
中国燃料乙醇工业的机遇与挑战
2019-10-28 13:04张晓萍张国红
食品与生物技术学报 2019年5期
段 钢, 张晓萍, 张国红
(1.杜邦工业生物科技部(杰能科中国),上海201203;2.中国酒业协会酒精分会,北京 100831)
1 背景
众所周知,燃料乙醇对于环境的改善、国家的粮食供求调节以及能源安全都有积极作用。乙醇由于其安全性,悠久的生产历史和逐年建立的供应链,很难找到另一个化合物可以代替[1]。
2017年9月13日,国家发改委能源局、财政部等15个部委发布消息,联合印发《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,方案确定到2020年基本实现全国覆盖乙醇汽油[2]。在其后的几个月,中国东北地区,特别是黑龙江省,拟建设的30万吨规模的燃料乙醇厂不下于10个。2018年8月22日,国务院常务会议进一步明确,为进一步发展绿色能源并消化部分粮食品种过量库存,坚持控制总量,有限定点,公平准入,适度布局粮食燃料乙醇的生产。加快建设木薯燃料酒精项目,开展秸秆乙醇产业示范,到2025年纤维素酒精产业化,使先进生物液体燃料技术、装备和产业整体达到国际领先水平。
2 原料

表1 中国的主要谷物产量及世界排位Table1 Production of Major Grains from China and their rankings in the world
虽然国家每年进口一定量的粮食,但与国内粮食总产量相比,比例很小,2017年进口2400万吨,占总共谷物产量56430万吨的的4.25%。而且随着生活水平的提高,谷物在饮食中的摄入比例逐渐降低,乳品蛋白和肉类增加。饮食结构的改变也对陈粮的逐年增加也有一定影响,因此陈粮也越来越多用于生产燃料乙醇。
1000万吨燃料乙醇,如果按玉米算,约需要3000万吨玉米,如果其中有20%用陈米生产,20%用木薯来生产,情况会好很多。
