
钢包头用优质碳素结构钢冷轧钢板开发
2019-10-23 03:00胡洪林马孝娟卢鹏程
新疆钢铁 2019年2期
胡洪林,马孝娟,卢鹏程
(新疆八一钢铁股份有限公司制造管理部)
1 前言
根据碳钢中所含有害杂质S、P的多少将碳钢分为碳素结构钢、优质碳素钢和高级优质碳素钢。实际上现在所说的优质钢已经达到高级优质钢的水平,优质碳素钢钢中所含有害杂质含量S≤0.040%,P≤0.040%;高级优质碳素钢S≤0.030%,P≤0.035%。碳钢的分类以含碳量0.25%为界限,低于此点是中低碳钢,高于此点是高碳钢。含碳量低的中低碳钢,强度低,塑、韧性高,可加工性好,热处理后可用于制造轻载高韧性的零部件[1]。
八钢公司的第二炼钢分厂120t1#、2#、3#三座转炉分别与3#、4#1800板坯连铸机配套生产,主要设备有铁水倒罐站一座、三座铁水脱硫预处理工位和3座120t顶底复吹转炉,年生产能力420万t,与转炉配套的还有1台LF精炼炉、1台CAS-OB和1台双工位的RH。铁水预处理,可以使入炉铁水的S含量控制在0.005%以下,铁水预处理后硫小于0.003%,年处理量可达到80万t;其中铁水预处理后硫含量在0.003%~0.005%,年处理量可达到150万t。120t顶底复吹转炉能够保证良好的复吹效果,保证了出钢过程中钢水中较低的氧含量。LF钢包精炼炉,年生产能力为250万7t,实现钢水的进一步脱氧、脱硫,为板坯连铸提供高品质钢水。八钢炼钢具备的工装能力可以生产高级优质碳素钢。
2 钢包头用钢冷轧关键工艺参数确定
一般需要保护脚趾的鞋与靴的钢包头采用25优质碳结钢冷轧退火钢带经4道工序加工成型,经过打磨抛光加工然后进行表面热处理制成(图1)。
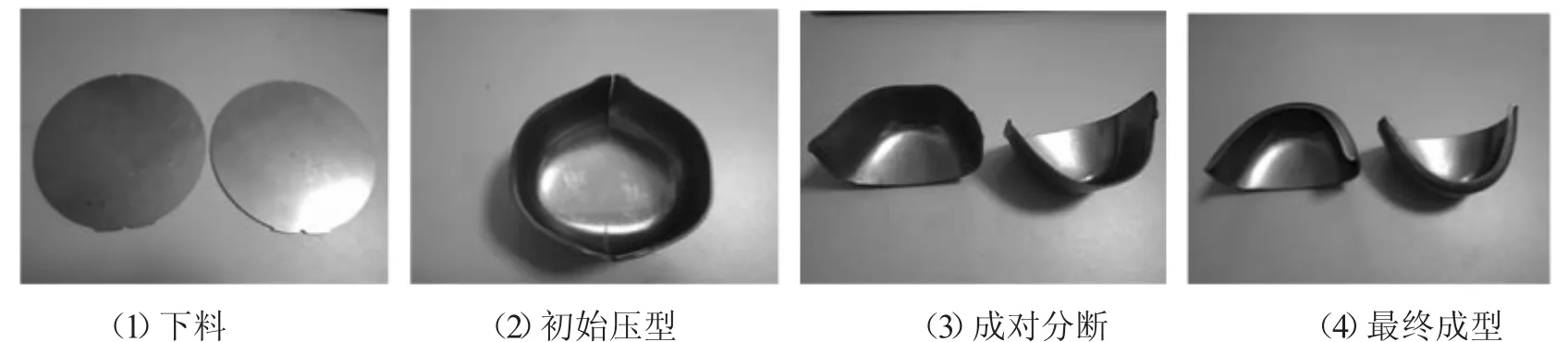
图1 钢包头从原料到成品的成型加工过程
2.1 钢包头原料用钢的成分及性能要求
钢包头原料用钢采用非合金结构的优质碳素结构钢,钢中有害杂质含量较低,纯净度和化学成分均匀性较高,优质碳素结构钢化学成分要求见表1。碳素结构钢以规定最低强度为主要特征,并具有一定的综合力学性能和工艺性能(GB/T13237标准对冷轧力学性能的要求),见表1。

