
驱动器生产线创新提效研究与实践
2019-10-23 01:25李文璋吴学斌王辉君孙楠吕伟北京精密机电控制设备研究所
航天工业管理 2019年9期
李文璋、吴学斌、王辉君、孙楠、吕伟 /北京精密机电控制设备研究所

航天事业蓬勃发展,型号任务快速增长,而时间紧、多品种、小批量是航天产品共有的特点。面对这样的需求,在复杂多样的电子产品制造中存在着诸多的管理难题,传统的生产管理、工艺记录和人工操作已不能满足快速增长的生产任务需求。
以北京精密机电控制设备研究所驱动器为例,自2013 年生产线建立以来,产量增长率逐年递增。2018 年任务量相比2017 年增长300%,产值由不到1 亿元提高至突破3 亿元。在人员规模不变的情况下,现有的生产组织管理模式、资源配置、生产流程等已不能满足任务增长的要求,主要表现为生产过程复杂、标准化程度不高、依靠高技能员工单打独斗、产品的一致性和生产效率有待提高;对生产过程缺少必要的全流程分析与再造,无法实现批生产出效率、出效益的优点;由于生产线要素分析与组织精细化程度不高,研制与批生产相互制约,生产线柔性有余而刚性不足等。任务能否圆满完成,既关系到配套科研生产交付,也关系到研究所的经营发展。因此,研究所把驱动器生产线创新提效作为年度管理创新研究实践项目,通过创新思路、创新方法、创新管理达到产能提升,从而实现任务目标完成。
一、工作与实践
1.项目策划
围绕驱动器达到产量的目标,为适应多品种、多批次研制与大批量批生产任务需求,研究所明确了通过内部挖潜提高效率的工作要求,对创新提效工作进行了部署、分析和策划。项目具体策划见表1。
2.创新人才管理模式
一是发挥产研一体管理优势,优化生产流程。基于对研制过程各阶段配套产品生产信息统计与分析,推动优化工作。主管领导、设计人员、工艺人员、操作者人员、检验人员在生产现场对照设计文件、工艺文件、跟踪册开展调试、验收工作,讨论分析每一项调试参数、验收项目设置的意义,以及调试方法、试验项目顺序、过程潜在风险等,并探讨操作、工装、流程方面提高效率的可行性。在对研制流程再分析的基础上,对批生产流程开展再设计,调整监测点,整合测试项目,细化测试内容,优化测试流程,改进数据判读方法,使调试、验收效率提高50%,并有效降低了过程风险。
二是发挥技能人才优势,建立标准化操作。从生产线建设过程中,深刻认识标准化生产是高质、高效的重要手段,按照“高手编制标准,大师宣贯标准,明白人传递标准,会干的人重视标准,能人抓标准”的管理思路,充分发挥高级技能人才在生产过程中的作用,按照“摸底、建标、推行、纠偏”四步法,实现生产过程标准化。
第一步,由特级、高级技师人才进行操作摸底;第二步,高级技能人员在实际操作的基础上,明确下料多少、走线形式、焊接方法、注意事项等具体要求,结合驱动器特点对易错、难操作点或关键的工步配合工艺人员编制图文并茂的作业指导书,通过量化和可视化的方式规范操作者的手工操作;第三步,讲解工序生产标准,实现生产过程标准化;第四步,特级技师、高级技师监控生产线操作状态,及时发现和纠正操作理解和执行不到位的地方,最大程度发挥技能人才带队伍的作用。
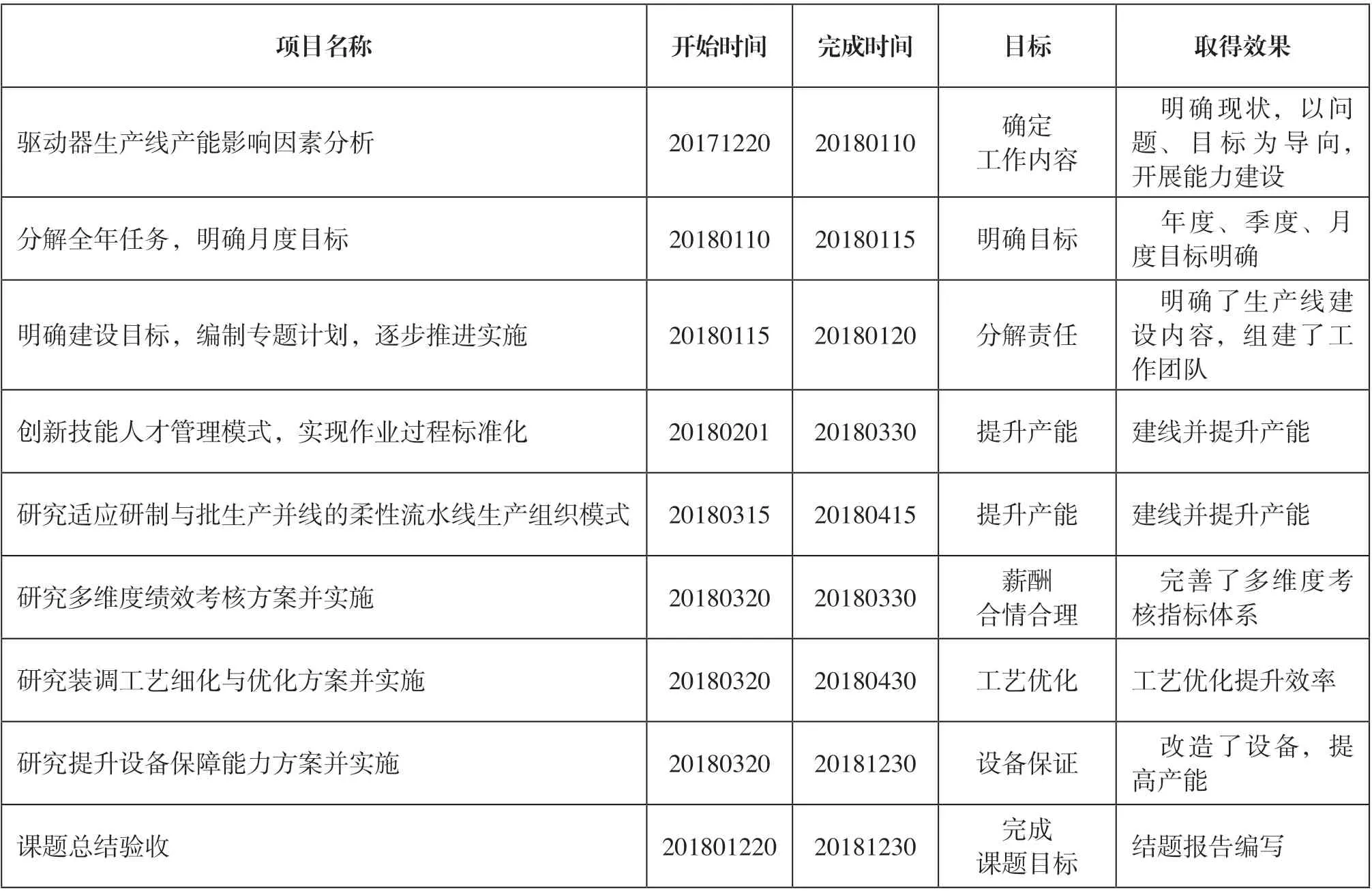
表1 工作计划表
3.创新生产组织管理模式