目前木薯乙醇的原料主要靠进口,最近泰国的CARTEL最近联合东南亚的几个国家,来控制木薯干的价格,因此靠进口泰国和东南亚的木薯这条路会越来越艰难。表2是世界粮农组织FAO关于木薯的最新统计[4],非洲产量第一,但主要是食用。亚洲第二,产量九千万吨左右。表3是亚洲(除中国外)各国的木薯产量[4]。图1是泰国鲜木薯的加工流向,其中大部分用于生产木薯淀粉,约40%晒成薯片,而这些干薯片中约有40%左右出口到中国。中国在2013年对木薯的进口量大约在589万吨,2014,2015与上年相比进口量分别增加17%及7%左右,此后有所下降并保持平稳,2016及2017基本稳定在 640~660 万吨[5]。

表2 世界鲜木薯的产量(百万吨)Table2 World Production of Fresh Cassava Root(million tons)
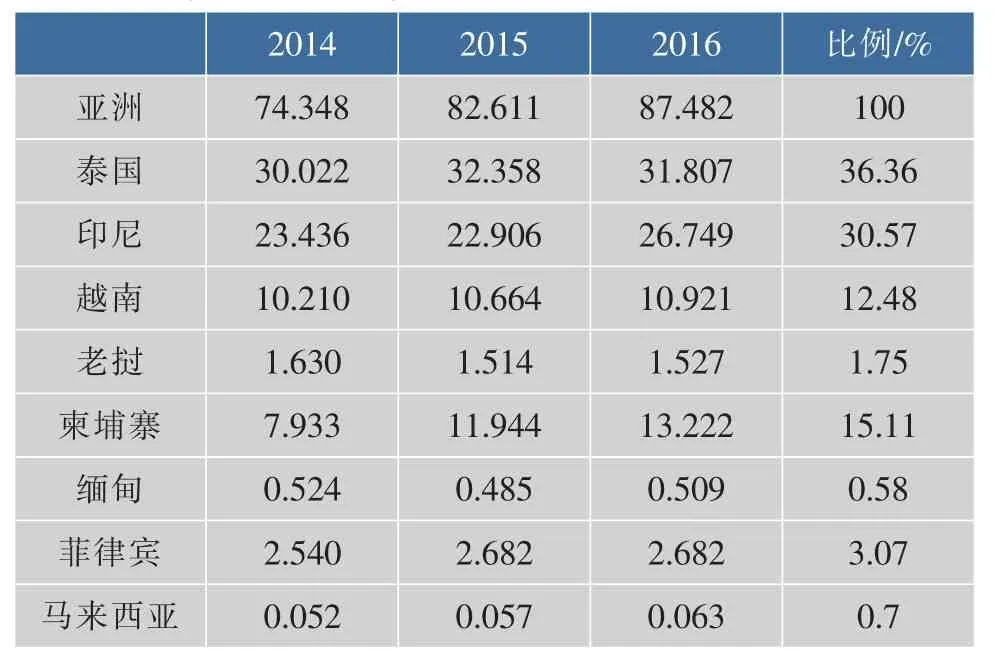
表3 亚洲各国木薯产量(百万吨)Table3 Fresh Cassava Production in Asian Countries(million tons)

图1 泰国木薯加工情况(泰国木薯协会)Fig.1 Production of Fresh Cassava Roots in Thailand(Data from Thailand Cassava Association)
图2是我国木薯产量,至2016年产量还未达到500万吨。由于鲜木薯中淀粉质量分数仅为30%左右,因此需要6吨左右鲜木薯才能生产1吨乙醇。即使我国现有的产量全部转化成燃料乙醇,也不到100万吨。由于木薯种植比较容易,如果可以增加种植,加上进口薯片,木薯燃料乙醇还是有潜力的。

图2 中国鲜木薯产量(吨)Fig.2 Fresh Cassava Production in China Over the Past Years
这里的讨论暂不考虑纤维素原料和纤维素乙醇。主要是由于纤维素乙醇得瓶颈不是技术而是经济性问题,如果按照现在的思路,只生产燃料乙醇,纤维素乙醇工厂的投资很可能是淀粉类乙醇的几倍。再加上原料的收集、运输、预处理和转化操作费用,在近期,几乎没有竞争性的可能性。
3 乙醇工厂的设计
虽然中国已有不少酒精厂,但并不适合大规模生产燃料乙醇,燃料乙醇的生产量通常都比较大,不用担心产品的口味,蒸馏相对简单,但要高酒度,同时最大程度减少废水的产生和能量的消耗[6],这势必要建设一些新工厂,将是非常好的提高我国乙醇行业整体水平的机会,因此对工程设计公司提出了很高的要求。比较美国,大部分的乙醇工厂是ICM设计的。ICM有自己的中间厂,发展了很多新的专利技术,并应用于工厂设计中。ICM不仅仅设计,而且参加一些工厂的运行,甚至为发展新技术与酒精生产伙伴合资。
