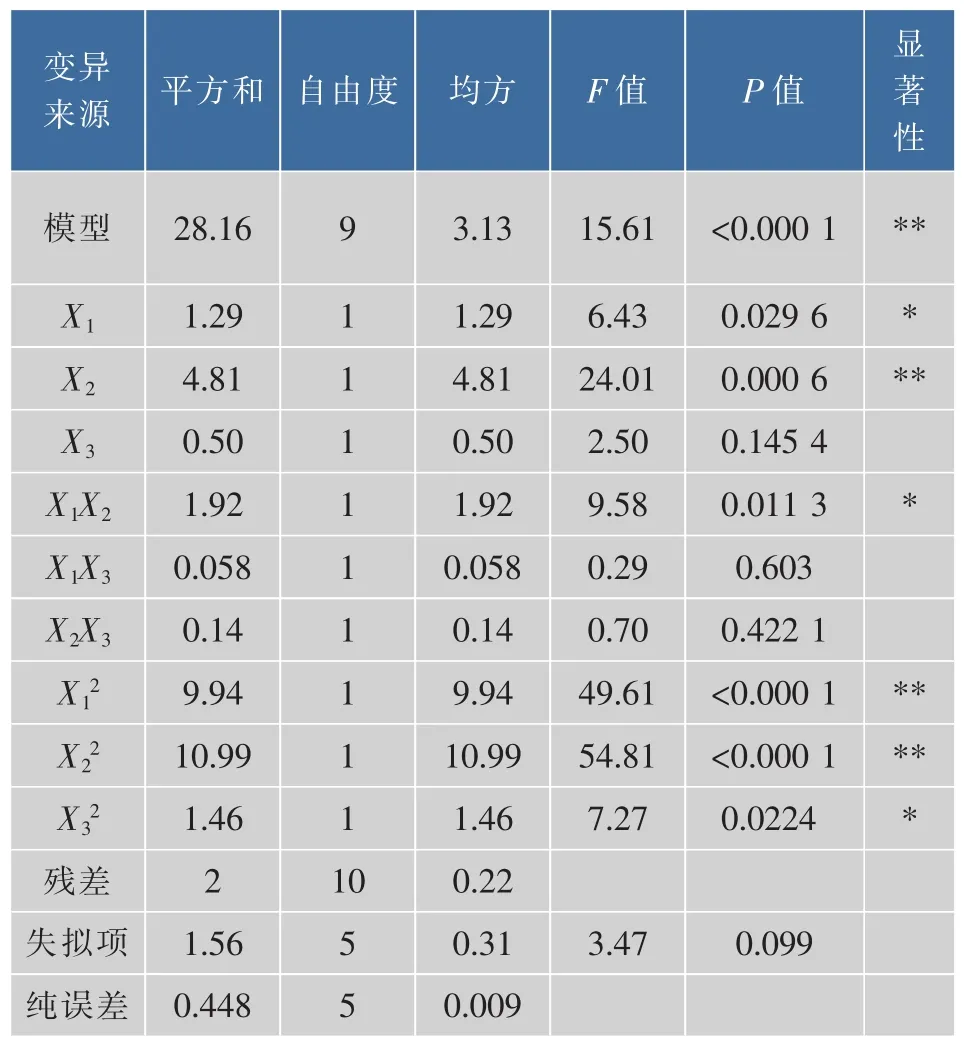
表4 响应值二次模型的方差分析Table 4 Analysis of variances for the developed quadratic regression model
3 结 语
利用加酶挤压的方式改进传统挤压膨化工艺,由于耐高温α-淀粉酶的水解作用,加酶挤压高粱的淀粉颗粒破坏度更高,结晶度降低至6.96%,糊化度高达99.36%,且使得高粱淀粉的粘度降低了近100倍,有效的解决了膨化高粱在小曲酒发酵时由于粘度过高而糖化困难的问题。实验发现加酶挤压高粱更适合进行半固态发酵,这种先培菌后发酵的模式有效解决了其发酵中期酒精抑制的问题,通过响应面优化挤压参数后的高粱产酒率达到了93.73%。本研究是对工艺的改进,而小曲酒的风味也是其很重要的特征,因此后续将对加酶挤压小曲酒成分进行检测分析。
猜你喜欢
快乐作文(1.2年级)(2023年9期)2023-05-12 11:31:34
农业技术与装备(2022年6期)2022-08-17 09:46:18
古今农业(2022年2期)2022-08-15 01:39:52
青年文学家(2022年1期)2022-03-11 12:27:39
上海理工大学学报(2021年3期)2021-07-20 08:04:04
陶瓷学报(2021年1期)2021-04-13 01:33:40
陶瓷学报(2021年1期)2021-04-13 01:32:54
西安工程大学学报(2016年6期)2017-01-15 14:08:26
中国粮油学报(2016年1期)2016-02-06 02:16:53
导航定位学报(2015年2期)2015-06-05 09:27:42