驱动器生产线主要适应的是多品种、小批量的研制生产模式,生产过程往往是单兵作业,每人负责一项任务。其优点是操作对研制过程变化情况清晰,便于应对过程变化。但对于批生产任务,这种组织管理方式存在大量资源重复性投入;质量水平因人而易,易发生过程疏漏;不利于内部及外部资源利用等问题。这种生产组织模式下,提升产能只能依靠人员规模不断扩大,并不适应大批量生产,其既不利于人力资源的统筹利用,也不利于对某些非关键工序临时性调动大量外部资源配合完成。因此,需要研究建立驱动器单兵作战与柔性流水生产相结合的生产组织管理模式。
一是对员工能力再识别,从理论基础、技能水平、优势工序、协调配合等方面建立员工技能档案,将每个人都划分到对应区间,根据研制性任务数量、复杂性程度、临时突击性任务进度要求等安排不同的技能人员,形成基于任务需求的精兵作业模式。
二是采取装调混岗生产方式,把现场80% 员工培养成多能工,打通装配与调试之间的流转环节,以控制节拍、提高效率。
三是对生产现场进行适度分线管理,对于新研制任务,班组安排精兵强将,按照私人定制版的模式安排好首件生产工作,并组织工艺、设计跟产跟试,充分沟通,加强对实际生产过程中的各操作风险点进行识别、分析与处理,为后续生产打好基础。
四是创新使用成组技术法组织顺序串行作业单元流水线生产。研究所做好动员部署,成立生产突击队,计划调度确定突击目标,集中时间、集中优势兵力组织流水生产。突击队采用流水装配模式,以工序为单位,步步分解到人。在完成针对性培训后,由组长进行分组分工,开展比质量、比细节、比速度的装配突击战。通过分工合作,在短时间内完成了上百台驱动器的装配工作,有效地解决了任务挤压,提高了产能,保证了产品质量一致性,大幅度提高了生产效率,使生产组织变被动为主动。
五是细分工步,对各步所需人员能力开展精细化分析,识别出不同工序对员工的能力要求,挖掘独立工序,识别和培养该工序多能工。内部不同生产线人员可根据各线繁忙程度动态调整。例如,在印制板点固环节,从绕线班培养人员,满足了专项工序多能工需求。生产线可根据交付需求动态调整生产线宽度,实现了内部资源挖潜和研究所效益增长。
六是流水线划分不同作业单元,有的单元设计为顺序串行作业,刚性特点明显,适合长期稳定流转或短期集中突击,为适应多型号、多任务特点,工序长度不宜过长,如编号—清洗—去除多余物—安装支架—安装IPM 板等工序作为顺序流水作业单元;有的单元设计为多组件并行单元,如内部不同小电缆制作,该单元生产线宽度具有一定弹性;有的为质量控制关键环节,如合拢组装设置为高级工工段。形成关键环节质量严格控制,线长、线宽均具有柔性扩展与收缩能力的生产线。
4.完善多维度量化考核激励机制
一是平抑工时,提高考核的公平性。由于2018 年驱动器任务增长,按照现有考核模式既无法调动员工积极性,也无法使能力强的员工创造更大效益。因此,需要针对新任务特点研究新的绩效管理模式,设计合理的薪酬方案。
针对生产现场柔性流水组织生产的模式,班组成员群策群力,平抑批生产与研制任务之间工时比例;平抑倒班与试验工时的切割。在单台产品核定工时的基础上做工时分割工作,建立了批生产工序工时标准。针对产品工时进行工序分割法,使批生产产品、紧急任务都能多人多工序同时开展。在责任、工时绩效清晰的前提下,通过协作提高特殊产品的速度、缩短生产周期。
二是完善绩效考核维度,使考核结果成为工作导向。建立完善的指标考核体系,充分调动员工的积极性,将出勤工时、加班时间、绩效工时、工时效率值、工作提前量、质量情况等纳入考核范围,丰富了员工考核体系的维度,提高了考核指标量化程度。指标综合情况与单项指标相结合,加大单项指标考核力度,使员工各自所长均能及时得到考核奖励,提高了员工对考核结果的满意度,充分发挥正激励为主、负激励为辅的绩效考核效用。