表1 GB/T13237标准对25钢成分及冷轧力 %
2.2 工艺流程
铁水脱硫处理—120t转炉—LF炉—板坯连铸—加热—1750mm轧制—层流冷却—冷轧酸洗冷轧—冷轧罩退—冷轧平整—冷轧重卷。
优质碳素结构钢其主要特点是w(C)、w(Mn)较高,w(S)、w(P)低,通过炼钢的铁水脱硫处理、120t转炉、LF炉将硫、磷和成分控制到设计要求,并且要求热轧卷板偏析小、无脱碳或少脱碳,热轧状态尽可能控制较低的强度和硬度,便于酸洗、冷轧加工,最终产品有好的淬透性。这类钢转炉冶炼后,使用LF炉进行炉外精炼,降低夹杂物含量,提高钢的纯净度,调整钢水的成分。热轧要控制好加热工艺,保证良好的板形和适当的强度以利于冷轧的顺利生产。由于钢的成分中碳的含量较高,要求酸轧机组具备合适的激光焊接工艺。
3 25钢的生产工艺控制要点
3.1 化学成分设计
对碳素结构钢而言,钢的强度与韧塑性是一对矛盾,钢的碳当量越高,强度越高,延伸率越低,冷弯性能越差。为了保证产品的质量和稳定性,满足25钢各项性能要求,在开发和生产过程中,还需考虑异钢种混交及余坯处理需要对钢中的各种化学元素的作用,从而对钢的化学成分进行设计(表2)。
(1)碳钢中碳含量高时残余的固溶碳形成渗碳体,并有使奥氏体晶粒粗化的趋势,进而影响到钢的延展性能;碳含量过低不利于保证力学性能,因此碳含量应适当控制,冶炼过程终点碳应控制在0.25%~0.28%为佳。
(2)硅和锰固溶在钢中形成固溶体,固溶强化明显提高钢的强度,但降低了钢的韧塑性。由于锰的作用部分是固硫,在硫含量较低的情况下,可以适当降低锰含量从而改善钢的塑性。
(3)一般情况下,硫、磷元素在钢中属于有害元素。在室温时,硫以夹杂的形式存在会造成钢在热加工时开裂的热脆危害,形成硫化物夹杂具有明显的方向性从而对钢的延展性能发生不利影响,因此应控制硫含量。磷会使钢的脆性转变温度升高,P元素在晶界处产生偏析,易造成冷加工脆性,因此应尽量减少钢中P含量。
(4)铝在钢中通常是作为脱氧剂加入的,少量的铝可以在晶粒边界上形成许多难溶的弥散分布的三氧化二铝、氮化铝夹杂,阻碍奥氏体晶粒的长大从而细化晶粒,铝含量增多使处在固溶态的铝浓度增加,则可以促使奥氏体晶粒长大。铝在钢中也能固定氮,起到抑制时效的作用。
3.2 炼钢生产工艺控制
25钢板坯由八钢二炼钢生产,板坯厚度220mm。钢包采用下渣量控制,转炉出钢至钢包的钢水回磷量不大于0.003%。采用LF炉精炼深脱氧,钢水需经LF炉脱硫、脱气和调整成分处理,喂丝后保证软吹时间≥8min。
连铸采用全程氩气保护浇注;连铸第一炉中包过热度≤40℃,连浇炉次中包TD过热度≤30℃,液相线温度1511℃;固相线温度1455℃;连铸板坯的最大拉速1.4m/min。异钢种连浇基准为不混浇,初次试验按异钢种混浇降级对照表执行。坯头、坯尾、换水口切除长度≥3m按原出钢记号判定。混浇前后炉各2块坯改判.正常坯第1块取头部样检测成分。
连铸坯下线冷检,主要检查表面缺陷,不得有角横裂、横裂、纵裂、严重的结疤、毛刺或其它影响轧制质量的缺陷,缺陷坯清理后按检验标准检验,合格后放行。B类偏析≤2.0,C类偏析≤1.5,内裂≤1.5。
3.3 热轧轧制工艺要求
25钢板卷的热轧在八钢1750热连轧机组进行。为保证后续25钢的力学性能,在热轧加热控制环节,为了使板坯内的合金元素完全固溶,防止板坯存在“过烧”和“过热”的现象,板坯在步进梁式加热炉内的加热时间大于160分钟,将加热炉板坯的出钢温度控制在1170±30℃。
为保证板坯再结晶的程度,尽量对原奥氏体进行细化,在粗轧阶段增加对板坯的压下量;板坯经过奇道次轧制后,中间坯的厚度在34~42mm,从粗轧抛钢中间坯的温度为970~1030℃。中间坯进入精轧机轧制,通过机架间的冷却水达到对轧制钢带的冷却,确保终轧温度在870±20℃;为降低冷轧的变形抗力[4],采用高温卷取,卷取温度在660℃。
在控轧控冷轧制过程中,控制变形作用非常重要。在粗轧过程中,板坯经过奇道次的变形得到进入精轧的中间坯,在这个变形的过程中发生了原奥氏体的再结晶,粗轧的变形量决定了原奥氏体再结晶后晶粒的大小。变形量越大,再结晶形核位置增多,晶粒越细化,细化的原奥氏体晶粒尺寸影响后续相变的过程,对材料的塑韧性产生积极的影响。受板坯重量和生产线长度的限制,为保证在精轧过程中原奥氏体的扁平程度和细化后续相变的组织[2],25钢中间坯的厚度一般选择32~42mm。
热轧工艺采用控轧控冷的热机械处理技术,其中包括板坯的加热温度的控制、形变奥氏体再结晶区粗轧阶段的道次压下和道次分配、形变奥氏体非再结晶区精轧阶段的道次压下和道次分配、层流冷却的控制和板卷卷取温度的控制。使晶粒尺寸变小、钢材的强度上升,但钢材组织仍保持为铁素体+珠光体的轧后冷却工艺,热轧工艺参数设计见表3。