表4为从USPTO美国专利索引中查到的ICM申请的专利(截止 2018,9,30)。
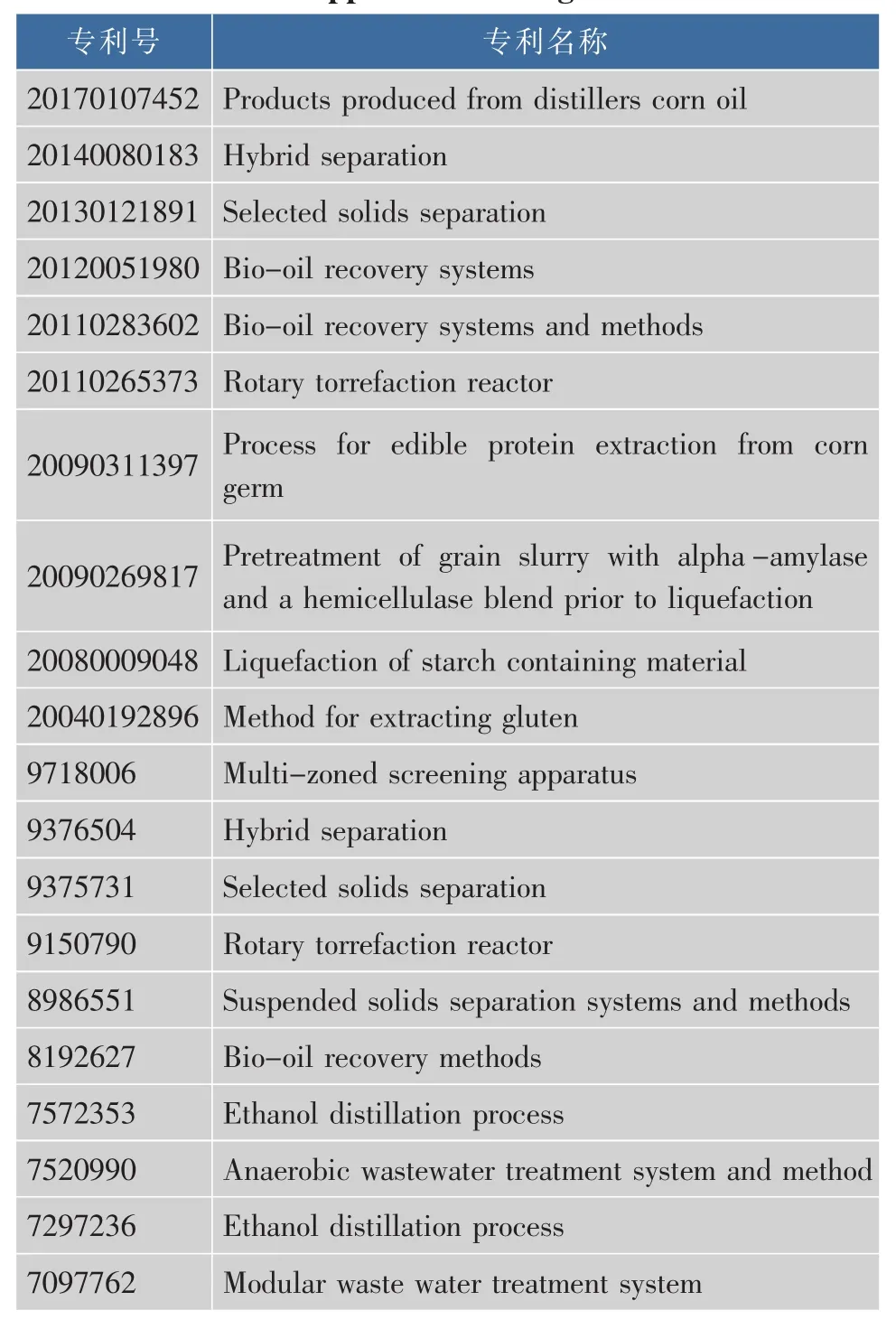
表4 ICM申请与获得的的专利Table4 Pateut applications and granted from ICM
近年来另一个发展较快的工程公司是Fluid Quip Process Technologies,该公司称每年有17亿加仑的乙醇生产采用了他们的技术 (相比ICM的88亿还是小的多),与ICM、POET相比,它的优势在于分离获得高蛋白质含量的DDGs。表5为该公司获得的美国专利名单。
梨和黄瓜是蔬果首选 梨有“天然矿泉水”的称号,多汁少渣,膳食纤维和维生素B族也很丰富,可以放在两餐之间吃。蔬菜方面,黄瓜非常不错,在寒冷的冬天,可适当多吃点黄瓜蘸酱。
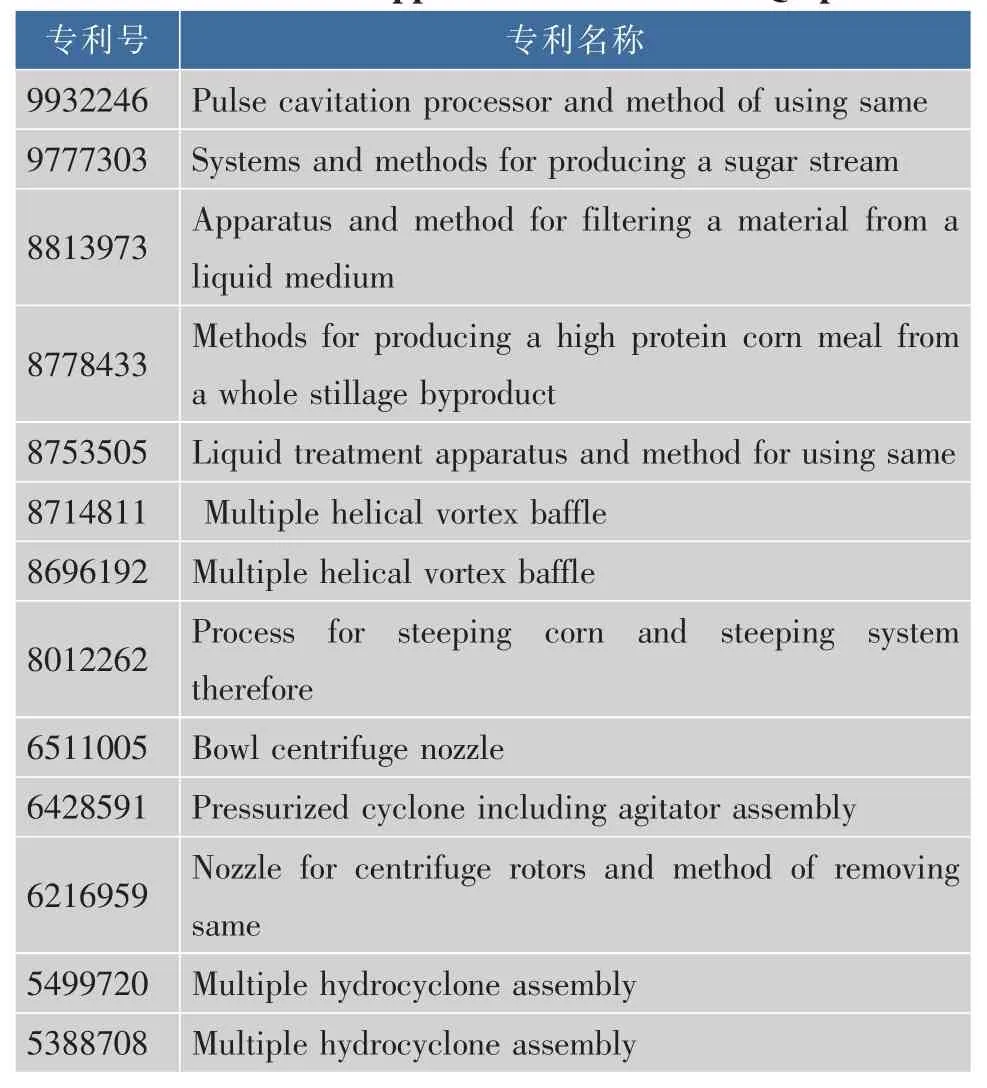
表5 Fluid Quip公司申请的专利Table5 Patent applications from Fluid Quip Co.
这些工程公司不仅设计工厂、优化过程操作,研发新技术的能力也非常强大。从上述的专利和专利申请内容可以看出,包含的内容非常广泛的,有设备,有新的过程技术和新产品等等。而我们国内的工程公司在不少方面都相对落后,包括设备、新技术的发展,甚至是对新技术的学习等也弱得多,因此尽管我们燃料乙醇的投资并不比美国少,但在运行的效率、费用及对环境的影响等方面还是比较落后。中美燃料乙醇工厂的简单比较见表6。

表6 中美燃料乙醇厂(年产30万吨规模)的简单投资指标比较Table6 Comparison of Investment(100mgpy plant)and Some Key Indexes of China and US
美国燃料乙醇工厂因为设计合理简单,运行过程中的染菌控制好,自动化水平高,需要的人数也少,比较少有事故,大部分乙醇厂接近满负荷运行。
4 乙醇工厂的运行