5.创新质量管理工作
一是提炼和强化员工朴素的质量观,发挥价值观引导作用。生产线质量管理是不断追寻管理者和普通员工价值观上的契合点,努力发挥共同价值观的引导作用。为此,生产线在持续宣传航天质量观、研究所质量观的基础上,提炼出车间员工朴素的质量观即“工作质量关系到收入、关系到荣誉,关系到饭碗,每一名操作者都要学会保护自己,守护好自己的饭碗。”形成“三位一体”的质量观。
通过口头提醒、现场指导、问题交流、严格奖惩、质量档案管理等管理手段,不断强化员工质量观,使员工更为自觉地提高自身素养,更主动参与到生产线质量管理工作的要求、变革中,营造出“三观正、管理顺”的良好质量管理文化氛围。
二是质量管理“防、学、谈”,提升基础质量工作水平。质量管理强调“防”,即通过防控体系建设控制风险。开展全流程静电防控、多余物防控识别,加强现场温度湿度、防静电手环佩戴、产品转运过程监控;细化辅料有效期管理要求;装配过程重点识别防断线、防干涉操作;研究所对各防控要素开展日常检查与不定期检查相结合,确保体系有效运行。
管理过程持续“学”,推进学习型组织建设。收集整理潜在问题统计、失效元器件登记表、不合格品审理单、生产质量问题,以此为重要素材,以面对面交流学习、班组现场会、生产线质量问题分析会等多种形式,共同对问题进行剖析,分析其发生机理,探讨其控制措施,让组织在问题中成长。
管理过程重点“谈”,把质量问题相对多、质量档案排名靠后的员工列为约谈重点。对于员工工作中出现的问题,从组织角度多分析,帮助其查找自身原因并找出解决办法,加强对其工作质量帮扶力度和管理强度,帮助其不断提升自身素养。
经统计,2018 年生产现场在产能大幅增长的情况下,潜在问题、不合格品审理单等过程质量问题数量同比减少12%,质量管理工作实现了员工和研究所双赢。
三是定制式差异化管理,确保质量管理符合用户要求。2018年,驱动器生产的主要任务是为中国航天科工集团有限公司配套的驱动器生产交付,航天科工与中国航天科技集团有限公司在质量管理方面存在巨大差异。为此,一方面应学习用户要求,通过加强沟通协调来达成共识;另一方面,生产线严格按照用户的元器件装机、C 组抽样等方面的质量管理具体要求,专人负责严格落实,管理严格规范,以使质量管理工作满足用户要求。
6.提高高效生产设备保障能力
一是提高关键设备使用率,为扩产保驾护航。试验现场温循箱24 小时运转,通过缩短转换产品时间,使原来8~10 小时的试验间隔缩短在2 小时内;每天进行日检,根据季节对室外机的风扇护网飞絮进行清理,高温下对风扇的散热片进行冲水降温,及时维护保养,从而保证了设备的完好性能,设备故障停工率比2017减少了50%,提高了设备使用率,有力保障了生产任务完成。
二是改造设备,提高测试设备数据处理能力。驱动器单板调试过程主要包括21 个工序,筛选试验主要包括3 个工序,验收试验由6 个工序构成,单台驱动器整个生产过程产生数据数百个。仅靠人工和手动仪器仪表调试、判读、记录,现有装备能力无法满足型号生产需求。为了推动项目,研究所成立了专题项目组,明确技术攻关目标,并确定奖励额度,有效调动参与人员的积极性;生产线组织技术人员、调试人员对测试需求提出改进意见,技术人员完成了4 个型号7种产品的测试仪一拖多、自动采集及报表输出改造工作,实现了同时对多台产品进行温循、老化工作,提高了测试数据判读正确性、测试效率,扩展了设备能力,节省了大量人力。