表3 热轧工艺参数设计
3.4 冷轧酸联轧工艺要求
试生产前进行焊机单板焊接测试,制定合理的焊缝加热保温措施;单板焊接测试成功后进行单卷上线试生产。酸联轧入口段重点关注试验钢焊接质量。采用3~10卷SPCC热辊过渡料。通过精心组织生产,保障测试顺利进行。
酸洗是冷轧加工的关键步骤,热轧带钢表面酸洗直接影响到冷轧带钢的表面质量[5]。由于优质碳素钢热轧采用高温卷取工艺,导致带钢表面形成的氧化铁皮膜较厚,特别是热轧内圈及边部氧化铁皮膜更厚。为了解决酸洗质量问题,从拉矫机参数、酸液浓度、酸洗速度等方面进行控制。
由于优质碳素钢的硬度大、延伸率低,为了降低拉矫机的电机负荷、减小拉矫机工作辊的磨损,在DC01的基础上相应减小拉矫机的延伸率和插入深度值。带钢过拉矫机,需经过两次弯曲变形再矫直,由于优质碳素钢焊缝质量比普通低碳钢差,故优质碳素钢焊缝过拉矫机模式选择为“降速通过”。正常酸洗普通低碳钢时,每2小时加10m3新酸,酸洗优质碳素钢前10卷钢要先加20m3新酸,然后每隔1h加10 m3新酸,确保酸液浓度在要求浓度的上限。提高酸洗质量的另一个方法是降低酸洗速度,由于轧机轧制优质碳素钢的速度不高,为避免欠酸洗,设定优质碳素钢的最大酸洗速度为150 m/min,由于头尾氧化铁皮较厚,酸洗速度降低至90 m/min。通过优化拉矫机参数、提高酸液浓度、降低酸洗速度等措施,未发现欠酸洗等缺陷,酸洗表面质量得到了控制。具体参数见表4。