美国的乙醇生产技术一直在进步,乙醇转化率越来越高,而重要的是:转化率的提高,并不是以其他消耗增加为代价,期间水、电和汽等大大下降。配料质量浓度从25 g/dL增加到35 g/dL,乙醇体积分数从平均12%提高到18%。
另外关于运行,美国乙醇工厂有很多农民参股,每个工厂都有农民的孩子在里面工作,他们非常相信合作伙伴,如工程公司、设备公司、酶制剂酵母公司,很多时候这些公司给了他们极大的支持,使工厂平稳运行,一旦有问题发生,也能很快得到解决。值得指出的是:工厂管理层一定要综合看到运营的情况,不能只看局部指标,还有要追求技术进步。
5 发展趋势
关于新技术,不外乎是提高产率,还有就是提高其他以前称为副产品(by-product),现在更多的叫共产品(co-product)的价值。副产品变成共产品不是简单的名称变化,有些共产品可能是完全的新产品。酒精厂如果只生产3种产品,酒精、DDGs和CO2,将来会很难生存。即使干磨酒精厂,也在逐渐向生物精炼厂(Biorefinery)发展,增加产品的品种,有利于增加产品的价值。
关于提高转化率的简单介绍,可以参考下面ICM的过程 (图3和图4)[7],玉米酒精转化率提高10%左右;关于副产品价值最大化可参考Fluid-Quip的新技术(图 5和图 6)[8]。
ICM为了发展这些新技术,2018年初,和另一个叫在NASDAQ上市的公司ANDERSONS建立个合资厂,生产能力为每年7亿加仑(约21万吨)乙醇。该工厂会用到它们的很多新技术,如:高级气化利用废木,减少了70%的天然气消耗;SMT V2;FST Next GEN;Cellulosic Ethanol Technology (GEN1.5)等等。这个工厂规模虽然不是非常大,但水平应该非常高。生产的乙醇其中有约1.5万吨是从过程分离出来的玉米纤维来的。玉米乙醇的转化率会提高约惊人的10%。
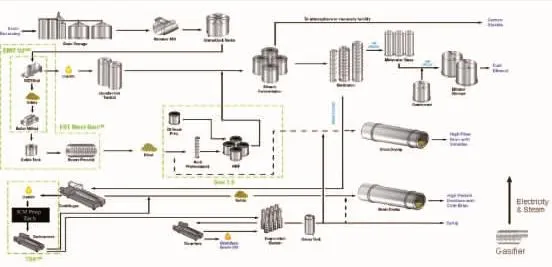
图3 ICM酒精工厂流程图Fig.3 Schematic Flow Diagram of ICM Ethanol Plant

图4ICM与ANDERSON合资厂ELEMENT模型Fig.4 Simulated Model of JV plant between ICM and Anderson