7.以高效为目标,抓好团队建设
驱动器生产线现有一线操作人员22 人,成熟工13 人,工作经验较少的人员9 人。驱动器调试过程既有高技能的关键工序,又需要不同人员分工合作的工序,需要既发挥关键战斗力攻坚克难完成研制任务,又能有足够的人员规模完成批生产任务。
研究所对于能力强的员工,赋予其更多的管理责任和权限,充分培养带队能力,实现团队战术目标。在能力相对平均的团队,研究所鼓励每名员工轮流承担责任与压力,并协助做好组织协调工作,充分调动团队成员在不同阶段、不同任务中的积极性,实现团队绩效最优。
利用鲶鱼效应,不断建立效率新标杆。以某组件生产为例,2 人完成该组件进度不相上下,生产平稳,但对后续交付造成影响。为此,生产线有意识地安排技能水平更高、生产效率更高的员工承担该组件生产任务,3 人平行生产。生产线对标管理,员工之间良性互动,各找差距奋勇争先,人员战斗力、生产效率显著提高。
强化主体责任,提高履约能力。在计划管理中明确直接操作者为进度第一责任人;若过程偏差影响到交付节点,必须以信息反馈单的形式列明原因报送;严控工作计划落实,不找客观、只查主观,从计划调度、班组长到操作者逐层狠抓执行力不到位的现象,倡导并建立强有力的执行文化,提升管理效率。
二、实践效果
一是效率提升,产能翻番。2018 年上半年任务入库数量与2017 年全年入库量持平,能力提升100%。截止到2018 年11 月份,实现入库数量较2017 年提升了270%,提升效率近3 倍。

二是创新管理,探索建立了线长与线宽可调、内部挖潜为特征的柔性生产线。通过识别关键管理要素,提高计划调度水平,2018 年任务月交付数量主要集中在5~11 月,实现了任务全年可控调节,各型号任务超前完成;创新的生产组织管理模式,实现了定制化研制产品服务和规模化批生产管理,高效保证了产品质量和生产效率的大大提升,形成了“批研结合,以批为主”的柔性生产线;工时细化,均衡分配了产品工序和考核比重,在人员水平不等的情况下最大化发挥了每个人的优点合力,完成了批量的生产任务;工艺细化,不仅降低了操作难度,并且保证了产品的一致性和可靠性;多维度量化考核激励机制,引导员工的整体工作氛围;测试数据自动化判读和报表改进,高可靠地保证了产品性能的把控。
研究所以驱动器为代表产品,以批生产效率提高为目标,创新了“批研结合、以批为主”的生产组织管理模式,建成一条高产的驱动器生产线,在人员不增加的情况下实现产能增长近3 倍,实现了产品的高质量、生产的高效率、管理的高效益。
该研究成果已应用在航天驱动器生产线建设中,保证了产品质量,提高了生产效率,给研究所、个人均带来明显效益,成果显著。在后续生产管理实践中,研究所将不断提炼、丰富其生产组织管理思想、管理模式,并推广应用于伺服电缆网等生产线建设中。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
昆钢科技(2022年2期)2022-07-08
科技与创新(2022年6期)2022-03-24
今日农业(2021年13期)2021-11-26
上海交通大学学报(2021年10期)2021-11-05
中国管理信息化(2021年11期)2021-07-30
北华大学学报(自然科学版)(2021年3期)2021-07-13
船舶标准化工程师(2020年1期)2020-06-12
电脑爱好者(2020年6期)2020-05-26
中国计算机报(2020年11期)2020-04-21