表4 压下量及缩颈量
3.5 冷轧罩退工艺要求
铁素体沿轧制方向被拉长,剧烈的塑性变形使得铁素体内部聚集了高密度位错,部分渗碳体片层出现弯曲、扭折甚至破碎,珠光体片层间距减小,部分渗碳体片在冷变形过程中发生一定程度的溶解,增加了渗碳体不稳定性,为退火过程中渗碳体演变提供了前期条件。
冷轧优质钢退火通常将带钢加热到稍高于再结晶点Ar1以上温度,保温一定的时间后随炉冷却,以获得需要的珠光体组织。合适的加热温度既要使碳化物具有一定的扩散能力同时要保证材料的强度,确定保温时间的依据是使碳化物具有一定的扩散时间。过高的加热温度会造成晶粒的过分长大,加热温度过低,碳化物的溶解不够,将会造成片状碳化物残余及链状等不均匀的欠热组织,材料的延伸率也会下降。通过强对流罩式退火炉(配备自动温控系统)进行退火工艺控制,以保证炉况良好,炉内温度均匀,温差不超过10℃。同时,要求各级操作和管理人员规范操作,严密监控。
实验室试验,冷轧后的试样经过500℃保温变形铁素体基本没有变化,渗碳体呈片层或短棒状,部分渗碳体片层虽然已经溶解,但仍按原渗碳体片层方向有序排列,其软化机制以铁素体回复为主;冷轧试样经过600℃退火后铁素体基本呈等轴状,仍有部分变形后的长条状铁素体存在。部分渗碳体在内应力以及高温作用下发生溶断,而在变形阶段溶解于铁素体的碳原子有析出倾向,渗碳体片层几乎全部转变为粒状,粒状渗碳体仍然聚集于原珠光体区域,沿原渗碳体片层方向排列,渗碳体颗粒尺寸较小。经过650℃退火后铁素体发生完全再结晶且呈等轴状,渗碳体颗粒分布较均匀,有少量渗碳体颗粒偏聚于晶界,呈短链状分布,从渗碳体分布来看,已经分辨不出原珠光体区域,短棒状渗碳体消失,全部为粒状;铁素体再结晶使得晶粒内部缺陷的密度降低,冷变形时固溶于铁素体内部的碳原子得以在晶粒内部析出。
罩退采用640℃±10℃,罩退工艺见表5。加热温度升至430℃以后,加热速率应为30~50℃/h。

表5 25钢罩退工艺
3.6 冷轧平整工艺要求
25钢在冷轧平整工序可采用延伸率模式和轧制力模式,原则上优先选用延伸率模式。25钢采用延伸率模式时,具体要求见表6。

表6 25钢采用延伸率模式时的平整工艺参数
25钢采用延伸率模式生产,当采用轧制力模式时,轧制力范围为2300~2850KN。平整工序严密关注产品粗糙度,发现异常要及时换辊返修。
4 产品检测与使用情况
4.1 金相组织检测
(1)冷轧原料热轧卷取样金相情况。冷轧原料卷组织为铁素体+珠光体,晶粒度8~8.5级,心部有偏析,带状组织 2~3级(见表 7,图 2)。

表7 冷轧原料卷热轧取样金相检验结果
(2)冷轧产品卷取样金相检测。冷轧卷组织为铁素体+球状珠光体,晶粒度9~9.5级,心部有偏析,带状组织1.5级(见表8,图3)。

图2 冷轧原料热轧卷金相检验结果

表8 冷轧产品卷取样金相检验结果

图3 冷轧产品金相检验结果
4.2 产品使用情况
在保证产品成分要求的前提下,用户主要要求加工性能。在生产过程中保证罩式退火的加热速度,加热时间、保温温度和保温时间,通过控制珠光体的大小以及渗碳体的分布均匀来实现,产品性能见表9。

表9 力学性能要求(冷轧态交货)
八钢公司生产的钢包头用25优质碳素钢冷带产品,经钢包头制造企业试用,满足了产品的加工要求,通过了制鞋企业采用强制性的质量检验标准进行的耐冲击与承压试验,最终获得了用户一致认可。
5 结束语
通过钢包头用优质碳素结构钢冷轧钢板开发,可以确认25钢冷带产品是一种制造钢包头用的新材料,满足钢包头制造企业的加工要求和行业对钢包头的使用要求。在生产过程中要重点控制好几个关键技术点。
(1)炼钢过程中钢包采用下渣量控制,转炉出钢至钢包的钢水回磷量不大于0.003%,采用LF炉精炼深脱氧,钢水需经LF炉脱硫、脱气和调整成分处理,达到高级优质钢的要求。
(2)在冷带生产过程中的热轧生产工艺的控制重点是轧后冷却制度。
(3)在冷带生产过程中的冷轧生产工艺控制重点是冷轧焊接、酸洗与总变形量及冷带罩式退火工艺。
(4)在冷带技术要求方面的重点是抗拉强度为400~500MPa,显微组织应为球状珠光体。
猜你喜欢
山西冶金(2022年5期)2022-09-22
山东冶金(2022年2期)2022-08-08
昆钢科技(2022年1期)2022-04-19
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
河北科技大学学报(2021年3期)2021-07-25
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
山西冶金(2019年3期)2019-09-21
重型机械(2019年3期)2019-08-27