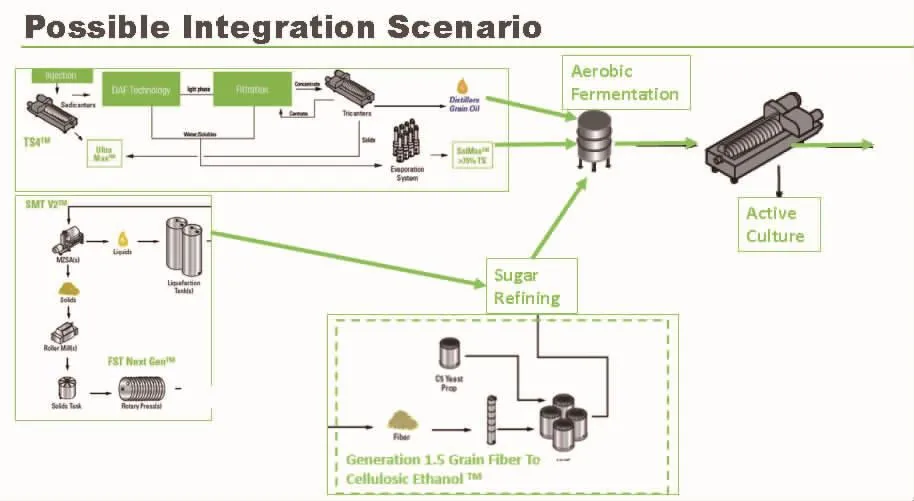
图5ELEMENT工厂可能采用的技术流程Fig.5 Flow Diagram of Potential Technology to be Used by ELEMENT
图6中显示了蒸馏后的全醪液,经过分离后得到更纯的蛋白质(质量分数>50%),还有玉米油,更干净的纤维,和DDGs,这个过程中主要是一些分离设备,特别是连续水洗离心机的使用。图7为这些产品的示意图。
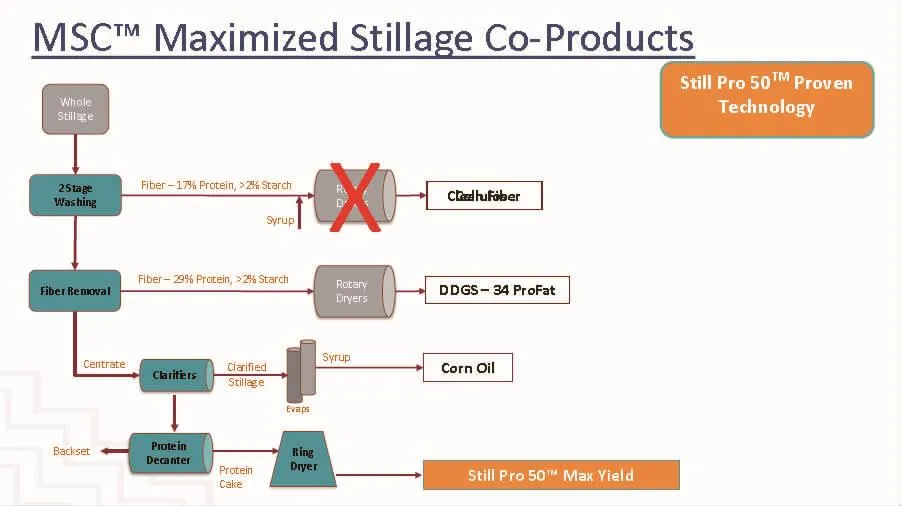
图6 Fluid-Quip的蒸馏醪液共产品价值最大化流程MSC示意Fig.6 Schematic Diagram of the Co-products from Fluid-Quip's MSC process

图7 Fluid-Quip MSC过程得到的产品Fig.7 Products and Their Mass Balance from Fuild-Quip MSC Processes
除了上述提到的工程和技术的进步,发展最快的是生物技术领域,如酶制剂和酵母。Ingledew教授很早就在世界燃料乙醇大会FEW说过:多使用酶,用最好的酶[8],尤其在浓醪发酵时,液化、糖化及其他酶的配合非常重要。虽然酶制剂性能已有长足进步,但如何与燃料乙醇实际生产工艺结合才是更重要的方向。此外,酵母的发展也非常快,转基因的酵母在几个方面有提高:糖化酶使用的减少(酵母本身产糖化酶)、甘油的减少、出酒率的增加,有很多综述可以参考[9]。
6 展望
与国外的先进工艺相比,中国的燃料乙醇生产技术还有许多值得改进之处。这首先体现在大学课程设置没有跟上最新的发展,虽然我们的高校并不缺少乙醇发酵相关课题研究的导师和学生[10-11],但相关课程的设计没有及时更新,需要增加一些最新的研究方向及成果,例如工业酶制剂、酵母和工程技术等相关课程。希望通过合理的课程设置使学生能够获得系统的知识,以便在将来的实际工作中能够迅速进入角色。
其次,设计院需要具备快速学习消化能力,以在较短的时间内提高自身的技术能力,将国外的先进工艺设备国内的实际情况及发展方向结合,抓住国家支持燃料乙醇发展的大好机会,在新工厂的设计中合理引入新工艺,提高技术水平。
另外,值得注意的是真菌毒素检测技术的发展。真菌毒素是一个无法回避,且需尽早面对的问题。美国主要的乙醇生产商和很多大学及政府部门都在研究更加准确的真菌毒素检测方法,而国内研究相对较少,需尽早加大投入。
此外,国家有关部门需要对新酶制剂、基因工程酵母的审批制定明确的政策,建立清晰的监管,审批流程。我国的基因工程技术与国外相比,并不落后,制定清晰的政策将鼓励企业在酶制剂及酵母的研发上进行投入,缩短与国外相关技术的差距,提高新产品在燃料乙醇生产中的应用,提高行业水平,减少能源和水的消耗,提高国际竞争力。
目前阶段,我们的行业和研究机构,包括一些政策制定部门,需要更加脚踏实地,努力把第一代燃料乙醇生产好,提高效率,减少水的使用和废水的产生,使产品多样化,提高行业利润水平,改变低水平互相压价的疯狂状态。
未来的几年将是我国燃料乙醇工业发展的关键时期[12],通过高性能酶制剂、酵母,先进生产及后处理工艺,有望将能源和水的消耗降低30%[13]。希望设计工程公司、生产商、原辅料供应商及有关服务团体,共同努力,工厂设计长足进步,工厂运行更加合理,企业效益平稳增长,提高以淀粉质为原料的一代燃料乙醇生产,对国家的能源安全、环境改善和农民的收入改善做出贡献。新的环境法对每个企业都是挑战,但也是机遇,然而如果不能降低水耗和废水废气的排放,燃料乙醇的发展对于社会的意义就会大打折扣。对于第二代燃料乙醇我们还有很多功课要做,必须研究如何做好材料的收集、处理和运输设计,设备开发,酶制剂和酵母性能提升,以及废水处理和降低成本等一系列工作。
猜你喜欢
湖南饲料(2019年5期)2019-10-15
猪业科学(2018年5期)2018-07-17
世界热带农业信息(2018年11期)2018-01-17
广东第二课堂·小学(2017年5期)2017-05-27
中国调味品(2017年2期)2017-03-20
中国调味品(2017年2期)2017-03-20
中国科技信息(2015年2期)2015-11-16
世界热带农业信息(2014年8期)2014-09-23
食品工业科技(2014年23期)2014-03-11
养殖与饲料(2012年10期)2012-12-10
